航空燃油齿轮泵主从动齿轮的修理技术研究
2020-11-16杨引锋范海波岳剑龙
杨引锋 范海波 岳剑龙
摘 要:齿轮泵具有外形尺寸小、重量轻、自吸性能好、结构简单、工艺性好、工作可靠、耐冲击等优点,因此得到了广泛应用。该文对齿轮泵工作过程中主从动齿轮磨损工况进行分析,对主从动齿轮修理的工艺方法及解决方案进行归纳和总结,形成详尽的修理工艺技术,为同类齿轮泵中主从动齿轮的修理提供技术参考。
关键词:主从动齿轮;修理;抛光;激光熔覆
中图分类号: TH325 文献标志码:A
0 引言
齿轮泵具有外形尺寸小、重量轻、自吸性能好、结构简单、工艺性好、工作可靠以及耐冲击等优点,因此得到了广泛的应用。相反的,其最大的缺点是运动副零件易磨损,使用寿命短。
主从动齿轮是燃油齿轮泵的核心组成零件,发动机在工作过程中,经传动机匣及传动轴带动主动齿轮旋转[1]。主从动齿轮在啮合过程中,受制造以及安装误差、循环交变应力等因素共同作用,可能导致齿面材料发生疲劳,产生齿面磨损、点蚀、气蚀和剥落等故障,降低了齿轮的使用寿命,导致齿轮断齿、传动失效甚至发动机故障。为了消除故障隐患,在修理中一般应该严格控制齿轮的故障检查标准,大部分齿轮被判定为报废,更换新件,这样就浪费了齿轮的附加值,造成了修理成本增加。因此,对航空发动机燃油齿轮泵齿轮修理技术的研究,是十分重要的。
1 主从动齿轮的失效形式
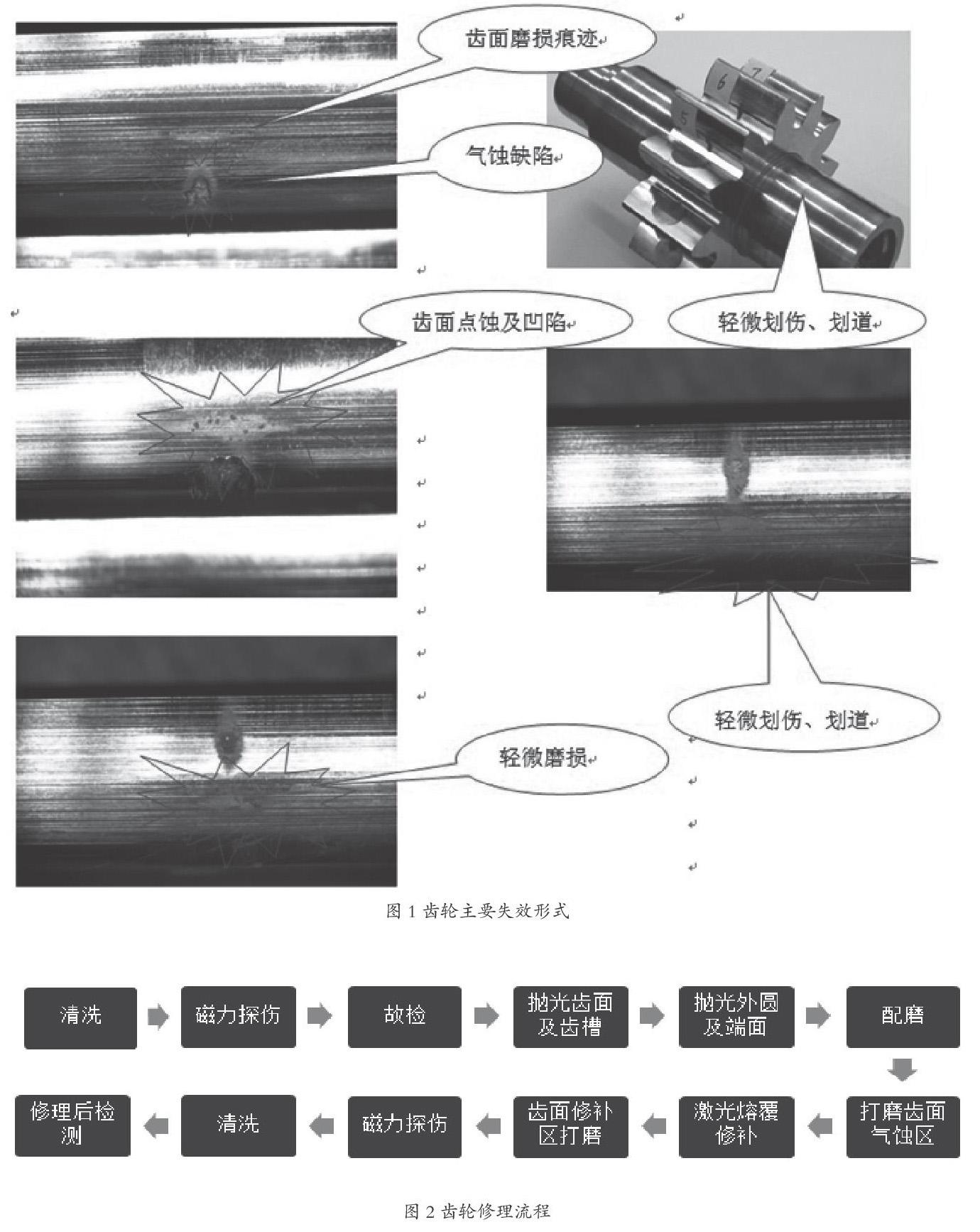
从燃油齿轮泵的工作原理分析,主从动齿轮的主要失效形式有齿面磨损、点蚀、气蚀和剥落等,下面对主要的失效形式进行分析,图1为几种失效形式的实物照片。
1.1.1 齿面磨损
齿面磨损是指相互啮合的齿轮在工作过程中,轮齿表面金属因摩擦不断发生损耗或产生残余塑变,使齿面接触表面发生损伤导致齿轮齿廓和齿面尺寸发生改变的现象[2]。齿轮磨损的主要原因是燃油供应不足或者燃油不清洁,在齿轮的工作面之间夹入金属微粒、金属氧化物或其他磨料等,导致齿廓改变,侧隙加大。
