聚合物对3D打印建筑砂浆流变性能的影响
2020-11-12刘巧玲杨钱荣
刘巧玲, 杨钱荣
(同济大学 材料科学与工程学院, 上海 201804)
目前,3D打印建造技术正在各国兴起.其基本原理是以数字模型文件为基础,运用适合于房屋建筑的材料,通过动力控制系统将材料运输到打印头,然后采用逐层堆叠的方式来构造建筑构件[1].相比于传统建筑施工,3D打印建造技术的特点是:连续泵送、挤出堆积成型、不断料.由于其成型方式异于传统建筑,对3D打印建筑砂浆的性能有特殊要求.3D打印建筑砂浆作为一种需要借助于动力装置通过管道输送来分层打印且依靠自身材料性质来支撑的建筑材料,不仅要求在管道中能连续泵送,而且需要保证打印过程中不变形、不下沉,具有一定的支撑力,其流动度和分层度必须相匹配[2].流动度取决于3D打印建筑砂浆的屈服应力,屈服应力越大,其流动性越差,越有利于打印时砂浆保持较小的变形,但屈服应力过大,不仅会增大动力装置的阻力,且容易造成管道堵塞;分层度取决于3D打印建筑砂浆的塑性黏度,塑性黏度越大,砂粒下沉趋势越弱,分层度越小,均质性越好,不容易堵塞管道,但塑性黏度过大会不适合管道输送.浆体的触变性指的是浆体在机械剪切力作用下,从凝胶状体系变为流动性较大的溶胶状体系,静置一段时间后又恢复原凝胶状态的性质.触变性对3D打印建筑砂浆的挤出性能和层间堆积性能影响较大,并不是触变性越大越有利于3D打印,而是存在1个合理的范围[3].杨钱荣等[4-6]建立了3D打印建筑砂浆挤出性能和塑性变形的测试方法,并研究了聚合物对建筑密封砂浆性能的影响,结果表明:乳胶粉、纤维素醚、淀粉醚等聚合物,对3D打印建筑砂浆的挤出性能、塑性变形性能及黏结性能有显著影响,但挤出性能、塑性变形性能尚不能全面反映3D打印建筑砂浆的工作性能和可建造性.屈服应力和塑性黏度是材料内部结构阻碍其自身变形的反映,这2个参数将建筑砂浆的外部行为和内部结构紧密联系在一起,能更好地描述建筑砂浆的工作性能和可建造性.但目前对于3D打印建筑砂浆流变性能及其影响因素的研究还很少.本文开展了聚合物对3D打印建筑砂浆流变性能的研究,以期为3D打印建筑砂浆的制备和性能评价提供技术支撑.
1 试验
1.1 原材料
水泥(C)采用P.Ⅱ52.5级硅酸盐水泥;硅灰(SF),平均粒径为0.15~0.20μm,比表面积为15000~20000m2/kg;矿粉(BFS)采用S105矿粉;减水剂(SP)为聚羧酸高效减水剂;缓凝剂采用柠檬酸钠;乳胶粉(FX)为醋酸乙烯酯/乙烯共聚可再分散乳胶粉;保塑剂(HMC)为自制,由纤维素醚、木质纤维等组分复合加工而成;塑化剂(KHC)为自制,由淀粉醚、触变润滑剂等组分复合加工而成;集料采用粒径0.150~0.212mm的石英砂(S).
1.2 试验方法
3D打印建筑砂浆的新拌浆体可以近似看作宾汉姆流体,可以用流变学中的宾汉姆模型来讨论,其流变学方程如下:
τ=τ0+ηγ
(1)
式中:τ为浆体流变时所受剪切应力;τ0为浆体的屈服应力;η为浆体的塑性黏度;γ为浆体的剪切速率.
试验采用RVDV-2型旋转黏度计测量各剪切速率下浆体的流变参数值(表观黏度、剪切应力),作出流变曲线.在300s内使剪切速率从6.751s-1增加到40.460s-1,测试砂浆表观黏度随剪切速率的变化;在180s内使剪切速率从6.751s-1增加到40.460s-1,然后在相同时间内从40.460s-1降至6.751s-1,测试砂浆剪切应力随剪切速率的变化.
