汽轮发电机组轴瓦振动问题处理案例分析
2020-12-06刘忠源程实
刘忠源 程实
摘 要:某电厂6号汽轮发电机组大修后,在开机过程中,轴振超标,且波动较大,振动频谱主要表现为工频,同时出现较小的高倍频成分。经诊断,原因为转子发生动静碰磨、机械松动及质量不平衡等问题,导致轴系振动异常。增加暖机转速及暖机时间后,轴系振动趋于稳定,利用动平衡手段成功解决振动问题。本文给出了详细的诊断思路和处理方法,可供解决同类振动问题参考。
关键词:轴振;动静碰磨;单点摩擦;暖机;动平衡
中图分类号:TM311文献标识码:A文章编号:1003-5168(2020)29-0049-03
Abstract: After a power plant's No. 6 steam turbine generator set was overhauled, the shaft vibration exceeded the standard and fluctuated greatly during the start-up process, the vibration frequency spectrum was mainly manifested as power frequency, with small high frequency components appearing at the same time. After diagnosis, the reason was that the rotor had problems such as dynamic and static friction, mechanical looseness and mass imbalance, which caused abnormal shaft vibration. After increasing the warm-up speed and warm-up time, the shaft vibration tended to be stable, and the vibration problem was successfully solved by dynamic balancing. This paper gave detailed diagnosis ideas and treatment methods, which could be used as a reference for solving similar vibration problems.
Keywords: shaft vibration;dynamic and static rubbing;single point friction;warm-up;dynamic balance
汽轮发电机组是电力生产过程中的重要设备,而振动是影响设备稳定可靠运行的重要原因。有研究从不同方面对汽轮机轴系出现的各种现场振动问题进行分析,如汽轮发电机组摩擦引起的突发性振动[1]、汽轮发电机组的振动及现场平衡[2];有研究分享了电厂特定故障案例的处理方法,如电厂旋转机械设备振动问题处理[3]、600 MW超临界机组振动故障处理[4]、660 MW超临界机组试运期间发电机振动故障诊断及处理[5]。引起振动增大的原因多种多样,如何快速识别故障、查找振动原因以及处理是电厂和振动专业人员一直关心的问题。
本文针对一特定机组轴系振动问题,结合振动增大过程、故障特点以及设备检修情况,进行详细全面的故障分析和诊断,然后采取相应的处理措施,实践效果良好,可供参考。
1 故障概况
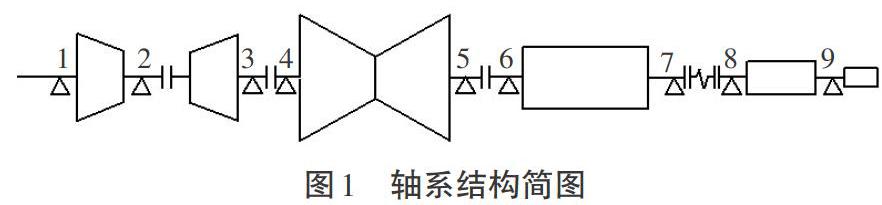
某电厂6号汽轮发电机组是N220-12.75/535/535型超高压、中间再热、三缸三排汽、凝汽式机组,轴系由高压转子、中压转子、低压转子、發电机转子、励磁机组成。各转子均由2个径向轴承支撑,其轴系结构如图1所示。
该机组大修后于2019年5月17日启机,冲转过程中,#2、#3、#4、#9瓦轴振持续增大,机组定速3 000 r/min后,振动出现较大波动。
2 振动故障诊断及处理
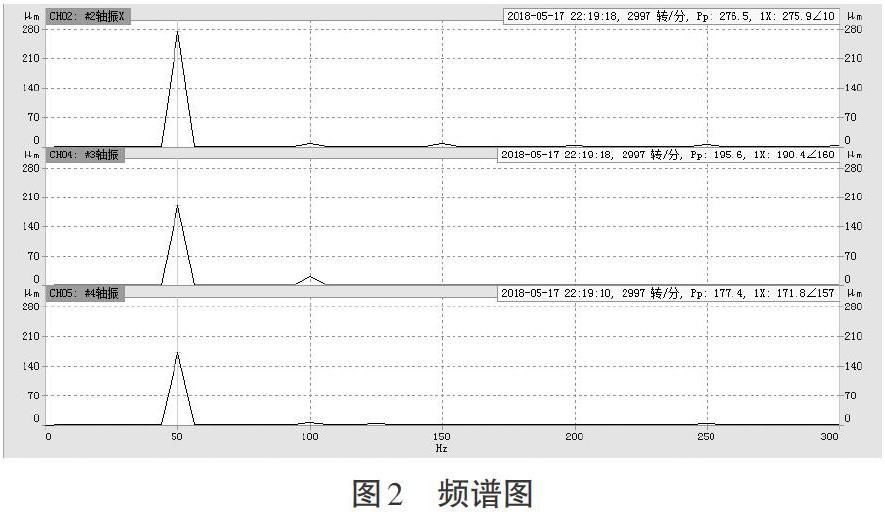