1.1.2 齿面点蚀和剥落
点蚀是指齿轮啮合过程中,齿轮局部出现接触疲劳,使齿面接触应力超过了轮齿表面材料耐久极限,在轮齿工作表面或亚表层产生疲劳裂纹,随着工作时间延长,轮齿表面金属小块脱落,形成麻点剥落,齿面上的小坑即为点蚀坑。同时,裂纹中的燃油在齿轮的挤压下,油压增高,加速了裂纹的扩展,促进了齿面点蚀。
齿面剥落是指齿轮在高速重载作用下,由于材料本身存在缺陷或者热处理造成的过大内应力,使轮齿表层或次表层在接触应力作用下,材料以相当大的颗粒成片从齿面剥离,形成疲劳剥落损伤。
1.1.3 齿面气蚀
在主从动齿轮啮合过程中,前一对轮齿尚未脱开啮合前,后一对轮齿又进入啮合,在这段时间内,同时啮合的就有2对轮齿。这时在2对轮齿之间形成了和吸压油腔均不相通的闭死容积,而齿轮继续旋转时,闭死容积的大小会发生变化,这种现象称为困油现象。由于液体的可压缩性很小,当困油容积由大变小时,被封闭的液体受挤压,压力急剧升高,远远超过泵的输出压力(被封闭的液体也从一切可泄露的缝隙中强行挤出),使油液发热、引起振动和噪声,降低了泵的工作平稳性和寿命。当困油容积由小变大时,形成真空,产生气泡,带来气蚀、振动和噪声等危害。齿面气蚀就是在困油容积由小变大时产生的,由油液的强力冲击,将齿轮齿面的金属材料冲蚀,造成齿面气蚀凹陷[3]。
2 修理关键技术分析
2.1 主要技术指标
根据燃油泵主从动齿輪的功能、性能特点及工作环境等,将主从动齿轮修理中的技术指标分为2项。1)判断是否可修理指标(简称修理前指标)。2)修理后是否合格的指标(简称修理后指标)。
修理前主要指标有4个。1)齿面粗糙度。2)齿面上气蚀深度及面积。3)齿面点蚀及剥落的深度及剥落。4)齿宽及轴径的尺寸及磨损情况。
修理后主要指标有3个。1)齿面的粗糙度。2)齿形的精度。3)齿宽及轴径的尺寸。
2.2 主要工艺流程
主从动齿轮修理的主要工艺流程如图2所示。
2.2.1 清洗
将主从动齿轮放入航空用清洗剂中,用毛刷刷洗干净。
