智能化生产创新试点与探讨
2020-11-25王振军谢庆云卢耀锦王虎城杨少武杨志军王世军
王振军,谢庆云,卢耀锦,王虎城,杨少武,杨志军,王世军
(西北稀有金属材料研究院宁夏有限公司 稀有金属特种材料国家重点实验室,宁夏 石嘴山753000)
目前,根据我国“十二五”发展规划要求,要在各行各业大力推进智能制造,由此来推进产业转型升级,最终提高核心竞争力。为此,本集团公司积极响应国家产业政策,试点将智能制造应用到新建项目上,成功实现了以智能化生产,创新驱动产业大发展。
1 智能化试点
1.1 立项背景
原生产线信息化状况落后。装备均为信息孤岛,无法互联互通,远程共享; 多为单机控制或人工操作;生产现场管理靠人工巡视;质量过程管理靠人工记录。
新建生产线引入智能化试点建设。以实现无粉尘危害远程管理,提质增效,扩大产能,扭亏脱困。生产线装备特点:单机间歇式生产;工艺复杂,流程长;批量小,多批次;高温,高真空度,脱气粉末冶金工艺复杂,控制精细,安全防护要求高等,特别适合智能化应用开发。生产线装备如图1 所示。
1.2 建设概况
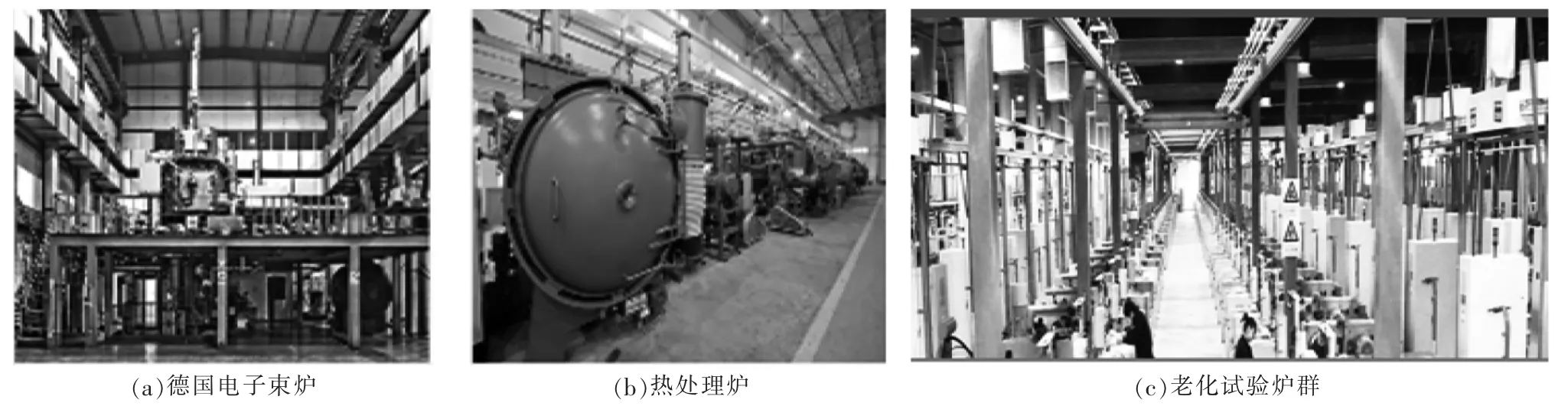
图1 生产线装备实物图
公司投资近数百万,试点建设了智能化生产线,开创了智能化建设项目示范,由传统单机不互联制造模式向信息化物联网制造模式转变,实现了四个方面的智能化:装备自动化、管理可视化、质量信息化及工艺流程化,实现了节能、增能、产值及效益翻倍增长,成为集团外来参观最具特色的展示中心之一。
1.3 建设方案
实现生产信息化。建立生产物联网信息MES 管理平台及生产监视调度指挥中心总站,实现生产装备由人工管理向信息化管理方式转型升级。建立车间集控平台子站,实现自动化无人值守,减少人工,实现通风防护要求节能化。
开发建设装备自动化。推广应用工厂通风智能化及节能技术,降低成本;新开发等静压扩能深度自动化技术,扩大产能;推广应用数控化机械加工中心等智能化加工装备;提升装备精密加工制造能力,提高产品合格率及效率。
优化生产流程。创新开发3D 打印快速成型数控技术,缩短生产流程。
1.3.1 平台架构
组建全线各单体设备DCS/PLC 物联网,将全线20 多套冶金炉单机及7 套通风控制系统组成网络汇集、处理全线约6 000 点生产数据;建立生产监控/调度/管理系统:建立7 个车间信息子站,建立一个信息化物联网中心总站平台;自动采集、存储、显示生产数据,生成质量、工艺、装备、能耗管理信息数据库。平台架构如图2 所示。
1.3.2 远程可视化平台
