预涡旋封严腹板铸件基准建立方法研究
2020-11-24黄强
黄强
(中国航发西安航空发动机有限公司,西安710021)
0 引 言
为了提高航空发动机作战性能及可靠性,减轻发动机的质量、降低制造成本、缩短制造周期,随着复杂整体铸造技术的深入试验研究,铸造技术广泛应用于航空发动机及其关键构件的研制和生产中。预涡旋封严腹板铸件是公司承接某航空发动机产品的科研试制任务,用于焊接蜂窝环组装部件,其特点是铸造基准设计复杂、铸造定位基准制造精度不高。在实际检测中发现,一般利用精加工产生的基准测量形位误差的方法, 很难在预涡旋封严腹板铸件的位置度基准建立及三坐标测量中完成,这主要是因为铸件的铸造基准较差,原始基准的定位精度不高;另一个主要原因, 是因为铸件的设计基准较多,基准之间的误差累计及延伸导致整个基准的建立出现偏差,以下就预涡旋封严腹板铸件的测量基准及其选择方法进行讨论,并对测量基准的误差进行修正。
1 形位公差基准的建立
被测量基准的形位公差,指的是工件上被测对象和定位基准之间的位置分布,即图样规定的测量对象与定位基准之间的位置变动范围。图样规定的位置度,指的是一个对象的中心线或中心平面允许自身位置变动的范围,即它的实际位置允许的变动范围,是限制被测对象的实际位置对理想位置变动量的指标[1]。位置度公差对实际对象位置正确度的评价,依据是设计图上给定的理想位置。评价位置度时, 最重要的就是合理选择被测工件的测量基准,没有测量基准,就无法评价位置度。
以预涡旋封严腹板铸件位置度误差检测为例,孔中心有理想位置和实际位置,理想位置由理论正确尺寸确定,实际位置由实测坐标值确定。实际位置与理想位置有偏差,偏差的2倍就是实测位置度。该铸件的孔位置度公差带是一种以理论位置为中心对称的区域,位置度是限制被测量孔的实际位置对理想位置变动量的指标。它的定位尺寸为理论正确位置。位置度公差在评定被测孔位置的正确性,是依据设计图上给定的理想位置。如图1所示,要测出孔心的实测坐标值,就必须建立测量坐标系。就该铸件来讲,按图样定义建立关联基准需要反复测量,并对数据进行整理,使基准逐渐接近理想位置。用这个方法建立的理想孔心位置为近似值, 所以测量工件的位置度,在建立测量基准时,以及工件的实际基准的采集与模拟,均存在测量误差。
在实际铸造过程中,由于铸造误差的影响,预涡旋封严腹板铸件的原始基准精度较差,为了提高原始基准的定位精度,可采用精密铸造及提高铸造工艺水平,但精密铸造等级提高,铸造成本增加,不利于小批量试验生产。实际加工中,可通过对铸件基准进行补加工,找正铸造原始基准,对图样要求的位置度基准进行精加工。原始基准通过补加工,提高了基准的定位精度,保证了零件精加工时的定位可靠性,减少了因铸造基准位置误差导致的加工精度降低。
