棒材在线自动计数系统在260机组的应用
2020-11-20李振峰
李振峰
摘要:文章以河南安钢260机组建厂为例,对棒材在线自动计数系统在260机组的应用进行阐述,以期对今后相关研究提供参考。
关键词:棒材在线自动计数系统;260机组;应用
一、概述
河南安钢260机组建厂是引进意大利和国内配套设计的一条半连轧生产线,于1985年11月27日正式投产。原设计能力年轧材20万吨,2000年電气改造为数控系统,年产达到98万吨,2017年2月改造为由中冶京城全连轧生产线,设计能力年轧材100万吨,投产以来轧材120万吨。由于产量的提升,精整区的定尺钢材计数分钢成为制约生产的瓶颈。原计数分钢是工人进行手动操作点数,这样负责点数的工人劳动强度大,支数误差较多,延误生产,人工点数已满足不了生产,新增设一套棒材在线自动计数分钢系统。
该系统是采用国际先进的机器视觉技术检测棒材端面,通过图像信息处理对棒材进行识别、跟踪、计数;在分钢模式下进行自动分钢动作、在只计数模式下指导现场操作工人准确分钢的新型棒材计量装置。棒材在线自动计数分钢系统由棒材在线自动计数系统和棒材在线分钢系统组成。
二、自动计数系统技术原理
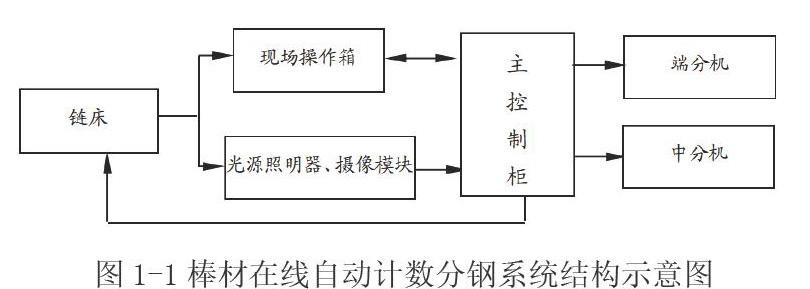
系统结构示意图如图1-1所示。它由电气主控制柜、现场操作箱、特殊光源照明器、摄像模块、端分机、中分机等几大部分构成并完成视频图像采集、视频图像信息处理、目标跟踪、计数、分钢等主要功能。
系统采用以视觉信号图像处理器作为图像信息处理核心的图形处理器和机器视觉技术对运动棒材的状态进行动态监测,实现棒材在线计数及分钢动作。视频图像处理与目标跟踪是系统的核心的部分,负责实时处理现场的视频图像信息。其中棒材运动跟踪检测、背景分离、目标位置测定、目标跟踪与容错计数、分钢线标定等工作由计算机软件系统完成。
电气主控制柜中装有摄像模块和图形处理器,负责三路视频图像采集、处理、计数及分钢线标定并通过现场LCD显示器显示计数值及分钢位置。另外现场控制柜中有调验LCD显示器,由电缆与图形处理器相连,显示内容与现场LCD显示器中的显示一致,供调试和监视用,工人可以根据现场计算机屏幕的计数值和分钢线进行分钢。
三、自动计数系统工作过程
系统工作过程如下:通过摄像模块获取传送链床上的棒材端面视频运动图像,视觉检测和视觉分析处理算法对棒材进行对位、识别、跟踪、计数,当额定支数计数满时,控制启停电路使传送链床停止,并显示分钢线,在分钢模式下进行自动分钢动作、在只计数模式下指导现场操作工人手动分钢。具体分为如下几步:
第一步:摄像模块从棒材端部持续获取棒材数字图像,并截取有效部分,在图形处理器中经过机器视觉技术处理,得到各棒材中心位置。自学习程序动态跟踪棒材中心位置并计数。
第二步:计数过程中实时显示计数值。随着棒材移动通过监视窗口,计数值不断增加。当计数值差10支(可修改)到达额定值时,发出分钢预报信号(黄灯亮),提示工人即将分钢;当计数值到达每捆棒材的额定数值时,发出“计数满”信号(红灯亮),启停电路控制链床停止。
第三步:检测到链床停止后,用(黄点)和(红点)分别标示出视窗中属于前捆和后捆棒材(其中黄点为前捆棒材,红点为后捆棒材)。图形处理器通过计算得到分钢位置并用黄线标出分钢线,在自动分钢模式下进行自动端分及中分动作、在只计数模式下分钢工人可以根据棒材堆砌的状态手动进行分钢。
第四步:启动状态:启动软件系统后,系统开始初始化,自动调入有关参数。此工作完成后直接进入设置状态。
第五步:设置状态:设置状态下,系统现场显示屏仅显示监视画面。
①可观察各项设置是否正常。如LED光源照明器开启与否、摄像监视窗口位置、视频信号是否清晰、棒材信息是否选择正确。
②设置状态下,可以通过主控制柜鼠标选择当前棒材型号(规格、每捆支数,报警支数)及分钢模式,调节亮度值。
③按下现场操作箱上的启动按钮后,进入自动计数状态。
④界面中的计数值显示窗口显示上前一次的计数值,若工人按下“停止”按钮结束计数状态,则该值为零。
第六步:计数状态:
在自动计数状态下,自动检测移过监视窗口的所有棒材,并进行计数。
①在现场显示屏上的监视窗口中,已计数的棒材上标注有红点,检测到但尚未计数的棒材上中心有一个小黑点。
②显示屏上即时显示出已计数棒材的数值。
③当计数值达到每捆额定数值后,用黄色分钢线指示分钢位置。
④控制链床停止后,在只计数模式下工人根据分钢线手动进行分钢,完全分钢状态下进入分钢状态。
自动计数状态下可以做如下操作:
①在链床停止时,或者监视窗口内无棒材时,通过现场柜+1和+10/-1按钮可以增减已计数棒材数值,以用来修正抽钢、干扰或人为因素等造成的数值差异。
②按停止按钮进入手动计数状态。
③当计数满,在只计数模式下人工手动分钢,手动分钢完成后,按“启动”键进入下一捆棒材的计数。
④若计数还未到一捆棒材的额定值时,可以通过按“清零/+100”键将计数值清零;若已经到达额定值,按“清零/+100”键则无效。
第七步:分钢状态。
在自动分钢模式下,当计数值到达、链床停止后显示屏上出现黄色分钢线,上位机控制伺服电机移动到分钢位置并升起端分机将棒材端部顶开进行端分动作。
只端分状态下在端分完成后分钢状态完成,自动进入计数状态,重新启动计数;完全分钢状态下中分机自动升起将棒材依次分开一定距离。当设定的最后一个中分机下降到位后分钢状态完成,自动进入计数状态,重新启动计数。
四、结束语
总而言之,自动计数系统工作涉及到的环节较多,相关工作人员需要注重每一个环节的操作,做好每一项工作,确保计数系统的运行。
参考文献:
[1]黄海龙,张亮.棒材在线自动计数系统的设计与实现[J].机械设计与制造,2015(06):176-179.
[2]雷慧杰,张艳伟.棒材在线计数分钢系统常见故障分析与处理[J].自动化应用,2015(02):12+26.