2.2.2 磁力探伤
将清洗的齿轮进行磁粉探伤检查,保证修理的齿轮无裂纹。
2.2.3 故检
根据修理技术指标进行检查,包括外观检查和尺寸检查。其中,针对主从动齿轮齿面气蚀的故障缺陷,我们建立了标准样件,如图3所示, 在故检时进行比对判断是否可修理。
2.2.4 抛光齿面及齿槽
用抛光轮或抛光膏抛光去除齿面上的轻微划痕、擦伤、压伤、材料凸起及凹痕,用抛光轮及油石打磨去除齿槽的材料冲蚀痕迹。
2.2.5 抛修外圆及端面
对于齿轮两轴径外圆及端面有轻微擦伤、划道和划痕等缺陷的零件在研磨车头上抛光,去除缺陷,保证粗糙度及尺寸要求,对于抛光无法去除缺陷的情况将零件进行配磨,在精密数控外圆磨床S21CNC上进行磨削加工,保证粗糙度及尺寸要求。
2.2.6 配磨
配磨主从动齿轮的两端面及外圆轴径,修复缺陷,保证齿宽尺寸及轴径尺寸。1)齿轮两端面均匀去余量。2)齿轮两端面对轴径的跳动不大于0.005 mm。3)齿轮两端面平面度0.005 mm,只允许内凹。4)成套的主动齿轮与从动齿轮的齿宽尺寸差值不大于0.005 mm,注意的是,测量齿宽尺寸时在齿顶圆附近测量,用任何一齿轮的齿宽尺寸最大值减去另一个齿轮齿宽的最小值,保证齿宽差不大于0.005 mm。
2.2.7 打磨齿面气蚀区
打磨齿面气蚀区包括5点。1)用牙钻以气蚀最深处为中心进行扩大打磨,打磨直径在φ2 mm~φ3 mm,打磨深度为0.4 mm~1.2 mm,打磨后的齿轮如图4所示。2)对于缺陷深度大于2.6 mm的不再进行打磨。3)打磨完成后去除打磨处毛刺,保证打磨处与周边圆滑过渡。4)对气蚀区的打磨必须彻底,为激光熔覆修补做好基础工作。5)打磨过程中防止碰伤齿轮其余表面。
2.2.8 激光熔覆修补
对主从动齿轮表面的气蚀缺陷激光熔覆修补,这是气蚀缺陷修理的关键工艺技术。
2.2.8.1 激光熔覆修补技术的工艺特点