浆体的触变性采用滞后环法表征.即用RVDV-2型旋转黏度计从最低速档开始,逐步提高转速,使之达到最大值,然后逐步降低转速至最小值,同时记录各转速下的剪切应力值,以剪切速率γ对剪切应力τ作图.一般γ增大和减小时2条曲线不重合,而是出现月牙形滞后环,用曲线所围的面积表示砂浆的触变性,面积越大则砂浆触变性越强[7].
1.3 试验方案
3D打印建筑砂浆的配合比参照文献[8],并在此基础上加以调整以研究聚合物单掺、复掺及其掺量(1)文中涉及的掺量、比值等均为质量分数或质量比.对3D打印建筑砂浆流变性能的影响.3D打印建筑砂浆初始配合比如表1所示,外加剂掺量以胶凝材料体系的总质量计,水胶比为0.4,骨胶比为1.5.
2 结果与讨论
2.1 聚合物对3D打印建筑砂浆表观黏度的影响
图1、2为不掺聚合物砂浆(L0),单掺聚合物HMC、KHC、FX的砂浆(L2、L3、L4)及复掺聚合物对3D打印建筑砂浆(P1、P2、P3、J5)的表观黏度与剪切速率的关系曲线.由图1、2可见:3D打印建筑砂浆的整体表现为剪切变稀,且随着剪切速率的增加,砂浆的表观黏度趋于稳定;总体来看,砂浆均为时变性非牛顿流体[9].

图1 聚合物单掺时3D打印建筑砂浆表观黏度与剪切 速率的关系Fig.1 Relationship between apparent viscosity and shear rate of 3D printing building mortars with single polymer

图2 聚合物复掺时3D打印建筑砂浆表观黏度与剪切 速率的关系Fig.2 Relationship between apparent viscosity and shear rate of 3D printing building mortars with composite polymers
从图1可以看出:当不掺任何聚合物或者单掺FX时,砂浆L0和L4的表观黏度均较低且两者很接近;单掺KHC砂浆L3的表观黏度略有增加;单掺HMC砂浆L2的表观黏度显著增大.结合图1、2可以看出:当复掺HMC与KHC时,砂浆P1的表观黏度高于单掺HMC或KHC的砂浆L2、L3;当FX与HMC复掺时,砂浆P2的表观黏度与单掺HMC砂浆L2一致;当FX与KHC复掺时,砂浆P3的表观黏度明显高于单掺FX或KHC砂浆L4、L3;当FX、HMC与KHC复掺时,砂浆J5的表观黏度与HMC、KHC复掺砂浆P1的结果较为接近.
由此可知:HMC会大幅度提高3D打印建筑砂浆的表观黏度;KHC可使砂浆表观黏度有所提高;而FX对表观黏度的影响很小;且KHC与HMC、KHC与FX复掺会发挥协同效应,提高砂浆的表观黏度.纤维素醚的长链结构决定了纤维素醚的溶液具有很高的黏度,掺入后使砂浆黏度提高[10].FX可以改善新拌砂浆的流动性能[11],含FX的干粉砂浆加水搅拌时,聚合物颗粒自行分散,并不会与水泥颗粒团聚,砂浆的表观黏度降低、和易性改善;另外,FX对空气有诱导效应,赋予砂浆可压缩性,使砂浆具有引气性[12-14].当FX掺量较大时,砂浆黏度提高,抵消或部分抵消了FX的降黏作用,从而表现出表观黏度变化不大.
纤维素醚和淀粉醚都属于水溶性高分子,两者遇到水会溶解,和水形成胶状溶液,能够控制和束缚水分子的扩散速度,减缓砂浆中水分的流失,从而提高浆体的保水性能.但两者在结构上存在较大差异,纤维素醚全部是长链结构,而淀粉醚基本上都是支链结构,纤维素醚的链长在理论上差不多是淀粉醚的1000~5000倍,淀粉醚的支链结构对纤维素醚的长链结构起着“固定”作用[15],正是由于淀粉醚这种特殊结构,KHC会在低剪切速率阶段增大砂浆的表观黏度,即KHC对砂浆具有一定的增稠作用[16],并且当其与HMC或FX复掺时,表现出叠加效应.
