关于影响气化炉安全长周期稳定运行的仪表问题改进优化
2020-12-10贾国华
贾国华
(神华包头煤化工有限责任公司,内蒙古 包头 014010)
0 引言
气化装置采用GE 水煤浆加压气化技术,本技术采用气化炉顶部单烧嘴设计,60%的水煤浆和高压氧气通过烧嘴入炉燃烧,炉膛温度1200℃~1300℃,燃烧反应产生的合成气沿着下降管进入激冷室水浴后沿上升管经折流板出气化炉进入下游进化装置处理。同时,系统产生的黑水送入闪蒸系统,通过闪蒸、沉降达到闪蒸汽、热量回收,灰水再生重复利用达到节能降耗的目的,产生的出渣、细渣送出界外。
气化装置压力高、温度高、介质冲刷严重、腐蚀性强,工况严苛,仪表设备故障频繁。因部分仪表设备原始选型、材质等问题导致合成气等易燃易爆介质外漏、内漏、高压窜低压等风险偏高,针对气化装置频繁出现故障的关键设备进行技术攻关,是保障气化炉长稳安满优的必要条件。
1 气化装置实际运行过程中存在的故障难点问题及解决思路
1)由于水煤浆特殊的物理特性,使其测量难度很大。它含有65%左右的极细的煤固体颗粒,再加上辅助添加剂,在高压工况下,因介质对衬里的挤压和对电极的冲刷环境,要求对电磁流量计传感器的衬里与测量导管的附着性能以及电极的抗噪声和防渗漏性能有着很高的要求,而且水煤浆是非牛顿流体,成分复杂、测量难度大,又有腐蚀性。依据同行业煤浆流量测量经验,目前的煤化工行业中德士古气化炉中的煤浆流量计大部分设计和选型中都采用的是电磁流量计,但实际使用效果差异很大,这一问题一直是煤化工行业专业人员讨论的难题。
2)气化炉出口合成气温度原设计为同一套管中三支热电阻,三取二联锁停车。由于气化炉出口合成气管线振动大,温度波动,造成气化炉停车的事故,所以为了避免此类事故发生,需对气化炉出口合成气温度进行改造优化。
3)气化装置渣池泵黑水流量控制调节阀介质为气化炉黑水,该介质对金属材料具有较强的冲刷、腐蚀作用,在用的仪表调节阀频繁出现阀体穿孔、阀内件损毁性故障,阀门平均无故障周期只有45 天左右,阀门维修费用高,影响气化炉长周期运行。
2 针对气化装置出现的故障的解决方案
2.1 针对气化炉掺烧工况以及水煤浆自身特点,如何解决煤浆流量的测量难题,从而为气化炉安稳长满优运行提供保障
气化炉采用60%的水煤浆与高压氧气入炉燃烧,水煤浆介质成分复杂、脉动信号强烈、测量难度大。在这种复杂工况下,行业内优选的测量方式还是电磁流量计,电磁流量计虽然大多数时间内满足了气化装置水煤浆流量的测量要求,但是也存在很多问题,经过多年使用总结出了一些提升电磁流量计稳定运行的方法。
水煤浆电磁流量计是气化装置非常关键的测量设备,首先气化炉水煤浆电磁流量计三取中间值参与氧煤比控制,其次气化炉水煤浆电磁流量计三取二参与气化炉联锁逻辑停车。所以,对水煤浆电磁流量计测量的及时性、准确性、稳定性提出了较高要求,这些性能指标也是选型时重点考虑的因素。
2.1.1 水煤浆电磁流量计存在的主要问题
1)测量值失真现象严重
