三维椭圆振动切削系统模糊自适应滑模控制分析
2020-11-30顾钰涵彭亦茹孙佳怡陈语婷
顾钰涵 彭亦茹 孙佳怡 陈语婷

摘 要:现阶段社会上的专家和学者普遍认为三维椭圆振动切屑是最具有发展潜力的一种切割技术,但是在进行机械加工的过程中,仍然有着控制问题还没有得到良好的解决,尤其是在加工环节会受到严重的外界干扰。为此本文为了有效的解决在使用三维椭圆振动切削过程中的问题,从而实现出良好控制效果,进行系统的自适应滑模控制分析,以此提升切割的高质量性。
关键词:三维椭圆;震动切削;模糊自适应;滑膜控制
现今社会随着发展和变革,使人们在生产制造过程中对一些精密的零件有着越来越高的需求,利用传统的机械加工手段已经无法满足人们多余精度的需求,需要利用更加先进的切削技术来进行机械加工制造。为此,三维椭圆振动切屑技术应运而生,帮助人们进行高效率的机械加工制造。
1 三维椭圆振动切屑技术
现阶段由于人们对于产品制造的要求更高,需要进行更加精密的制造,才能满足其需求,而三维椭圆振动切屑因拥有的诸多方面优势得到了广泛的使用,其技术类型可以在进行加工过程中有效的降低切削力,同时延长刀具的使用寿命,还能够进一步的提升加工的精度。但是在拥有诸多优势的时候,当在進行复杂曲面进行加工的过程中,其椭圆振动切削也有着明显的缺陷,例如其切削技术只能够存在在二维的平面之上,并不适用于加工的曲面,并且之后生成的椭圆能够进行参数调整的参数很少等诸多问题。
对于进行椭圆振动切削控制方法来说,仅仅有着少数的研究方向和学术报告,其中shamoto所提出的椭圆振动切削超声椭圆控制器,其主要的试验目的就是为了可以尽可能的进行运动轴串扰的消除,以此提升切削的精密度。
2 三维椭圆振动切屑理论基础
在shamoto所提出的理论基础之上,有了三维椭圆振动切削理论的产生,在日本著名的大学中研究出了一种新的共振型设备,是一种三维椭圆振动切削设备。其设备在使用过程中是利用刀杆的横向和纵向振动,从而推动刀具进行三维椭圆运动,并形成清晰的运动轨迹,在面对较为复杂的曲面切削过程中,仍然具有较强的操作性,拥有极高的适应性,但是在该设备的控制方面还没有详细的报道,为此本文针对这种技术基础,来进行非共振三维椭圆振动切削装置进行分析。
3 滑模控制
本文所分析的设备拥有着四个压电,并利用叠堆平行放置的方式作为主要的驱动装置,以此进行柔性铰链的生成,采用金刚石材质的刀尖运动,形成三维椭圆运动的轨迹。在试验的过程中,需要利用PID的控制方式来应对外界环境产生的干扰因素。现阶段社会上对于三维椭圆振动切削控制方式的实际研究并不多,有着较多的不确定性和未知性,同时也有着诸多方面没有得到良好的解决,同时在加工过程中,外界的影响会对加工的精度产生较为明显的干扰,为此需要进行相关领域的研究,研究出一种有效的方法来消除外界的干扰,形成有效的控制方法。在进行滑模控制时,可以利用其对不确定性以及对干扰的鲁棒性来解决外界的干扰。
现阶段在三维椭圆振动切削系统中,进行滑模控制并没有多少研究成果,并且应用滑膜控制有着较为明显的缺陷,控制当中有着明显的抖振问题,为此需要针对这种问题采取有效的解决措施来消除控制过程中的抖振,例如进行自适应滑模控制、高阶滑模控制、模糊滑模控制等方式。
而本文主要是从三维椭圆振动切削系统的模糊自适应滑膜控制的方面进行分析,首先针对不同的驱动之间的串扰情况进行分析,同时针对三维椭圆振动切削系统的特征来对柔性铰链来进行简化分析,以此建构出三维椭圆振动切削系统的动力学模型,设计出具有合理性的滑模函数和控制率。
4 建立三维椭圆振动切削系统的模型
首先对研发出的三维椭圆振动切削装置来进行切削系统模型的构建。其具体的装置为图1所示,这样的三维椭圆振动切削装置在结构上,主要由这四个驱动设置,都是压电叠堆驱动,并通过平行放置来进行信息的控制,以此推动设备中的柔性铰链进行运动,而在刀具的选择上采用金刚石材料,经过柔性铰链的驱动作用于金刚石的刀尖,使其进行高频的运动,形成三维椭圆轨迹,并且还可以依据装置安装在机床中的具体坐标系进行合理的划分,使四个不同的压电叠堆驱动都可以分布到坐标系当中,由其中的一个回拉铰链来避免整体平面在Z向的平面上进行运动。在进行驱动的压电叠堆过程中,需要将螺栓应用到压电叠堆槽当中,并且利用较高精度的电容传感器进行位移的测定。
