沟槽形微织构刀具切削性能仿真研究
2020-12-02,,
,,
(贵州理工学院机械工程学院,贵州 贵阳 550003)
0 引言
切削加工中常通过浇注切削液以起到冷却和润滑的作用,但切削液的存储、使用以及处理会增加企业成本,甚至危害工人健康和自然环境。采用干切削是避免切削液缺点的最有效方法,但干切削时因冷却润滑条件差,会产生切削力大、切削温度高以及刀具磨损严重等不利情况。因此,迫切需要研发针对干切削特点的新型刀具。研究表明,合理的表面微织构形貌和尺寸可实现良好的减摩抗磨性[1-2]。因此在刀具表面摩擦磨损严重区域制备合理的微织构,可提高刀具切削性能和抗热磨损性能。
近年来,微织构刀具开始受到国内外学者的重视。戚宝运等[3]进行了钛合金切削试验,分析了在微量润滑和无润滑剂2种不同润滑条件下微织构刀具的摩擦磨损性能。Lei等[4]开展了微织构自润滑刀具切削1045钢试验,利用Algor软件分析了微坑尺寸对刀具性能的影响,并进行了微织构刀具和无织构刀具切削性能的对比研究。Kiyota等[5]开展了AISI 1045钢正交切削试验,研究了织构刀具和无织构刀具在切削过程中切削力、摩擦系数和切屑变形的规律。
本文以微织构和无织构硬质合金刀具切削钛合金(Ti6Al4V)为研究对象,运用金属切削仿真软件AdvantEdge进行了干式切削仿真,对比分析了2种刀具的切削力、切削刃最高温度以及刀具最大应力的变化规律。研究结果可为微织构刀具设计提供一定的参考。
1 切削模型建立
1.1 材料模型
基于Johnson-Cook模型描述钛合金材料的本构行为,其表达式为
(1)

表1 工件材料J-C本构参数
1.2 微织构几何参数
采用沟槽形微织构刀具,织构位于前刀面上的主切削刃附件,织构方向垂直于主切削刃,截面为V形,织构截面形状和尺寸分别如图1和表2所示。
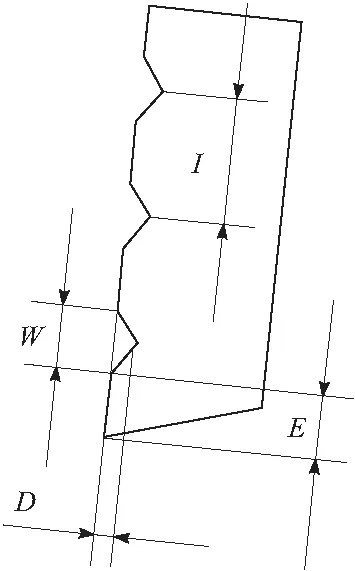
图1 微沟槽尺寸示意