2.2 聚合物对3D打印建筑砂浆触变性的影响
图3、4分别为聚合物单掺、复掺时3D打印建筑砂浆剪切应力与剪切速率的关系(τ-γ)曲线.
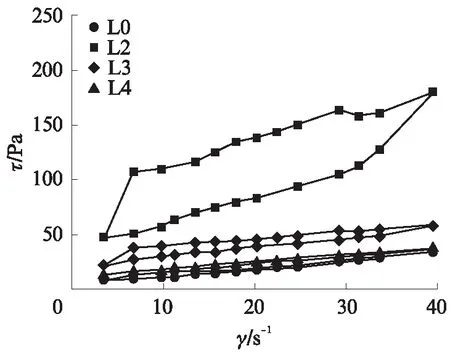
图3 聚合物单掺时3D打印建筑砂浆τ -γ曲线Fig.3 τ -γ curves of 3D printing building mortars with single polymer
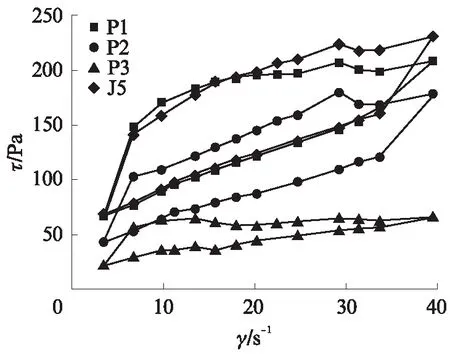
图4 聚合物复掺时3D打印建筑砂浆τ -γ曲线Fig.4 τ -γ curves of 3D printing building mortars with composite polymers
由图3、4可见,3D打印建筑砂浆的τ-γ曲线形成触变环.这是由于砂浆的絮凝网络受到剪切作用后,原来的有序结构不复存在,而要恢复原有的絮凝网络需要一定时间,表现为2条曲线不重合.触变环面积的大小,即触变性的大小,表征砂浆由黏稠态变为流动态的难易程度,触变性越大,砂浆越易变形[17-18].
从图3可以看出:单掺FX对3D打印建筑砂浆L4的触变性几乎无影响;单掺KHC砂浆L3的触变性略有增加;单掺HMC砂浆L2的触变性明显增大.结合图4可见:当HMC与KHC复掺时,砂浆P1的触变性高于KHC或HMC单掺砂浆;FX与HMC复掺时,砂浆P2的触变性与单掺HMC时接近;FX与KHC复掺时,砂浆P3的触变性较两者单掺时有所增大;FX、HMC与KHC复掺砂浆J5的触变性和HMC与KHC复掺砂浆P1接近.
3D打印建筑砂浆经打印喷头挤出后进行逐层打印堆积时,触变性对其维持自身形状稳定以及支撑后续打印层至关重要[19-20].触变性过大,泵送阻力增加,砂浆难以挤出,打印性能也较差;触变性太小,砂浆较“稀”,挤出性能增大,但不利于持续稳定堆积.HMC与KHC复掺或与FX、KHC三掺时,在适当掺量下,可将3D打印建筑砂浆的触变性控制在较合理的范围内(900~2000Pa·s-1),砂浆可获得良好的挤出性能和堆积性能.
2.3 聚合物对3D打印建筑砂浆屈服应力及塑性黏度的影响
表2给出了聚合物单掺和复掺对3D打印建筑砂浆屈服应力和塑性黏度的影响.