在气化炉实际正常运行过程中,水煤浆电磁流量计经常出现实际值与测量值偏差大、零点漂移、波动大等测量值失真现象。水煤浆电磁流量计存在波动、测量值不稳定等问题直接会影响气化炉的正常操作,由于此问题曾经引发过气化炉误停车的事故。
2)对实际流量变化测量响应的速度慢
气化炉对水煤浆流量测量的及时性是有较高要求的,因为这关系气化炉的正常安全运行。通过搜集气化炉水煤浆电磁流量计实际运行过程中的测量数据,进行分析后发现,水煤浆电磁流量计在实际扰动发生的情况下,测量值的变化比实际流量的变化滞后约25s。这意味着实际的水煤浆流量降低时,测量值并没有很及时快速地反映实际流量降低的变化。这个现象就比较可怕,因为在固定氧煤比的控制策略下,煤浆流量测量值在滞后的这段时间没有变化,那么氧气流量也不会变化,而实际的煤浆流量已经降低,这会导致气化炉过氧,严重时存在爆炸的安全隐患。
3)煤浆质量造成测量扰动
气化装置煤浆流量计测量介质为水煤浆和含污泥废水、MTO 废碱液,普通型流量计受水煤浆中含有固体颗粒对电极的撞击、油膜干扰、絮状物干扰,会产生脉冲和噪声干扰,波动比较大,同时水煤浆流量参与氧煤比计算并联锁停车,影响气化炉的长周期稳定运行。
2.1.2 针对以上水煤浆电磁流量计存在的问题,进行原因分析并提出解决方案
电磁流量计在测量水煤浆时出现测量值失真、测量响应速度慢的原因有很多,如:安装不符合规范、接地不符合要求、参数设置不合理,高压煤浆泵(往复泵)对煤浆流量测量的影响,掺烧工况对煤浆流量测量的影响,煤浆成分的变化等。下面就影响水煤浆流量测量的主要原因分析如下:
1)电磁干扰
高压煤浆泵厂房内有很多动设备的大电机,电机的运行会释放大量的电磁信号,电磁流量计对周围的电磁信号很敏感,因为电磁流量计的测量信号很微弱,一般只有2.5mV ~8mV。所以,对电磁流量计的要求,工作接地必须要可靠、牢固,符合接地规范的要求。
2)高压煤浆泵
高压煤浆泵的运行稳定与否对煤浆流量的测量有很大影响。因为高压煤浆泵是往复泵,在正常运行过程中煤浆流体呈规律的脉动流,脉动较小,容易过滤。当高压煤浆泵故障运行时,煤浆流体会出现较大脉动,脉动流会造成煤浆流量测量值的大幅波动。所以,在平时高压煤浆泵运行过程中,及时巡检,发现异常及时处理。
3)煤浆成分
气化炉掺烧污泥水导致煤浆成分更为复杂,含有污泥水的水煤浆呈酸性,酸性的水煤浆对电磁流量计有较强的腐蚀性,这会对煤浆流量的测量有较大影响;水煤浆中的气泡也是对电磁流量计测量造成影响的不可忽视的因素;水煤浆是含固量很高的流体,固体颗粒撞击电极产生的噪声表现为煤浆流量测量值的波动。其解决方案如下:
① 对电磁流量计的电极提出要求,使用光滑而且表面积较小的电极,可以大幅减少颗粒物撞击电极的频率,并且电极表面不会轻易产生划痕。
② 使用低噪型噪声屏蔽新技术,在电极表面采用分子级陶瓷隔离传感器,有效屏蔽铁屑、油膜、气泡、絮状物、颗粒物撞击等测量噪声。实践证明,采用低噪声型电极测量效果较好。
2.2 气化炉出口合成气温度测点振动大、元件频繁损坏,3支温度测量元件在同一个套管中,存在共因失效,气化炉误跳车风险高
