管状带式输送机使用故障分析及对策
2020-12-11付长兵刘俊生
付长兵, 刘俊生
(中国石油 广东石化分公司, 广东 揭阳 515200)
管状带式输送机(简称管带机)是基于普通带式输送机设计的新型带式输送机,用于输送散状物料,由6组布置成六边形的托辊强制将胶带裹成两边缘相互搭接的圆管状[1],达到密闭输送物料的效果,在石油化工、热电等行业中应用广泛。
某电厂原通过工程机械输送燃煤,输送过程中粉尘污染严重,故投用了管带机,以期有效减少粉尘对环境的污染。但在管带机使用过程中出现了胶带扭曲、跑偏、折叠及胀管等故障,文中对故障原因进行分析,并提出了相应的处理措施。
1 管带机基本结构及特点
1.1 基本结构
管带机主要由驱动部分、滚筒、胶带、托辊组、桁架及拉紧装置等组成[2],见图1。驱动部分由电动机、减速机和头部驱动滚筒组成,拉紧装置包含头部和尾部拉紧装置,胶带一般由头部过渡段、中间输送段和尾部过渡段组成[3]。
与普通带式输送机相比,管带机的主要不同之处在过渡段与中间输送段。管带机的过渡段是利用托辊将平展的胶带逐渐卷成管状,在中间输送段,胶带则是完全呈管状输送物料。
燃煤在胶带的尾部过渡段经除铁器、除尘器处理之后到达输送带,输送带接收燃煤后逐渐卷成圆筒状进行密闭输送,输送到头部过渡段时,通过犁煤器将燃煤卸下。
1.2 特点
①输送的燃煤包裹在管带内,避免了燃煤对环境的污染[4]。②可根据空间位置灵活布置管带机,实现长距离输送物料,适用于各种复杂条件[5]。③与输送量相同的普通带式输送机相比,管带机桁架宽度尺寸小,占地面积更小[6]。④可实现较大的输送倾角,节省空间位置[7]。⑤上下分支都呈管状,可双向运输物料,实现一机多用[8]。⑥可通过调整承载托辊角度,实现自纠正。
2 管带机运行故障分析及处理
2.1 胶带扭曲和跑偏
2.1.1 原因分析
管带机胶带跑偏是管带机常见故障之一,一般伴随扭曲发生,严重时将导致设备无法运行甚至损坏。该管带机运行中头部驱动滚筒的胶带跑偏严重,开始向内折叠。承载胶带从头部过渡段开始出现严重扭曲,最严重处扭曲角度超过180°,且有胀管现象,致使此处出现反包。