激光熔覆修补技术的工艺特点有6个。1)冷却速度快,高达106 K/s,容易得到细晶组织或产生平衡态所无法得到的新相,例如非稳相、非晶态等。2)激光束能量密度较高,作用时间较短,可以将基材热影响区大小及热变形降低到最小程度。3)激光熔覆层组织致密,微观缺陷少,结合强度高。4)激光熔覆层的位置和尺寸可以精确控制。5)激光熔覆低噪省,对环境无污染,无辐射。6)激光熔覆层稀释率低, 一般小于5%,与基体呈牢固的冶金结合或界面扩散结合。
2.2.8.2 激光熔覆修补检查项目
激光熔覆修补填充材料为GH3625,修补完的零件需要进行金相检查,主要检测修复层与基体冶金结合情况,还需要进行洛氏硬度检查,主要沿激光修补区域与基体相接处进行硬度检查。
激光熔覆修补后应对齿轮进行着色探伤检查,要求激光修复区外不允许有激光辐照损伤和溅射物粘接,激光修复区不允许有咬边、漏补、夹渣、气孔、疏松以及凹坑等缺陷,激光修复区表面应平整光滑。
激光熔覆修补后应进行去应力处理,保证齿轮尺寸的稳定性。
2.2.9 激光熔覆区打磨
对齿轮齿面激光熔覆修补部位进行打磨抛光,修复区应与齿面其他部位光滑过渡,修复部位沿渐开线型面只允许内凹不大于0.005 mm。
2.2.10 磁力探伤
主从动齿轮气蚀部位经过激光熔覆修补粗打磨后进行无损探伤,修复部位不允许有线性显示(即不允许有微裂纹存在)。
2.2.11 清洗
清洗步骤如下。1)浸泡,将主从动齿轮放入电加热槽内,加热至t=50 ℃~60 ℃的煤油中保持30 min。2)超声波清洗,热浸泡后的齿轮在5 min内放入超声波清洗机内进行超声波清洗。
2.2.12 修理后检查
航空产品对性能的要求极高,主从动齿轮的设计要求更严格,一般是以恢复设计尺寸和几何外形为最终目的,修理标准与制造标准几乎相同,所以在修理后对齿轮需要进行最终检查,按照修理后指标执行。
3 修理存在的主要问题
3.1 修复成功率低
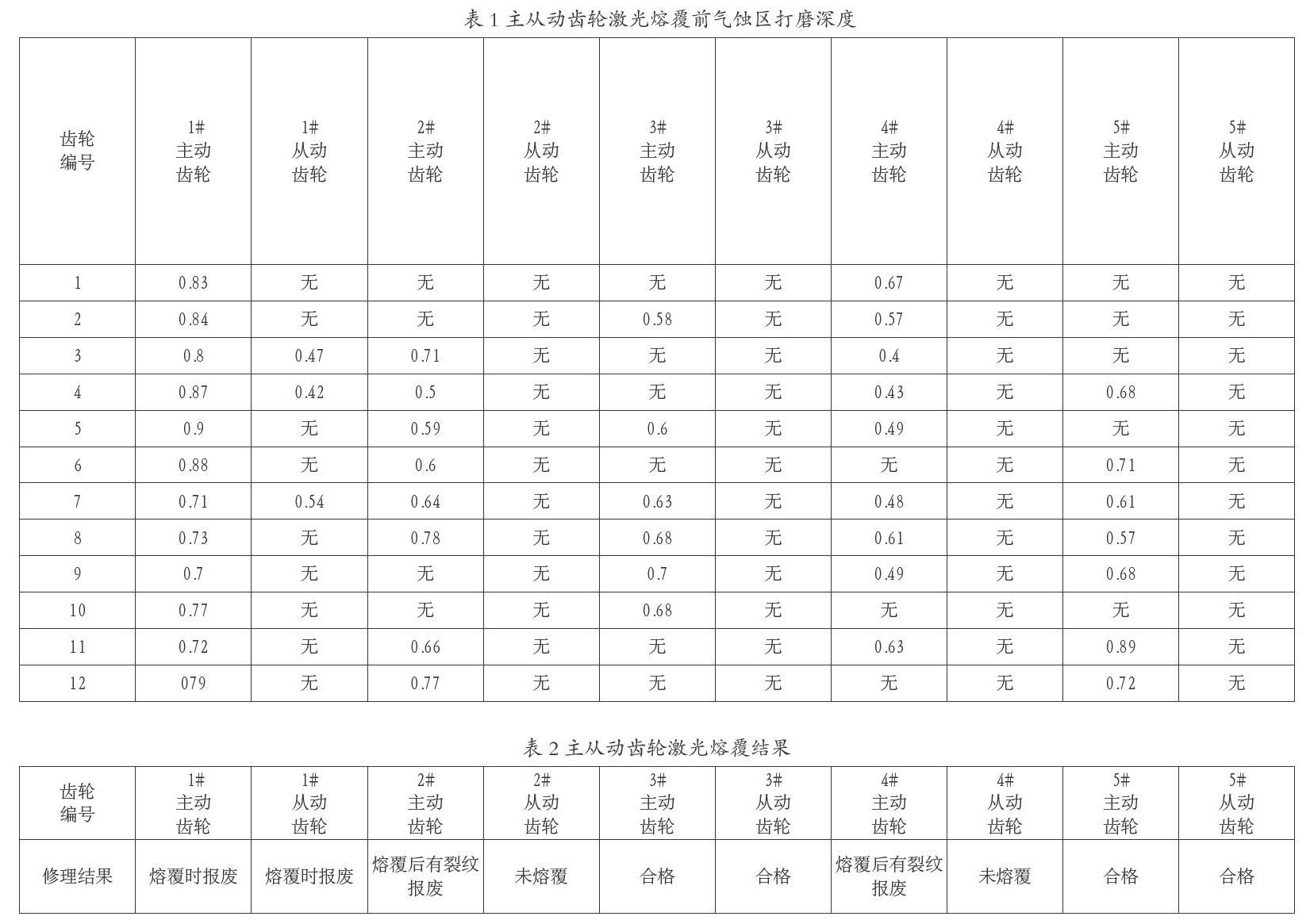