2.2.1 气化炉出口合成气温度测点的原设计存在较大缺陷
1)气化炉合成气出口温度风险隐患
气化炉合成气出口温度设计为三取二联锁仪表,三点中任意两点高于278℃,气化炉跳车。如其中一点指示波动超过联锁值,若其他两点再出现波动且超过联锁值,气化炉将引发停车联锁,且气化炉合成气出口温度回路被设定为回路断路报警联锁;当两个或两个以上测点断路时,将引发气化炉停车联锁。所以,此温度在运行和维护过程中存在很大的安全隐患。
气化炉出口管上原有温度测量元件为3 支热电阻,并且3 支热电阻在1 个套管里。因管线振动较大,介质流速快,含固体颗粒,冲刷严重,在气化炉运行过程中,因介质冲刷严重套管穿孔导致气化炉停车至少两次。
2)处理此故障问题的难点
气化炉合成气出口温度其中一点指示波动超过联锁值,若其他两点再出现波动且超过联锁值,气化炉将引发跳车联锁,所以需在线更换测量元件。此温度测点测量的工艺介质为压力6.5Mpa、温度230℃~260℃的气化炉合成气,首先将三点温度强制在240℃,然后经计算240℃对应的PT100 热电阻阻值为190.45Ω,将电阻箱阻值调整为190.45Ω,再将故障点现场至机柜间安全栅处接线断开,把调整好后的电阻箱接入安全栅。接入后通知DCS 仪表班将回路断路报警复位,然后依据此法,将第二只190.45Ω的电阻箱接入另一点的安全栅,并复位断路报警。经过以上两步,可以确保此温度回路断路联锁“失效”,现场人员更换提前准备好的新热电阻测量元件。待现场更换完成后,机柜间处作业人员测量更换后的热电阻阻值并做回路测试,都正常后接入安全栅,通知DCS 仪表班将断路报警复位,观察122TE210A/B/C 三点中控温度指示,指示正常后解除联锁。
3)处理此故障的风险辨识
2.2.2 气化炉出口合成气温度测点技术改造
1) 将耐振性能差的热电阻改进为耐振热电偶。热电偶套管采用耐振设计,避免套管与工艺管线产生共频振动,提高元件使用寿命,避免了联锁误动停车的风险。
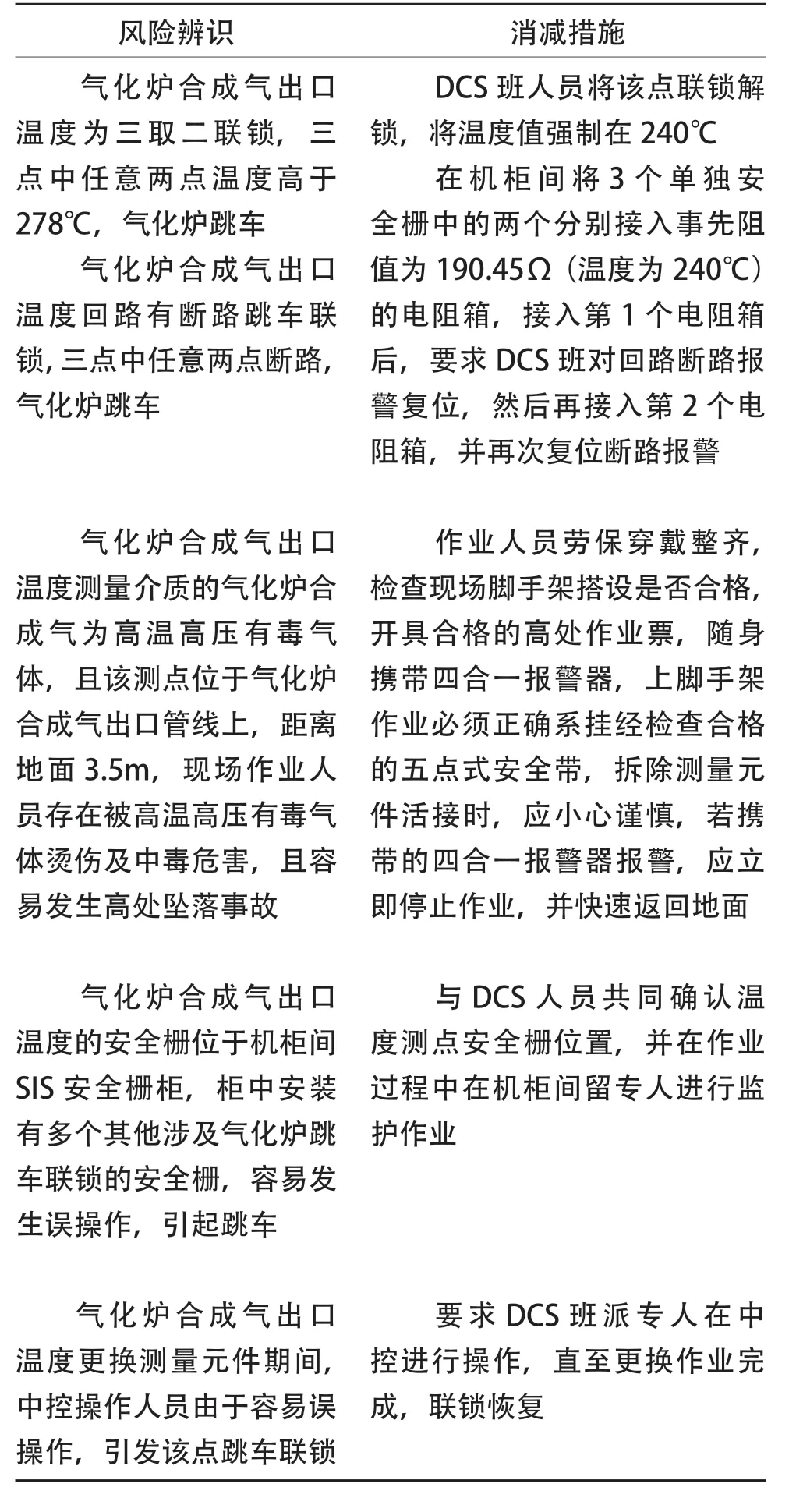
表1 风险辨识Table 1 Risk identification
T 型热电偶具有线性度好、热电动势较大、灵敏度较高、稳定性和均匀性较好,价格便宜等优点,其稳定性更好。热电偶连接处有特殊结构设计抗振动,特殊耐磨制作能承受颗粒固定冲刷,保护管为破裂自锁结构,具有高硬度能承受高压,法兰及下法兰接管为整体锻造更加耐压。T型热电偶测温范围-200℃~350℃,正常工况测量温度为257℃左右,依据SHT 3005-2016《石油化工自动化仪表设计选型规范》可知,T 型热电偶的测量精度较高。

表2 耐振热电偶选型表Table 2 Selection of vibration resistant thermocouple
2)将3 支测温元件独立分开,重新开孔。