2 基准的建立方法
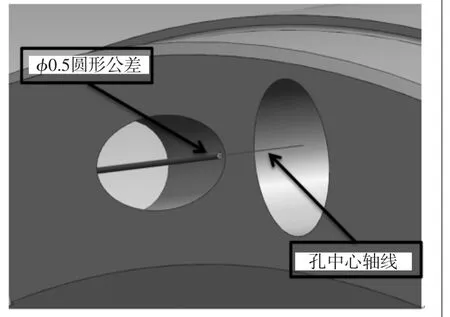
图1 预涡旋封严腹板铸件孔中心示意图
位置度测量中测量基准的建立,需结合工件的装配及使用条件,在满足工程部门的使用条件的前提下,建立满足工件加工及装配要求的基准尺寸。在建立基准时,首先应考虑设计条件、制造方法、三坐标测量基准一致,减少转化测量基准造成测量误差增大,延长检测时间,导致被测工件的测量准确度的降低。选择测量基准时还应注意的是,必须结合现场加工及测量的实际情况,保证检测系统稳定性及简易性。对形状及定位较为复杂的铸件而言,铸件的原始铸造基准自身存在铸造误差,直接在铸造面采点建立基准不能准确反映工件的实际状态。应充分考虑铸造基准的制造工艺带来的铸造误差,在设计测量工装时,选择稳定性高的基准面定位,尽量使用原基准采样,避免转换基准带来的间接误差,测量系统在采点时应尽可能在较大区域采点,保证采点后系统模拟的准确性。在实际生产中设计、工艺、检测三基准的选择应尽量统一。同时,使用功能的差异、设计条件的不同、采点环境的不同,以及不同测量仪的测量精度的差异都会影响基准的误差[1]。
2.1 预涡旋封严腹板铸件简介
如图2所示,预涡旋封严腹板铸件最大外径为φ411 mm,内孔直径为φ338 mm,厚度为25.5 mm,材料为MSRR7040镍基高温合金,工件毛坯为整体铸造,预涡旋封严腹板铸件端面上贯穿端面有18个流道孔,如图3所示,铸造流道孔孔径为φ6.90±0.10 mm,流道孔与铸造基准A夹角为20°并沿圆周方向均布排列,流道孔相对基准A、基准B、基准C的位置度为φ0.50。

图2 预涡旋封严腹板铸件示意图
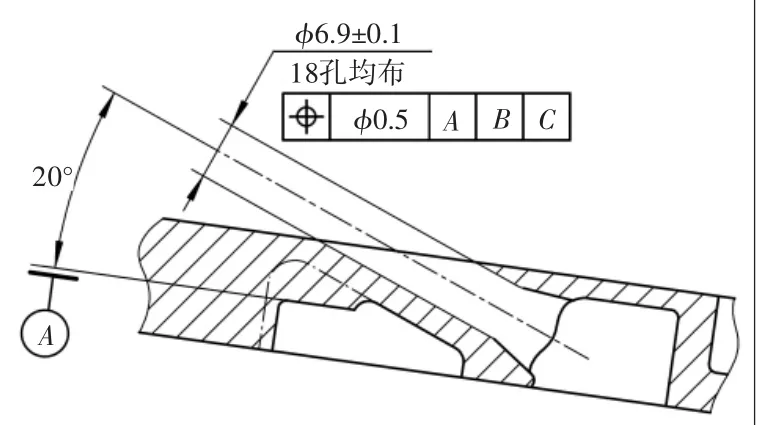
图3 预涡旋封严腹板铸件流道孔示意图
2.2 难点分析
基准A、基准B、基准C的定义如图4所示。基准A、基准B均为铸造基准,基准C是由铸造面间接确立的理论基准。其中,基准A为复合基准,在直径φ388 mm的节圆上,分别由铸件上的3处铸造基准确定理论点A1、A2、A3,以理论点A1、A2、A3为中心、直径φ5 mm以内采点均可作为有效基准点;基准B为铸造内孔复合基准,在铸造内孔上分别建立理论接触线B1、B2、B3,为避开根部圆角转接区域,接触线B1、B2、B3距离建立的基准A为2.50 mm;在直径φ10 mm的理论圆上,确定与铸造面相切的接触线C1,C1向中心位置偏移9.2 mm确定基准C。
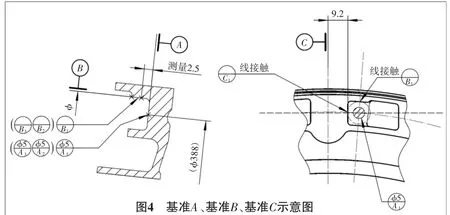
图4 基准A、基准B、基准C示意图