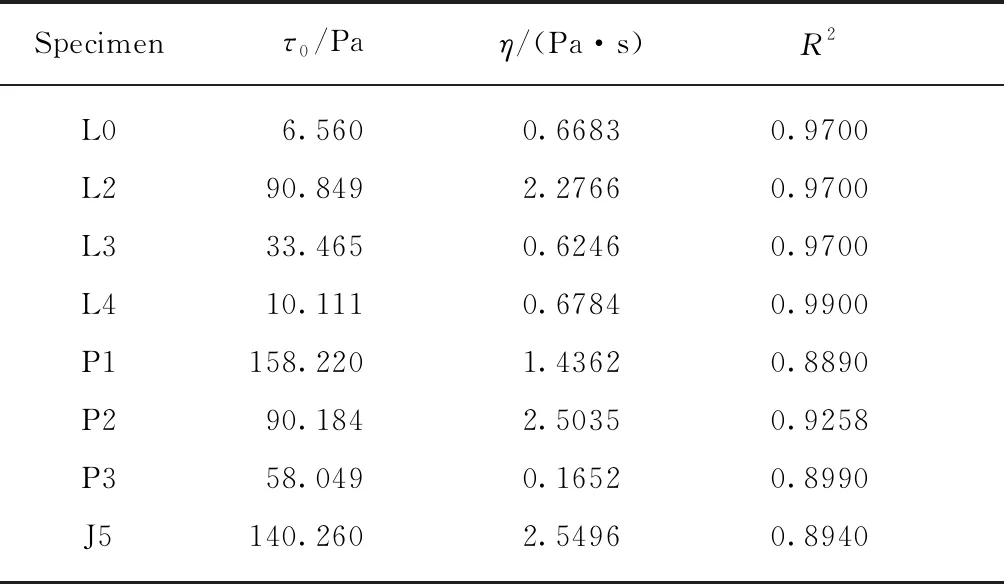
表2 聚合物单掺和复掺对3D打印建筑砂浆屈服应力和塑性黏度的影响Table 2 Influence of single polymer and composite polymers on yield stress and plastic viscosity of 3D printing building mortars
从表2可以看出:不掺任何聚合物的砂浆塑性黏度和屈服应力极低,单掺FX砂浆塑性黏度和屈服应力变化不明显;而单掺KHC的砂浆屈服应力有明显增大,由6.560Pa增大到33.465Pa,单掺HMC的砂浆塑性黏度和屈服应力均大幅度增大,塑性黏度由0.6683Pa·s增大到2.2766Pa·s,屈服应力由6.560Pa增大到90.849Pa.由于FX颗粒之间的润滑效应,使砂浆的组分能够单独流动[12],另外,FX对空气有诱导效应,赋予砂浆可压缩性,因此单掺FX砂浆的屈服应力并没有增加.HMC使砂浆具有更高的塑性黏度,可以克服固体颗粒絮凝,使砂浆不易分层,屈服应力增加[21].KHC增加了砂浆的塑性黏度,使砂浆在低剪切应力下具有较高的屈服应力[22].FX、KHC、HMC两两复掺或三掺时砂浆屈服应力均高于单掺时,FX与HMC复掺、KHC与HMC复掺时砂浆的塑性黏度高于单掺FX、KHC或HMC时;三掺时砂浆的塑性黏度和屈服应力均较高,有利于抵抗3D打印过程中的塑性变形.
屈服应力的大小反映了浆体絮凝网状结构的强弱.3D打印的泵送及管道输送阶段需要克服打印材料的屈服应力,适宜的屈服应力可确保打印材料能够顺利泵送和挤出,也影响后续的打印堆积过程[23].屈服应力过大,泵送阻力显著增加,甚至难以泵送挤出;屈服应力过小,打印材料易流动,但对堆积性能不利.打印材料的塑性黏度影响挤出后打印条的连续性和均匀性,同时对打印层之间黏结性能的好坏也会产生影响.若打印材料塑性黏度过低,一方面,在泵送时打印材料易受挤压而产生泌水,从而导致堵管,无法挤出;另一方面,打印堆积时材料抗下垂能力低,塑性变形大,不利于打印堆积.因此,黏度过低或屈服应力过大都不利于3D打印建筑砂浆的泵送、挤出以及后续打印堆积,3D打印建筑砂浆的屈服应力和塑性黏度应控制在合理的范围内.根据本课题组对3D打印建筑砂浆挤出及打印性能的研究得出,当其塑性黏度为1.2~3.0Pa·s且屈服应力为18~150Pa时,较适合3D打印设备的挤出及堆积,其中,当塑性黏度在2.5Pa·s左右时,打印砂浆的挤出连续性较好[3].结合本论文的研究,可以得出FX、KHC与HMC三掺时,3D打印建筑砂浆具有较适合打印和挤出的塑性黏度、屈服应力及触变性.