经分析,认为发生胶带扭曲和跑偏的原因主要有:①管带机刚投产使用,运行尚不稳定[9]。②托辊及支架组成的平面与胶带轴心线切线方向不垂直[10],特别是在胶带存在弯度的地段,胶带更容易发生扭曲。③给料时偏离了胶带中心位置,极易使胶带在尾部过渡段就开始扭曲[11]。④胶带清扫效果不好,滚筒、托辊上附着煤粉过多,造成胶带扭曲和跑偏。
2.1.2 调整对策
管带机胶带可以存在适量的扭曲,扭曲角度在-20°~20°均为正常,但当扭曲角度超过30°时就应进行调整。轻度的胶带扭曲可通过调整承载托辊角度予以纠正,一般是根据胶带的扭曲方向,在开始发生胶带扭曲处的托辊架的相应端加装楔形垫,以达到调整承载托辊角度的目的(图2)。一般托辊调整不超过5组,管带机启动后即可自行纠正扭曲。特别是对于严重扭曲的胶带,则需要进行人工调整。多人从开始发生扭曲的地方间隔站开,同时施加使胶带反扭的力,将胶带逐渐纠正过来。
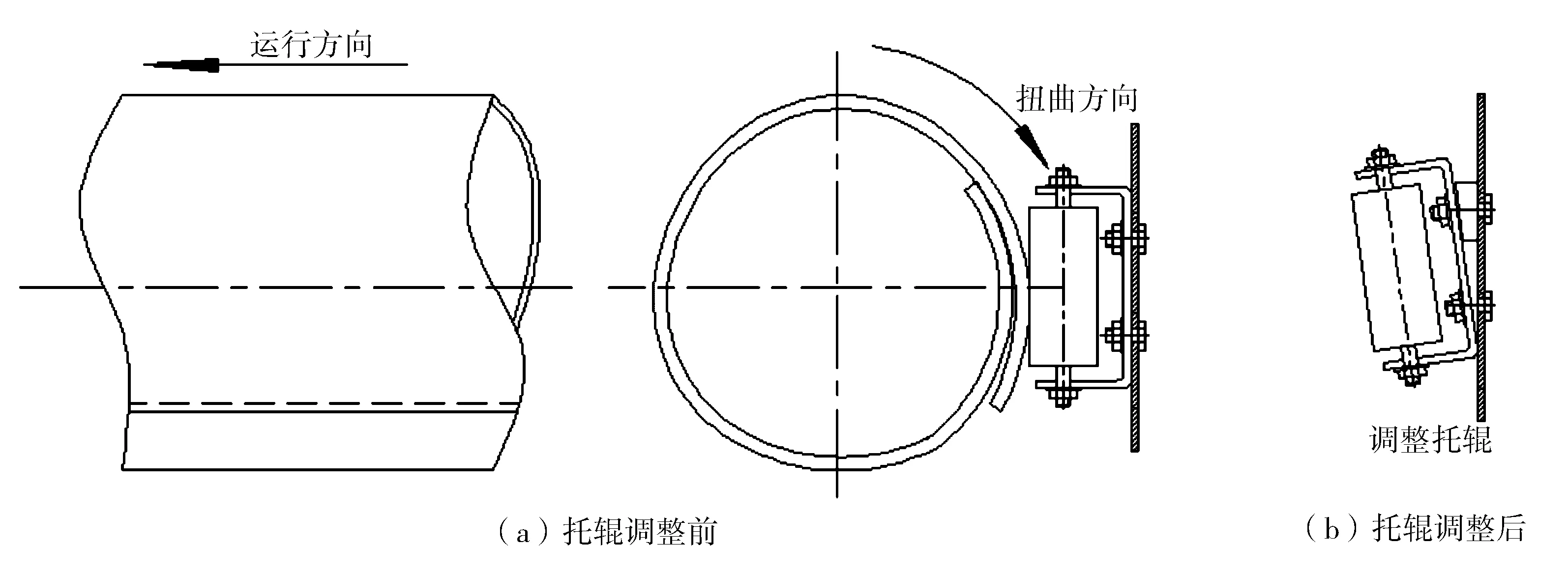
图2 胶带轻度扭曲时托辊调整方法示图
胶带扭曲一般发生在输送段,会导致头部驱动滚筒处胶带跑偏,而回程段胶带重心在下方,可形成自调节,不会发生扭曲。胶带严重跑偏的处理方法是,将头部拉紧装置的配重拉起,使头部胶带处于自然状态,胶带与头部驱动滚筒松开,再将胶带调正到滚筒中间位置,然后放下拉紧装置。尾部胶带跑偏的处理可参照头部胶带跑偏处理方法。驱动滚筒的调整是胶带跑偏调整的重要环节,胶带往左偏移时,将滚筒左侧轴承座向前调整[12],胶带向右偏移同理调整。为防止胶带严重跑偏,在头部过渡段胶带两边装设限位开关,当胶带跑偏碰撞到限位开关时,驱动电机会跳闸。限位开关安装位置见图3。
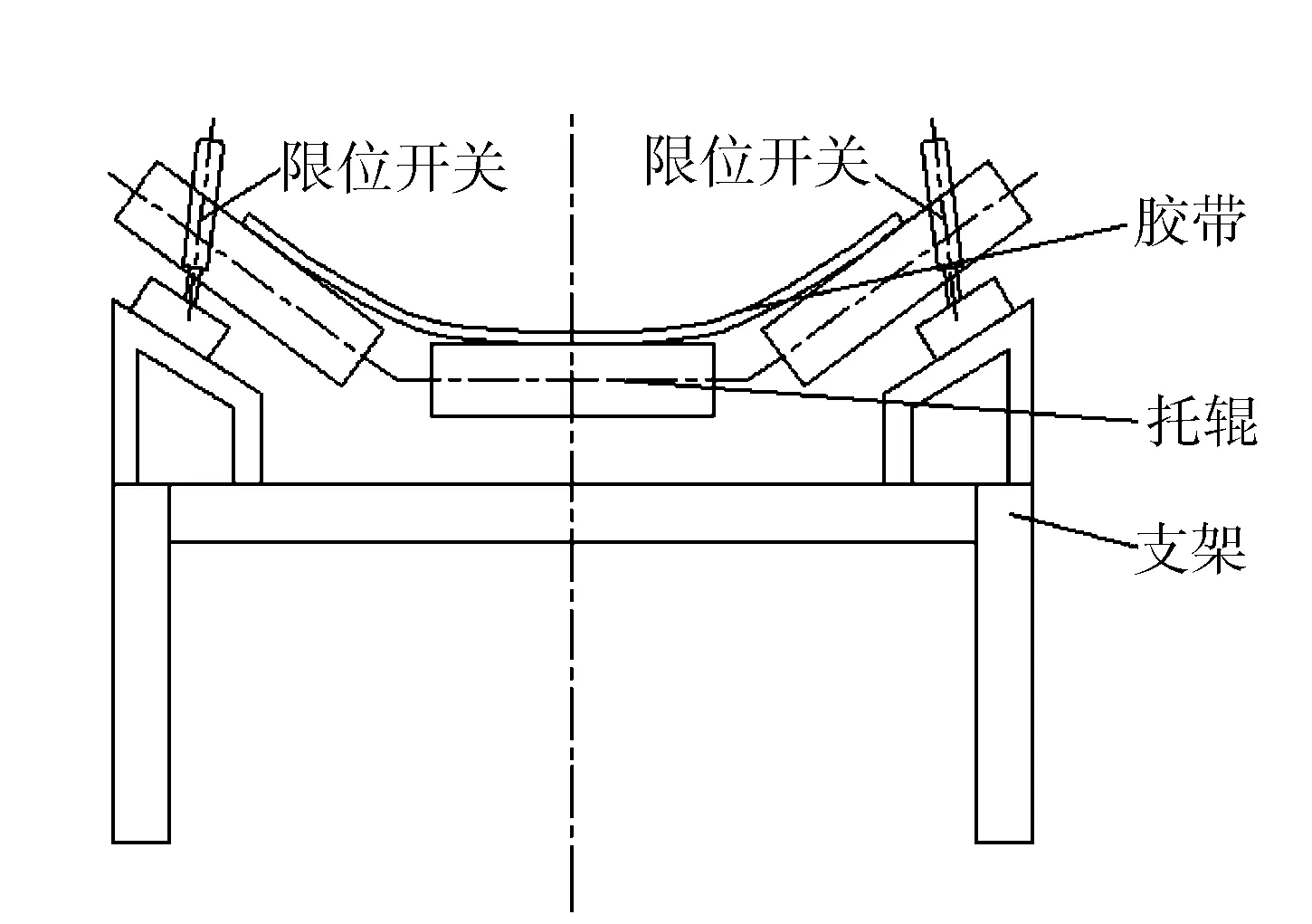
图3 防止胶带严重跑偏限位开关安装位置
2.2 胶带折叠