2.2.1 铸造基准不平整,基准建立误差较大
铸造基准的特点是结构设计复杂、铸造定位基准制造精度不高。由于铸造工艺的限制,预涡旋封严腹板铸件表面的铸造基准精度不高。通过三坐标多次建立基准,铸造基准的有效区域内,基准A在3处基准的平面度误差在0.22~0.30 mm左右,基准B在铸件内孔建立的基准圆度在0.2 mm左右。铸件位置度存在多个测量基准,基准之间同时存在采样误差,使得整个基准的建立及测量偏离图样设计目的[2]。
2.2.2 直接用原始铸造面建立基准难度大
考虑到基准建立的准确性,一般基准的建立均使用原始基准,尤其是检测对铸造基准不做任何补加工的工件时,转换基准会导致更大的检测误差,但本文研究的预涡旋封严腹板铸件,其铸造基准与被测流道孔分别位于工件大端和小端,将零件水平放置,三坐标测针采集完流道孔的内孔后,铸造基准在流道孔的下端,无法直接采点建立基准A、基准B和基准C。将零件翻面后,使用三坐标测针可直接使用原始铸造基准建立基准A、基准B和基准C,无法深入到流道孔中,直接使用原铸造基准检测流道孔位置度,基准建立难度较大。
2.2.3 基准建立的顺序不同,表达的结果不同
在位置度公差的基准体系中,建立基准的先后顺序对实际控制结果影响很大。本文讨论的铸件基准体系是由3个单独的基准A、基准B、基准C构成的基准组合,在建立基准时,应充分理解图样设计意图,按照一定的先后顺序确定基准体系,提高基准建立的正确性,使建立的基准位置固定、唯一。按位置度公差的要求,本文研究的预涡旋封严腹板铸件应先建立复合基准A:在图样要求的节圆上,确定理论点A1、A2、A3,并以这些理论点为中心,图样规定的直径范围内采点均可作为有效基准点。再建立复合基准B,在铸造内孔上分别建立理论接触线B1、B2、B3,接触线必须有效避开基准A的铸造转接区域,最后确定与铸造面相切的接触线C1,C1向中心位置偏移固定距离确定基准C。
2.3 预涡旋封严腹板铸件基准建立
2.3.1 建立C基准
如图5所示,用φ10测量圆与预涡旋封严腹板铸件端面槽凹腔的边沿相切,测量圆的圆心在φ388的节圆上,φ10测量圆与铸件的边沿相切形成接触线C1,接触线C1向左平移距离9.20形成基准C。确定接触线C1时,应注意接触线距离基准A的距离控制在2.5 mm以上,避免接触线C1与铸件的边沿的过渡R干涉,从而导致建立基准C时产生误差,基准C的建立模型如图6所示。
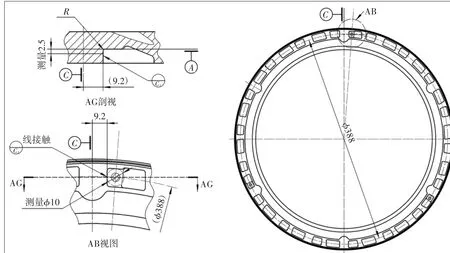
图5 基准C示意图
2.3.2 建立A基准
确定基准C 之后,将基准C确定的通过中心的基准线绕铸件中心顺时针旋转4.198°形成轴线L1,如图7所示,轴线L1与φ388的节圆相交,以该交点为圆心,直径φ5.0接触圆内确定A1。