冲转过程中,轴承#2、#3、#4及#9瓦轴振随转速变化明显,表现为质量不平衡特征;定速3 000 r/min后,振动值均存在一定范围的波动,尤其#2、#3、#4轴承较为明显,从频谱图(见图2)来看,#2、#3、#4轴承振动主要贡献频率为1X分量;#2、#3轴承振动的1X分量的相位角均较为稳定,#4轴承振动的1X分量的相位变化明显。
经分析,#2、#3、#4轴承振动大的原因有:存在碰磨,且存在单点摩擦;转子存在一定质量的不平衡。
制定的处理方案如下:在不带负荷的各个选定工况点运行直至振动稳定,定速并保持稳定运行30 min;利用电厂DCS以及现场连接的振动检测设备连续检测振动,并根据振动特点和检测数据,跟踪诊断确定振动原因。
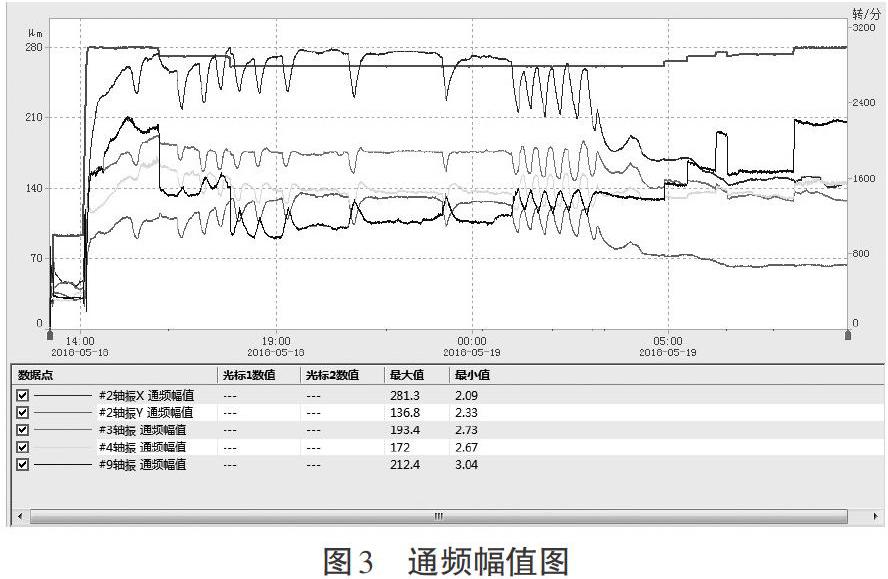
5月18日13:12,机组开始冲转,14:23冲至3 000 r/min,根据冲转过程中轴系振动情况,选定高速工况点进行暖机。5月19日9:00,机组逐步暖机并达到3 000 r/min且轴系振动趋于稳定(见图3),#2、#3、#4轴承振动频谱均以1X为主,振动数据如表1所示,符合质量不平衡的特征,决定采取现场动平衡减小转子不平衡量。经过计算,采取多平面联合动平衡方案,在中低压对轮处加重509 g∠240°,在副励磁机末端加重209 g∠327°。5月19日16:00加重完成冲转至3 000 r/min后,振动趋于稳定,#2、#3、#4及#9瓦振动数据如表2所示。
根据试加重的结果,经过计算,确定如下动平衡调整方案:在中低压对轮处加重1 342 g∠360°(去掉原加重),在副励磁机末端加重72 g∠175°(保留原加重)。
从频谱来看,#2、#3、#4轴承振动频谱均以1X为主,同时出现较高的2X、3X倍频成分,表明质量不平衡不是此时振动异常的唯一原因,出现倍频成分的可能原因包括:中心不良、动静碰摩、机械松动等。查看机组大修轴系中心调整的相关数据,排除了轴系中心不良的情况,现重点怀疑中低压对轮可能存在机械松动的情况。
基于以上分析,检查发现,中低压对轮处4条螺栓紧力不够。通过检修数据查阅发现,大修期间对中低压对轮垫片进行了修磨,厚度减小300 μm,但复装时,螺栓按照修前数据进行了复装。由于平衡螺栓已加工完成,故仍按照已定方案进行调整加重。
5月20日8:00,机组加重完成冲转至3 000 r/min,#2、#3、#4及#9瓦振动数据如表3所示。
结果表明,原始振动确实存在松动与不平衡振动耦合。从调整加重后的频谱(见图4)来看,#2、#3、#4轴承振动频谱均以1X为主,2X、3X倍频成分消失,此时引起转子振动异常的原因为质量不平衡,决定进行再次调整。
經过计算,确定在中低压对轮处进行第三次加重840 g∠225°(保留原加重),在副励磁机末端加重58 g∠71°(保留原加重)。
5月20日18:55,第三次加重完成冲转至3 000 r/min,振动数据如表4所示。
5月21日08:30,机组负荷为219 MW时,轴系振动数据如表5所示。
3 结语
该机组轴系振动的主要原因是大修开机轴系动静单点碰磨、机械松动及质量不平衡。由此例可以看出,在机组发生动静碰磨时,频谱图中不一定会出现高倍频分量,也可能只表现为1X倍频;机组发生振动异常时,动平衡手段并不能有效解决所有的振动问题,还应具体问题具体分析,针对振动起因制定处理方案。
振动故障诊断及处理是一项综合技术。要想正确掌握和应用好该技术,解决现场振动问题,技术人员不仅要具备转子动力学、机械振动故障机理、振动监测分析等专业知识,还要对设备的工作原理和结构特性等有足够的了解,更重要的是需要在工程应用实践中不断学习探索、领悟和积累经验。本文介绍的摩擦、机械松动及质量不平衡引起的振动问题处理案例可为今后同类振动问题的分析和处理提供参考。
参考文献:
[1]王永贞,杨建刚.汽轮发电机组摩擦引起的突发性振动分析[J].电站系统工程,2014(3):47-49.
[2]寇胜利.汽轮发电机组的振动及现场平衡[M].北京:中国电力出版社,2007.
[3]张学延,张卫军,葛祥,等.电厂旋转机械设备振动问题处理案例分析[J].中国电力,2015(8):110-116.
[4]黎瑜春,蔡强.某600 MW超临界机组振动故障分析与处理[J].中国电力,2014(3):55-58.
[5]朱小东,吴峥峰,谭袖,等.某660 MW超临界机组试运期间发电机振动故障诊断及处理[J].中国电力,2017(8):58-62.