在进行压电叠堆驱动的设置过程中,由于驱动之间会有着一定的相位差控制信号,同时在二者之间有着较小的串扰值,在X+的方向上来看,其压电叠堆上,会出现一个振幅为4μm的正弦信号值,并且在X-方向,对其柔性铰链进行位移量的检测过程中,其串扰值都在2%以下,因此可以将研发出的三维椭圆振动切削装置当作是四种单输入和输出的控制系统。
设备中的四个不同的压电叠堆,可呈现出每两个对称的空间类型,为此,也同样可以利用相同的方式进行建模计算,在本文中,主要是对X-方向来进行系统模型的搭建。
同时在对三维椭圆振动切削装置的X-方向上的动力模型的建立可以得知,其F为压电叠堆驱动的实际驱动力,而Z则表示为四个驱动中柔性铰链所发生的实际位移距离,公式中的m为柔性铰链的等效质量,其中压电叠堆驱动的等效阻尼则用c进行表示,以此形成三维椭圆振动切削装置的动力学模型。
5 仿真分析
在进行三维椭圆振动切削的动力学建模以及控制器的相关设计之后,还需要进行控制系统的验证工作。为此需要对实验中的相关设备进行合理性验证,同时也需要对模拟控制器进行选择,并且保障能够与模拟控制器进行有效的连接。对于控制器的仿真程序需要进行合理的编辑,从而将其转化成可以快速被模拟控制器进行识别的程序系统。并且之后还需要进行数据的选取和数据信息的出入工作,从而经过严谨的科学实验,验证出三维椭圆振动切削系统模糊自适应滑模控制的性能。
5.1 模糊自适应设计
有关人员需要进行模糊自适应滑模控制的相关设计,其具体的步骤为以下過程:
(1)设计滑模函数值;
(2)进行模糊滑模的控制律相关设计。
5.2 模拟控制器
在之后还需要进行模拟控制器的选择,本文在实验中选择由美国制造的NI实时模拟控制器,这种设备具有良好的检测效能,可以提供多种先进的功能。以便试验人员进行控制器的检测。
5.3 实验台的搭建
有关人员需要进行实验台的搭建,其试验台主要由位移传感器、功率放大器、NI控制器以及三维椭圆振动切削装置组成。
5.4 试验分析
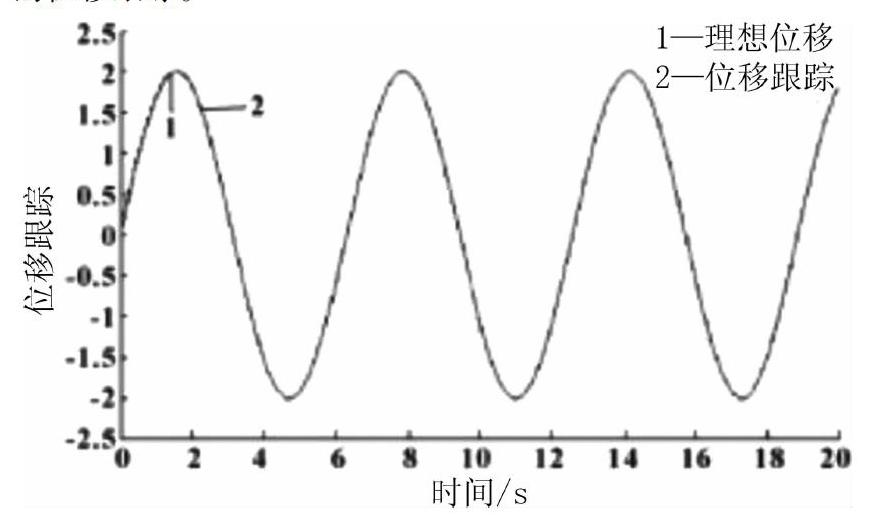
在经过严谨的试验之后,通过试验的结果可以发现,利用模糊自适应滑模控制可以有效的解决抑制抖振的相关问题,从而保障控制的相关对象能够利用位移信号进行相对平稳的位移,保障系统中的控制律相对稳定。在仿真试验过程中,充分表面利用模糊自适应滑模控制过程中可以起到积极作用。图2为三维椭圆振动切削系统模糊自适应滑模控制的位移跟踪。
通过上图可以发现,在利用该模糊自适应下,其滑膜控制可以有效的改善出现的抖振现象,使其可以让对象在相对平稳的方式来按照位移信号进行移动,同时需要注意的是,在逼近的起始阶段中,其存在着一定的误差,但是很快这个误差便会消失,为此需要对其仿真试验过程中进行相关数值的优化,从而让设计出来的控制律可以保障系统的稳定性。
而在对三维椭圆的振动切削系统进行分析的过程中,建立起来的X轴正方向方向的柔性铰链模型,能够在极短的时间内变得平稳,这样的现象也出现在了模糊自适应滑摸控制当中,因此不会受到外界环境的影响,具有明显的鲁棒性。
6 结语
综上所述,三维椭圆振动切削技术是一种具有良好发展前景的机械加工方法,但是现阶段对于该技术的研究还不够充足,需要受到社会各界人士的广泛重视,这样才可以在未来不断能促进该项技术的发展和创新,有效解决其中存在的各种问题。
参考文献:
[1]张毫杰,卢明明,韩金国,等.三维椭圆振动切削系统RBF自适应滑模控制器的设计[J].机械制造,2016,54(06):74-76.
[2]张毫杰.三维椭圆振动切削系统建模及其控制的研究[D].长春工业大学,2016.