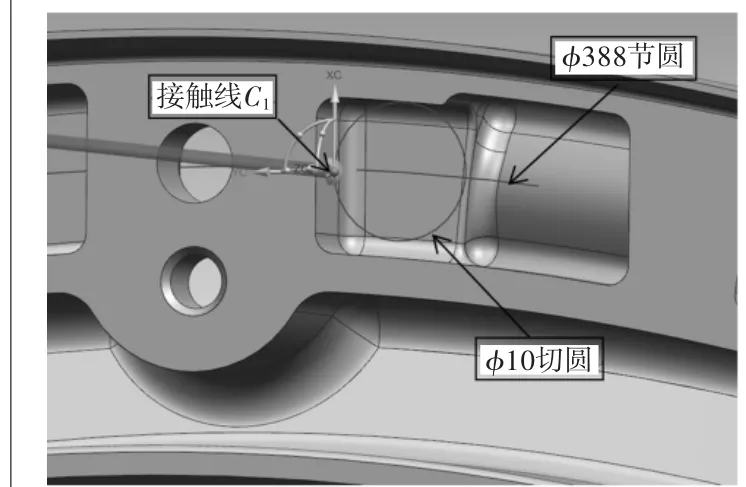
图6 基准C建立模型

图7 基准A1、B1示意图
轴线L1绕铸件中心顺时针旋转120°形成轴线L2,轴线L2与φ388的节圆相交,以该交点为圆心,直径φ5.0接触圆内确定A2,如图8所示。轴线L2绕铸件中心顺时针旋转120°形成轴线L3,轴线L3与φ388的节圆相交,以该交点为圆心,直径φ5.0接触圆内确定A3。
根据基准A的设计要求,在图9所示Ⅰ处所示平面上,A1应在φ5的接触圆内确定,即在接触圆内任何一点都可以认为是A1,采样测头端面以球辅助定位,测量基准与设计基准统一,用球测头与平面的切点确定点A1,用同样的方法可确定点A2及点A3。点A1、A2、A3的确定与铸件的铸造平面状态密切相关,铸造平面的精度直接影响点A1、A2、A3的位置精度,进而影响基准A的建立精度。
2.3.3 建立B基准
确定基准C之后,将基准C确定的通过中心的基准线绕铸件中心顺时针旋转4.198°形成轴线L1,如图7所示,直径φ10的测量圆的圆心在轴线L1上并与铸件内孔R199相切形成接触线B1。
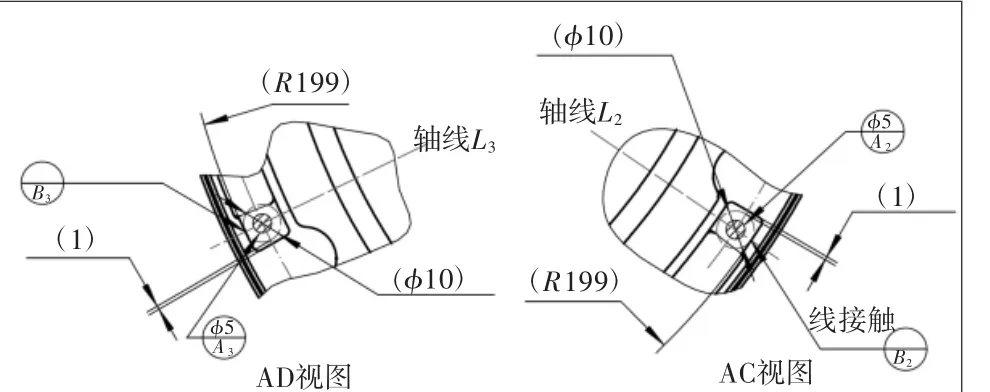
图8 基准A2、B2、基准A3、B3示意图
轴线L1绕铸件中心顺时针旋转120°形成轴线L2,直径φ10的测量圆的圆心在轴线L2上并与铸件内孔R199相切形成接触线B2。轴线L2绕铸件中心顺时针旋转120°形成轴线L3,直径φ10的测量圆的圆心在轴线L3上并与铸件内孔R199相切形成接触线B3,如图8所示。如图10所示,确定接触线B1时,应注意接触线距离基准A的距离控制在2.5 mm以上,避免接触线B1与铸件的边沿的过渡R干涉,B2、B3的建立与B1相同。点B1、B2、B3的确定与铸件的内孔铸造状态密切相关,铸造内孔的精度直接影响点B1、B2、B的位置精度,进而影响基准B的建立精度。
2.3.4 建立孔的中心线
于基准C右侧距离40 mm确定理论线M1,于基准B上方距离188.71 mm确定理论线M2。如图11所示,理论线M1和理论线M2相交确定点BA,以点BA为旋转中心,将理论线M2顺时针旋转8°即为孔的中心线,中心线与基准B的法向距离为193 mm,孔的中心线与基准A的夹角为20°。

图9 基准A建立模型
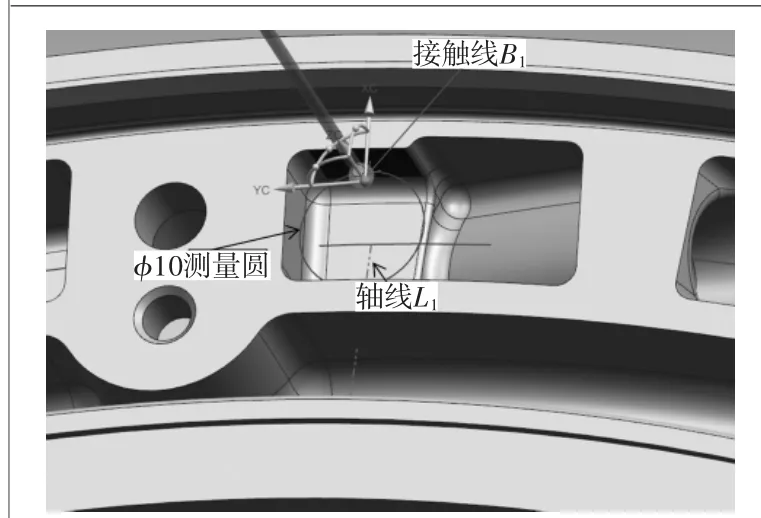
图10 基准B建立模型
3 基准的误差修正

图11 孔中心线示意图