2.4 聚合物掺量对3D打印砂浆流变性能的影响
图5、6给出了聚合物HMC、KHC及FX三掺时各聚合物掺量对3D打印建筑砂浆表观黏度和触变性的影响.
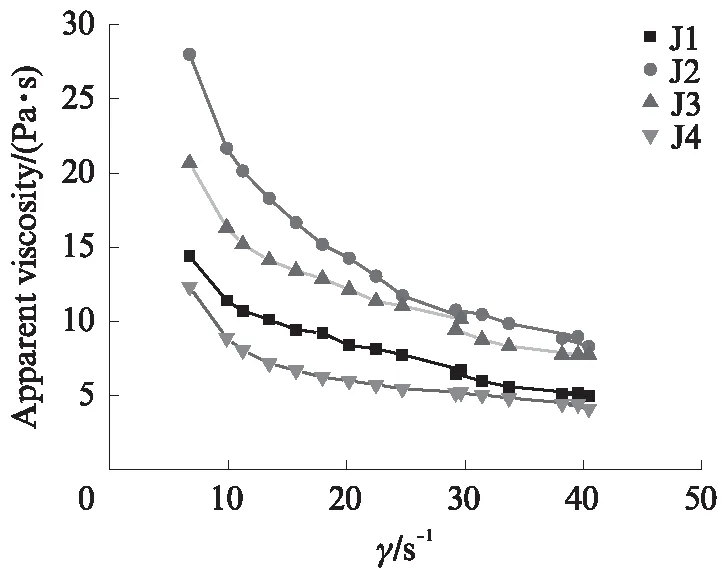
图5 各聚合物掺量对3D打印建筑砂浆表观黏度的影响Fig.5 Influence of polymer content on apparent viscosity of 3D printing building mortars
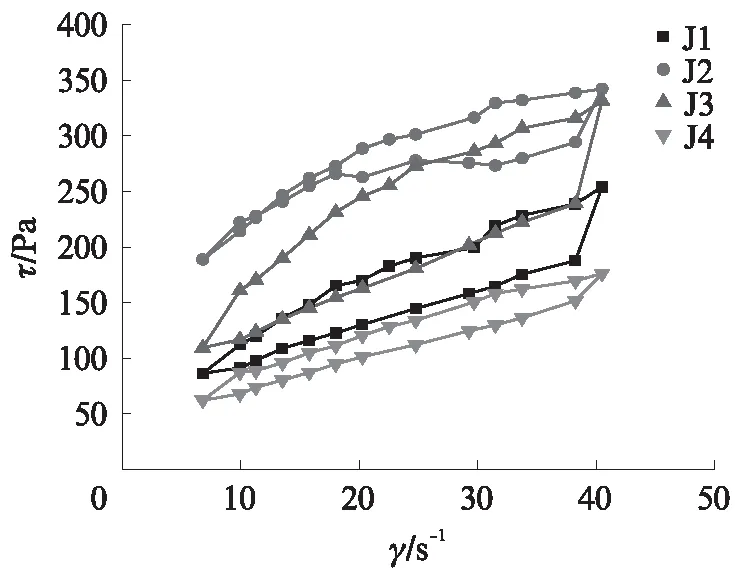
图6 各聚合物掺量对3D打印建筑砂浆触变性的影响Fig.6 Influence of polymer content on thixotropy of 3D printing building mortars
由图5可知:在FX、HMC、KHC复掺情况下,随着FX掺量的增加,砂浆J1的表观黏度比J2低;随着KHC掺量的增加,砂浆J2的表观黏度比J3高,符合前文分析的KHC在低剪切速率下具有一定的增稠效果;随着HMC掺量的增加,砂浆J3比J4的表观黏度大幅度增加.