由于主从动齿轮齿面出现的齿面磨损、点蚀、气蚀、剥落和胶合等故障,小批量零件修理手段单一,以手工作业为主。操作者的技能水平是零件修复成功率的主要影响因素,易造成零件的报废和返修。主从动齿轮的修理合格率低,主要受激光熔覆技术的影响,从一组数据中可以明显看出,见表1和表2。针对这一问题,工艺安排过程中要尽量减少手工作业,探索更加规范的修理方法。
3.2 评价方法欠缺
一般情况下,修理是以恢复设计几何外形和尺寸为最终目的,并利用无损探伤对修复部位进行缺陷检测,但是对修复部位的接触疲劳寿命、残余应力等性能缺乏系统的评价方法。寿命评估是修理后质量控制与评价方法的一个难点,目前是将修理好的齿轮装泵进行一个寿命周期来评价。
4 修理的经济性
燃油齿轮泵齿轮副设计的精度高,齿轮精度一般达到五级或高于五级;为了达到设计要求,工艺流程复杂,加工周期长。某型燃油泵使用的主动齿轮的加工周期在3个月左右,这对制造的生产组织是个很大的考验。为了满足用户的使用需求,将使用到寿命的泵分解大修,将大修后性能合格的泵进行继续服役。这样,实现了发动机正常维护修理。因此,对燃油齿轮泵主从动齿轮的修理技术进行研究,挖掘齿轮制造成本中的附加值,减少换件修理,降低维修成本,延长齿轮的服役寿命,提高资源利用效率,保障飞行安全,具有显著的经济和社会效益。
5 结语
主从动齿轮是燃油齿轮泵的重要组成部分,其修理技术是燃油齿轮泵修理的关键,在整个修理流程中,除了无损检测、配磨使用设备外,其余修理过程主要以人工修理为主,再加上修理后指标几乎和制造指标相同,修理技术难度大,对工人的技能水平要求极高。
该文主要对主从动齿轮的修理技术进行了研究与总结,为后续修理技术的改进提供技术支持,为进一步实现人工修理与机械修理一体化做好准备。
参考文献
[1]李召华,韩梅,郎娟芳,等.齿轮失效形式分析[J].機电产品开发与创新,2011,24(2):97-98.
[2]韩振南.齿轮传动系统的故障振动方法的研究[D].山西:太原理工大学,2003.
[3]何存兴.液压元件[M].北京:机械工业出版社,1982.