建立基准的目的是要把产品的基准坐标系完整地构建起来,通过基准对多个自由度的约束,使理论正确尺寸按确定的几何关系联系在一起作为整体[3]。构建预涡旋封严腹板铸件基准时,根据基准体系及确定被测要素的理论正确位置的3个理论正确尺寸的方向建立坐标系,并与其中2个基准成特定角度,建立基准时主要存在的误差及修正方法如下:
由于铸造误差的存在,铸件表面不是非常平整,如图12所示。建立基准A时,在φ5.00的接触圆内,每3个测量点构建的平面均不重合,基准构建存在随机误差F基准,确定允许的基准构建误差因子α为0.1[4]。即:

在φ5的接触圆内,建立点A11、点A12、点A13,评价A11、A12、A13在基准面上的高度误差,若高度误差不大于0.05,则取A11、A12、A13中任一点作为接触点A1;若高度误差大于0.05,则继续建立A14、A15、A16…,直至建立的任意3个点高度误差不大于0.05,则取这3 个点中的任一点作为接触点A1。用同样的方法建立接触点A2、A3,由已确定的接触点A1、A2、A3建立基准A。
在φ10切圆与铸件内孔形成的接触线上,建立点B11、点B12、点B13,评价B11、B12、B13在接触线上的切圆直径误差,若切圆直径误差不大于0.05,则取B11、B12、B13中任一点作为接触点B1;若切圆直径误差大于0.05,则继续建立B14、B15、B16…,直至建立的任意3个点切圆直径误差不大于0.05,则取这3个点中任一点作为接触点B1。用同样的方法建立接触点B2、B3,由已确定的接触线上的接触点B1、B2、B3建立基准B。
在φ10切圆与铸件边沿的接触线上,建立点C11、点C12、点C13,评价C11、C12、C13在接触线上的切圆直径误差,若切圆直径误差不大于0.05,则取C11、C12、C13中任一点作为接触点C1;若切圆直径误差大于0.05,则继续建立C14、C15、C16…,直至建立的任意3个点切圆直径误差不大于0.05,则取这3个点中任一点作为接触点C1,接触线C1向左平移距离9.2 mm形成基准C。
4 结 论
本文通过对预涡旋封严腹板铸件铸造基准的建立进行研究,对铸造基准的概念进行了简明阐述,分析了3个关联基准间的设计要求,提出铸件基准的建立方法:在建立基准时,应考虑设计、工艺、检测基准的统一;充分理解图样设计意图,按照一定的先后顺序确定基准体系,使建立的基准位置固定、唯一;选择与设计目的最接近的位置度测量工艺、测量系统在采点时应尽可能在较大区域采点,保证采点后系统模拟的准确性,并通过误差修正使建立的基准更加准确,以达到预涡旋封严腹板铸件基准建立的目的。
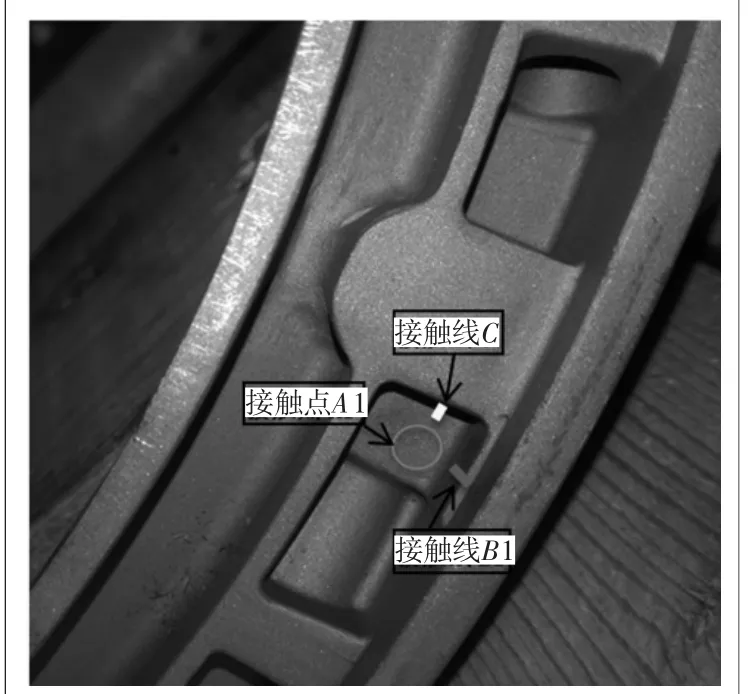
图12 铸件表面图