由图6可以看出,增加FX掺量(J2到J1),砂浆触变性变化不明显;增加KHC的掺量(J3到J2),砂浆触变性降低;增加HMC的掺量(J4到J3),砂浆触变性有了较大程度的增加.
表3为聚合物掺量对3D打印建筑砂浆屈服应力和塑性黏度的影响.由表3可见:随着FX掺量从0.5%增加到1.0%(J2到J1),砂浆屈服应力降低,塑性黏度有所增加;随着KHC掺量从0.050%增加到0.100%(J3到J2),砂浆屈服应力增加,塑性黏度降低;随着HMC掺量从0.2%增加到0.4%(J4到J3),砂浆塑性黏度和屈服应力均显著增加.
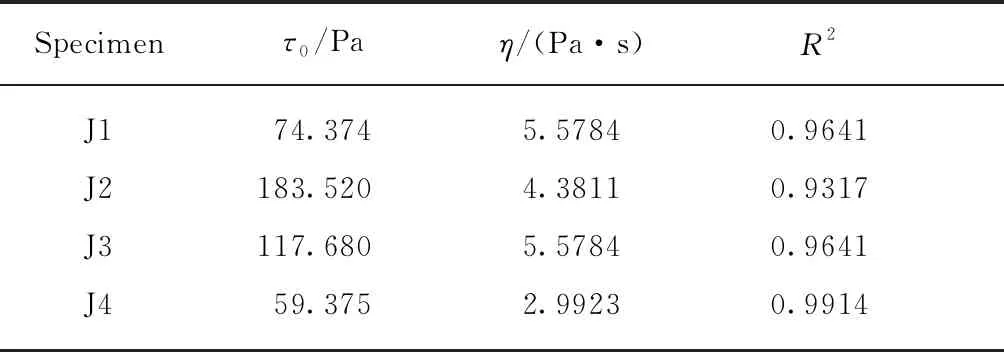
表3 聚合物掺量对3D打印建筑砂浆屈服应力和塑性黏度的影响Table 3 Influence of polymer content on yield stress and plastic viscosity of 3D printing building mortars
3 结论
(1)单掺FX及KHC对3D打印建筑砂浆表观黏度影响不大,单掺HMC会显著增大3D打印建筑砂浆表观黏度,HMC与KHC、FX与KHC复掺会发挥协同效应,增大3D打印建筑砂浆的表观黏度.
(2)FX或KHC单掺时,对3D打印建筑砂浆触变性影响较小,单掺HMC会显著增大3D打印建筑砂浆触变性,但HMC与KHC复掺或与KHC、FX三掺时会发挥协同效应,使3D打印建筑砂浆具有较大的触变性.
(3)单掺FX对3D打印建筑砂浆塑性黏度和屈服应力影响较小,单掺KHC会明显增大3D打印建筑砂浆屈服应力,单掺HMC会显著增大3D打印建筑砂浆塑性黏度和屈服应力,HMC与KHC复掺或与KHC、FX三掺时会发挥协同效应,使3D打印建筑砂浆具有较大的塑性黏度和屈服应力,聚合物三掺时在合适掺量下可以得到较适合3D打印的触变性、塑性黏度及屈服应力,最有利于3D打印建筑砂浆的传送与堆积.
(4)聚合物三掺时,增加FX掺量,3D打印建筑砂浆表观黏度降低,触变性几乎不变,屈服应力降低,塑性黏度增加;增加KHC掺量,3D打印建筑砂浆表观黏度有所增大,触变性降低,屈服应力增大,塑性黏度降低;增加HMC掺量,3D打印建筑砂浆的表观黏度、触变性、屈服应力及塑性黏度均显著增大.