建立大屏监视中心。共设有150 路高清视频摄像头;统一组网全线工艺数据及视频信息,综合显示在 9×60 寸 DLP+16×42 寸电视墙上; 设有车间级监控显示终端,并将信息远传至总调度指挥显示中心;车间子站及总控室全线无死角,全天候“电子眼”监视,记录定期备份,常年可查;提升现场生产管理效率,且无粉尘危害,远程管理;总控中心实时在线监控,及时调度指挥生产。视频信号均可上电视/DLP墙进行轮巡监视。可视化平台结构如图3 所示。
1.3.3 生产监控平台
建立可自动采集全线生产6 000 个信息点数据的智能监控平台以及生产质量管理系统、 装备运行养护数据平台。实现了工艺及装备数字化、智能化;改善产品过程控制水平; 自动执行工艺过程控制流程,实现质量的透明、精细、高效、优化管理;产品质量全程可追溯,便于改进生产管理,提质增效。实现了生产控制、分析、决策等,实现了智能化技术升级;改善了工艺优化及质量控制技术,节能降耗,改进设备运维效率;建立设备运维及能耗智能管理平台,提高了运维效率,延长设备寿命;实现节能精准管理。生产监控平台如图4 所示。

图3 可视化平台结构图
1.3.4 装备智能化扩能
深度自动化扩产能。等静压成型技术(Hot Isostatic Pressing,简称HIP)是将制品放置到密闭的耐高压容器中,向制品施加各向同等的压力,同时施以高温,在高温高压的作用下,制品得以烧结和致密化,传统等静压成型技术瓶颈是受热均温区短,冷却时间长,高温高压安全保护及操作流程多为人工方式,生产效率低下,产量满足不了生产需求,急需扩能改造。
对传统等静成型技术进行深度改造(如图5 所示)。全自动PLC 控制,简化操作,一键式操作,提高运维效率及开机率,故障自诊断;增强设备及人身安全,联锁保护控制。采取快速冷却技术改造:快速冷却 30~50 ℃/min,缩短生产周期近 24 h,提高生产效率,增加产能;采取缩短工艺流程技术改造;自动制氩气,降费用,省人力,工艺简化,操作安全。
1.3.5 装备智能化降耗
图4 生产监控平台图

图5 等静成型技术深度自动改造介绍图
以下述项目为例说明如何解决负压密闭高耗能及成本大的难题。项目设计风量45 万m3/h,装机电量约800 kW,通风能耗成本巨大,年电费近300 多万元。
房间通风用量智能化控制。通过各调试房间送风和排风的手动阀开度,调整送风量与排风量,保证一定负压,使得有害粉尘按系统各房间预设的负压梯度,从低浓度区域向高浓度区域定向流动;在房间送风管和排风管上设有电动密闭阀门,根据实际各用风房间的需求启停,避免了通风房间“一开全开”的空耗运行方式。
送排风总管路通风量智能控制。由送、排风风机组的PLC 控制系统自动调节其频率来维持出口压力,实现总管路按实际需量供风,杜绝了定工频运行方式下耗风耗电缺陷。