对气化炉合成气出口管道实地察看并且查阅原设计资料发现,在原有测温元件的旁边分别有气化炉与气化炉出口合成气压差表、气化炉出口合成气压力表、气化炉与锁斗压差表的取压点。直管段上没有足够的开孔位置,只能在弯管后进行开孔,经过对气化炉合成气温度流速进行计算,以及气体的特性和在相同的环境温度条件下,判定3支温度计不会有温差。在使用过程中的事实也证明,3 支温度元件指示稳定,基本没有偏差。
3)温度套管进行硬化,喷涂硬质合金,316L+堆焊钴基合金。
钴基合金兼具耐磨损、耐高温、耐腐蚀等性能,是适应复杂工况的很好的合金材料。气化炉出口合成气带灰份颗粒快速流动,压力为6.5MPa,温度为257℃。套管表面堆焊钴基硬质合金,硬度可达HRC40 以上,抗磨损、耐冲刷、耐高温,完全满足此工况的使用要求。
2.3 出渣池泵黑水流量控制阀阀门频繁损坏,阀门需频繁下线维修及在线更换的问题
2.3.1 出渣池泵黑水流量控制阀
气化装置渣池泵黑水流量控制调节阀,本厂使用的是偏心旋转阀,介质为气化炉黑水,该介质对金属材料具有较强的冲刷、腐蚀作用。所以,在仪表选型中对阀内件的材质提出了特殊要求,阀芯、阀座采用316+碳化钨,阀体还是WCB,此阀在运行过程中,频繁出现阀体穿孔、阀内件损毁性故障,阀门平均无故障周期只有60 天左右,阀门维修费用高,影响气化炉长周期运行。
2.3.2 寻找新型材料,解决冲刷、腐蚀工况共存情况对材质相互制约的矛盾
采用氧化锆陶瓷解决了在气化炉黑水工况下阀内件耐冲刷与耐腐蚀不能同时解决的矛盾。阀体镶嵌陶瓷衬里,实现了对阀体的有效防护。采用V 型球结构,实现了球阀精细的调节功能。
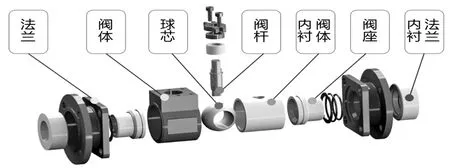
图1 陶瓷阀结构图Fig.1 Structure of ceramic valve
此陶瓷阀结构上为双向密封的完全对称设计,密封副独立结构加上特有的弹性补偿结构,密封等级高,新材料应用,选用氧化锆陶瓷阀,球体采用先进研磨设备及工艺制造,球圆度精度高,表面质量好,有很好的密封性能。氧化锆陶瓷球阀除具有金属球阀的绝大多数优点外,更具有超强的耐腐蚀、耐高温、耐磨损及耐冲蚀等显著特点,阀球、阀座及内衬均采用氧化锆结构陶瓷材料,洛氏硬度高达HRA87 以上,因而能承受高速流体及硬颗粒介质的冲蚀,具有优异的耐磨损性,解决了腐蚀/冲刷工况共存导致材质选择的矛盾。
陶瓷阀门广泛应用于石油、化工、冶金、电力、污水处理等工业领域,陶瓷阀门优越的性能主要表现在以下几个方面:
陶瓷阀门在高温、高压、强腐蚀、高磨损等恶劣工况下使用,对比金属阀门凸显出陶瓷阀卓越的性能,主要表现在陶瓷阀使用周期长、性价比高、维修量小等方面。而且,随着技术的不断进步,陶瓷阀将更加趋于完善和成熟,是腐蚀、高温、磨损及冲蚀等恶劣工况设备选型的绝佳选择。
3 结束语
通过对水煤浆气化炉在运行过程中出现的问题进行深入分析,从设计选型、安装、问题原因排查等方面深刻了解并理解问题的本质,从而提出行之有效的解决方案。为实现气化炉安稳长满优运行的目标提供了一定的保障,同时也为同类煤化工装置提供了良好的解决方案。