表2 前刀面上织构参数 μm
1.3 切削仿真参数
使用的工件材料为Ti6Al4V,工件模型长5 mm,高2 mm。刀具为无织构刀具和微织构刀具2种,材料均为硬质合金,仿真中采用的切削参数均一致。表3为2种材料的力学和物理性能参数[6-8],刀具角度和切削用量如表4所示。设定初始切削温度为20 ℃,切削过程中忽略空气的对流传热,建立的微织构刀具二维正交切削模型如图2所示。
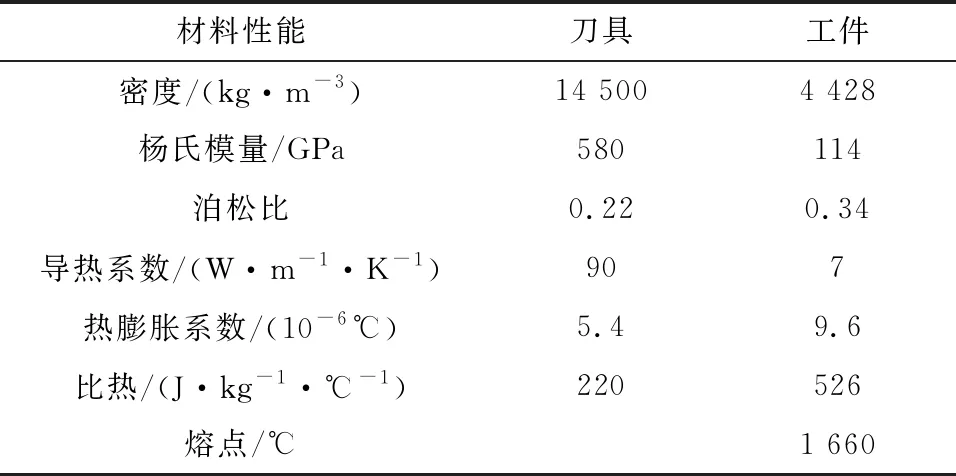
表3 刀具和工件材料力学、物理性能
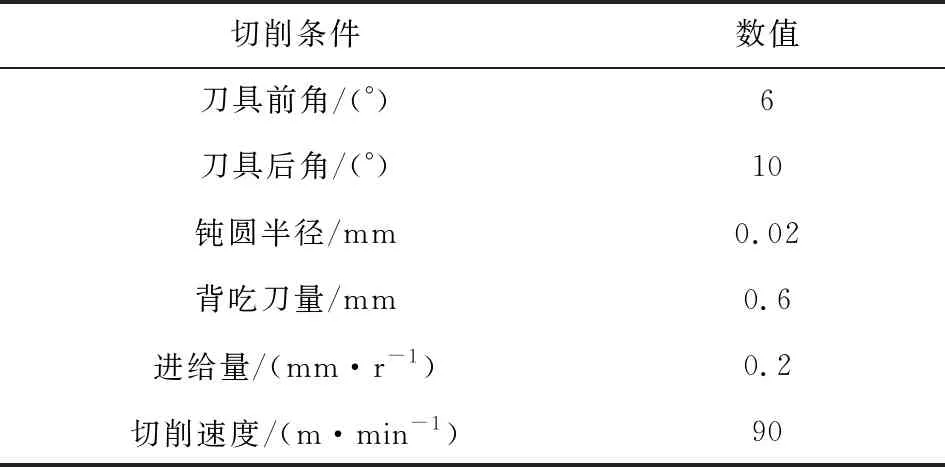
表4 切削仿真参数
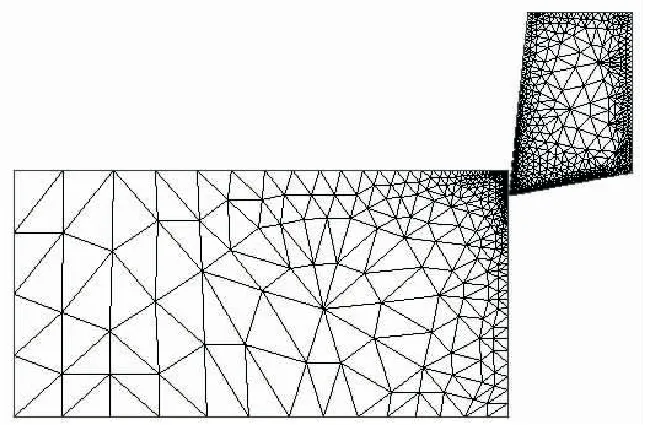
图2 微织构刀具二维正交切削模型
2 仿真结果分析
2.1 刀具切削刃最高温度
从2种刀具提取的温度分布云图和切削刃最高温度分别如图3和图4所示。由图3和图4可知,无织构刀具高温区面积明显大于微织构刀具(图3圈中区域),微织构刀具切削刃最高温度相对无织构刀具降低了4%,其散热性能也优于无织构刀具。主要原因为前刀面上的微沟槽减小了刀-屑直接接触面积,减少了刀-屑摩擦作用产生的热量,增大了刀具散热面积[3-9]。
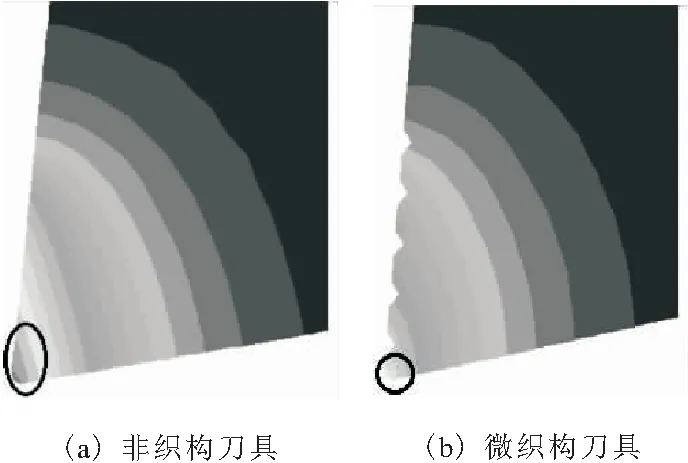
图3 刀具温度分布云图

图4 刀具切削刃最高温度仿真结果
2.2 切削力
由2种刀具的主切削力时域变化曲线(如图5所示)可知,干切削时微织构刀具相对于无织构刀具切削力更小,但切削力震荡更加激烈,主要原因为切削过程中刀-屑接触面积不断变化。切削力仿真结果如图6所示。从图6可知,相对于无织构刀具,微织构刀具切削过程中主切削力减小3%,进给力减小7%。该现象主要由2方面的原因引起:一方面织构的存在减小了刀-屑直接接触面积,改善了刀-屑间的摩擦状况;另一方面微织构相当于使前刀面上存在多个切削刃同时进行切削[2-3,10]。

图5 切削力时域变化
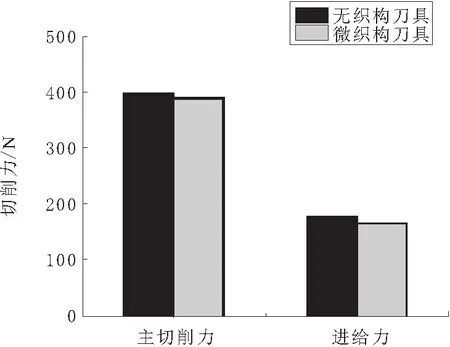
图6 切削力仿真结果
2.3 刀具切削刃最大应力
从2种刀具提取的应力分布云图和最大应力值分别如图7和图8所示,由图7和图8可知,微织构刀具切削刃最大应力比无织构刀具低22%,无织构刀具最大应力主要分布在切削刃附件区域,而微织构刀具则主要集中在切削刃和沟槽附件(图7圈中区域),刀具整体应力分布也较为均匀。这是由于微织构的存在使得原本由切削刃承受的应力转变为微织构的面接触,减少了部分高应力区数量,改善了前刀面上的应力分布[2-3]。

图7 刀具最大应力分布云图

图8 刀具最大应力仿真结果
3 结束语
利用AdvantEdge软件开展了微织构和无织构硬质合金刀具干式切削Ti6Al4V仿真研究,得到以下结论:
a.相对于无织构刀具,微织构刀具散热性能更优,切削刃最高温度更低,高温区面积更小。
b.微织构刀具切削力小于无织构刀具,但震荡更剧烈。
c.微织构刀具最大应力低于无织构刀具,应力主要集中在沟槽附件,刀具整体应力分布较为均匀。