节风约49%,节电约30%,年节省电费约90 万元;采取无人职守技术,智能化节省人工10 人,节省人工费约30 万元。装备智能化降耗(厂房通风按需智能化供风)如图6 所示。
1.3.6 试点经验教训
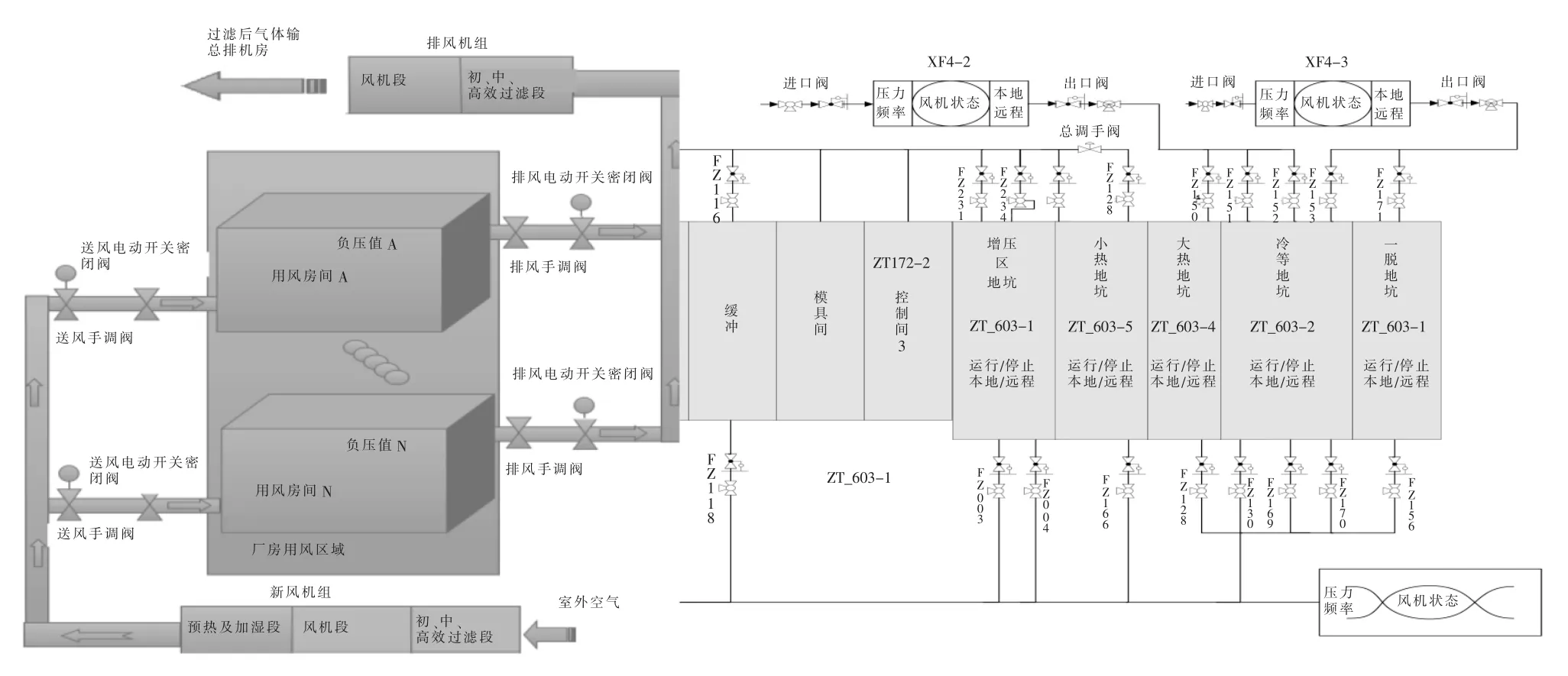
图6 装备智能化降耗(厂房通风按需智能化供风)示意图
智能化试点建设要充分做好立项调研,将智能化系统规划设计到新建项目初步设计及施工设计,做好统筹协调联控,统一订制设备选型支持联网联控协议、软硬件通讯接口、开放OPC 协议,尽量统一装备控制系统选型等,协调各家通讯联控。
2 智能化探讨
四次工业革命历程包括:机械化生产革命、流水线生产革命、 可编程序生产革命及网络物理系统生产革命(见图7)。目前工业正处在第四阶段,基于物联网的智能化阶段。智能化范畴包括自动化、 物联网、信息化、数字化、大数据、机器人及“互联网+制造”等;智能化目的在于解决企业自身在生产制造、产业链及企业管理等方面所遇到的瓶颈和困局。
2.1 智能化案例思考
通过深度自动化控制技术,解决企业钠还原工艺中只能手工中注钠操作,无法保证产品稳定性和一致性,装备产量不足等重大技术难题。将钠还原化学反应放热控制与电阻炉物理加热控制并网联控,创新开发了注钠智能控制系统,一举打破了原有手工方式的技术瓶颈,突破了产品质量稳定性、一致性技术难关,产能扩大4~5 倍。
通过智能化优化流程技术,解决企业制粉生产效率低的难题。采用双向对冲气流粉碎取代单向靶式冲击粉碎系统,缩短提高制粉效率;采用气力输送系统取代人工转运,缩短工艺流程; 改进工艺流程后,产能扩大3 倍。
2.2 智能化原则
把握智能化“增效+提质”基本原则,摸清生产现状及需求,做好可研;必须正视企业所处工业化阶段水平,实事求是;抓住关键痛点开刀,以点带面,逐步推进;切莫搞跨越式工业2.0 及3.0 的智能化。
重视系统规划设计,在新建项目前期须统一信息化规划,提前筹备现场设备层通讯,网络构架等最底层信息化建设。
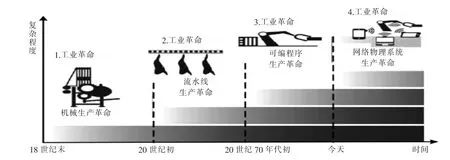
图7 四次工业革命历程示意图
2.3 智能化步骤
智能化道路要结合企业实际循序渐进。第一步要实现生产制造自动化,实现产品质量的一致性和稳定性,是提高质量最直接的方法;第二步要实现流程管理数字化,将产品的生产和管理信息数字化,透明化,分析/归纳/总结数据,实现流程制定的最优化,提高生产、运行和管理的效率;第三步要实现企业信息网络化,加快研发速度。
3 结语
通过智能化技术推广应用,实现质量一致和稳定、 实现生产数字化和远程高效管理,提高生产效率、产品质量、能效管理以及整体自动化水平;达到减人、节能、增效、提质、降耗等目的,智能制造才能成功在企业推广应用。