胶带折叠是由于胶带严重扭曲,导致胶带在头部过渡段还未展开就进入头部驱动滚筒而造成,胶带折叠对其横向性能损伤较大。
防止胶带折叠的方法是,调整头部过渡段托辊,缓慢运行管带机,将扭曲调整过来。同时,在头部过渡段施加辅助外力,强制使胶带展开,直到折叠恢复,再调整托辊使其恢复稳定。也可以松开头部拉紧装置,反向转动胶带,使其恢复正常。
为防止胶带折叠,在头部过渡段设置1对压辊(图4),迫使胶带在过渡段展开[13]。同时配合限位开关,避免胶带的折叠。
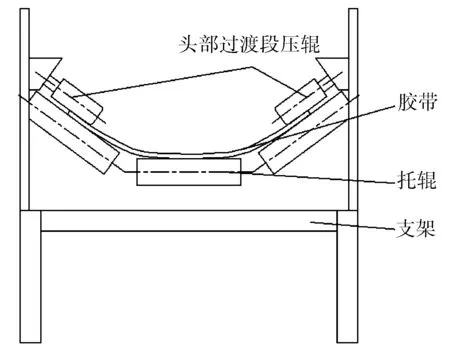
图4 防胶带折叠压辊安装位置
2.3 胀管
一般管带机的管带装载量为管带截面积的3/4左右,当物料超过管带所能容纳的最大体积后,就会形成胀管。胀管极易造成胶带反包、物料泄漏,极大增加管带的运行阻力,严重时导致过载,甚至使托辊变形、损坏。
分析认为该管带机胀管的主要原因是,管带机启动时,短时间内大量的燃煤落下堆积在胶带残余的煤料上并随之进入管道,造成给料量大于管带最大容纳量,导致胀管。该管带机采用的是变频调速,启动初期频率为20 Hz,设备转动较慢,运行平稳后频率才逐渐调高到50 Hz。如果在低频率下给料量过大,就会造成胀管,因此要控制好管带机启动时的给煤量。
胀管发生在成型段,即胶带被六边形布置的棍子强行裹成圆管阶段[14],需人工掏出多余的燃煤,处理起来费工、费时。为防止胀管,需设置限料装置,控制好给煤量,防止管带机启动时大量燃煤突然落下。实际操作时可在管带机启动前将给料闸门关小,待管带机运行平稳后,再将闸门开到设定位置。
3 结语
针对管带机胶带严重扭曲、跑偏、胀管,同时伴随胶带反包等故障,分析了故障产生的原因,提出了相应的预防及处理措施。处理后的管带机在运行过程中几乎没有发生胀管现象,胶带跑偏及折叠现象基本杜绝。胶带发生轻微扭曲后及时调整托辊,能有效避免胶带的严重扭曲,保证管带机的正常运行。为避免张力过大造成胶带损坏,尽量不要带料启动[15]。根据故障处理经验,今后应加强对管带机的监控和巡检,发现问题及时处理,防止故障进一步恶化。
