基于DCS的尿素成品输送流程控制方案设计探讨
2020-11-09陈显烽
陈显烽,佘 霄
(中国五环工程有限公司,湖北 武汉 430223)
尿素成品的输送流程是尿素成品包装贮运设施的重要环节,需要对众多的输送皮带、振动筛、多通阀、袋式除尘器等粉体类设备进行程序控制及联锁保护。随着工厂智能化和自动化的不断推进和发展,越来越多的项目采用DCS来实现尿素从造粒塔到包装机产品输送流程的程序控制及联锁保护功能,以提升整个工厂的集中化、标准化、自动化水平,降低检修和维护的复杂性。
1 主要工艺流程
以某新建年产80万t/a尿素工厂为例,对一个典型的尿素成品输送流程进行分析。尿素成品输送流程通常包含两段典型流程:第一段是从造粒塔到包装楼的长距离输送流程,第二段是全自动包装机前的分料及短距离输送流程。
1.1 从造粒塔到包装楼的长距离输送流程
熔融尿素在造粒塔内造粒机完成造粒后,由刮料机刮出;经输送皮带送至三通阀,少部分根据实际需要进入散料贮仓装车,大部分经输送皮带送往包装楼。输送皮带上安装有袋式除尘器,除去尿素运输过程中产生的粉尘。当尿素产品温度过高时,通过产品冷却器进行冷却。中间皮带上设置电子皮带秤,对产品产量进行计量。此段流程的特点是传输距离长,一般没有备用线,容错率低,流程呈线性结构。造粒塔到包装楼的长距离输送流程见图1。

图1 造粒塔到包装楼的长距离输送流程
1.2 全自动包装机前的分料及短距离输送流程
由于单条全自动包装线的处理能力有限,且故障率较高,往往需要多条全自动包装线相互切换。尿素散料经输送皮带送至包装楼后,经多个三通阀/四通阀进行分料,由短距离输送皮带送往各全自动包装线上的称重贮斗,经称重贮斗缓冲后进行全自动包装。输送皮带上安装有袋式除尘器,除去尿素运输及筛分过程中产生的粉尘。此段流程的特点是传输距离较短,通常有多条生产线需要切换,涉及设备多,流程呈树形结构。全自动包装机前的分料及短距离输送流程见图2。
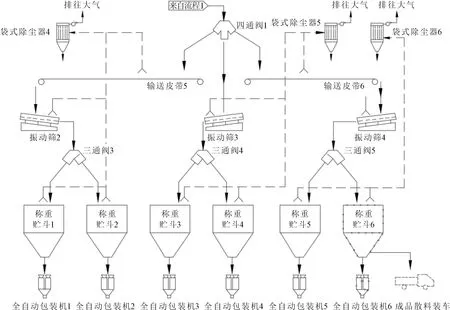
图2 全自动包装机前的分料及短距离输送流程
2 基于DCS的控制方案选取及系统配置
DCS是一种控制功能分散、操作显示集中、采用分级结构的智能站网络[1]。DCS具有分散性、冗余性、开放性、先进性、拓展性、可靠性等特点,能够实现连续控制、批量(间歇)控制、顺序控制、数据采集、先进过程控制等,将生产过程控制、操作、管理自动地结合起来[2]。
与传统的基于PLC的控制方案相比,基于DCS的控制方案可以有效减少全厂系统的种类和数量,方便备品备件和人员培训,系统设计上更有利于装置的性能拓展和方案修改[3],一定程度上减轻了业主管理、检修和维护的工作量。某新建年产80万t/a尿素工厂综合考虑可行性、经济性等各方面的因素,选用与全厂DCS一致的某国产知名品牌实现尿素成品输送流程的程序控制和联锁保护。
2.1 控制室设置
该项目采用中心控制室和现场控制室分离的设置方式,在尿素成品包装贮运包装楼设置有现场控制室。现场控制室含现场操作室和现场机柜室,尿素成品输送流程的所有控制相关信号均先接入包装楼现场控制室DCS系统机柜,再通过双冗余光缆从现场控制室传送到中心控制室。在现场操作室内设置操作员站,安排人员24 h值守,配合中心控制室完成对工艺流程的统一监测、控制、报警及报表等操作。
2.2 网络结构
为了尿素成品包装贮运设施可以独立地开车、运行、检修和维护,系统配备了独立的冗余控制器、配电柜和网络柜,构建独立的尿素包装子网,并接入全厂DCS系统的组网中。同时,为满足工艺上的操作要求,该项目在中心控制室设置操作员站1台,在现场控制室设置操作员站2台、打印机1台,并接入所在控制室的网络柜交换机中,不同控制室的网络柜以双冗余光缆连接。在现场机柜间放置机柜若干台,主要以硬接线的方式采集来自现场及MCC的数据。控制器和IO柜间采用冗余的总线形网络,通信速度不小于10Mb/s,通讯协议采用系统制造商的标准,构成过程控制网。控制器与操作员站/工程师站之间也采用冗余的总线型网络,通信速度不小于100Mb/s,通讯协议采用工业以太网协议,构成过程监控网。尿素成品包装贮运系统结构见图3。

图3 尿素成品包装贮运系统结构
2.3 IO点统计
在两段典型流程中,共有粉体设备35台,其中,造粒机1台、输送皮带6条、振动筛4台、三通/四通阀6台、袋式除尘器6台、皮带秤1台、电动插板阀2台、产品冷却器1台、贮斗8个,还有少量过程仪表及检测开关。根据相关规范的要求,控制回路I/O卡及重要检测点I/O卡宜冗余配置。该项目尿素成品包装贮运设施遵循该要求,尿素成品输送流程系统IO点统计见表1。

表1 尿素成品输送流程IO点统计
2.4 系统技术规格
该项目主要依据HG/T20573—2012《分散型控制系统工程设计规范》进行设计,由于工艺流程危险性和控制实时性要求相对较低,因此,对DCS的技术规格没有特殊要求,采用常规配置即可满足操作需要。该项目DCS主要组成部分技术规格见表2。

表2 尿素成品输送流程系统主要技术规格
3 逻辑设计
3.1 控制逻辑整体结构
从图1、2可以看出,尿素成品输送流程控制的核心是实现流程设备的有序开车和有序停车。经分析工艺需求,将输送流程程序控制逻辑划分为设备状态的判断、紧急停车逻辑、顺序停车逻辑、顺序开车逻辑和单台设备的控制逻辑等5个模块,其相互关系见图4。

图4 尿素成品输送流程程序控制模块之间的相互关系
3.2 设备状态的判断
在本文所述的逻辑结构中,程序控制中需要的设备状态为运行状态和故障状态。通常而言,设备成套控制箱或MCC会输出运行状态信号和故障状态信号至DCS,DCS只需采集这2个信号进行逻辑判断即可。但尿素成品输送流程中有以下特殊情况,需要单独设置联锁判断。
(1)带式输送机的两级跑偏开关、双向拉绳开关分别串接为1个开关量信号至DCS,构成联锁停带式输送机的故障信号。
(2)袋式除尘器提升阀气源压力低低时,构成联锁停袋式除尘器的故障信号。
3.3 紧急停车逻辑
紧急停车逻辑是保障人员和设备安全的关键性措施,主要由以下条件触发:①主要流程设备发生故障;②现场紧急停车按钮触发;③控制室紧急停车按钮触发。
紧急停车逻辑触发后,将停车信号送往流程中需要紧急停车的相关设备,现场警铃和闪光报警灯发出报警信号,操作人员前往现场排查故障和危险源,待确认一切恢复正常后才可以复位。
3.4 顺序停车逻辑
顺序停车逻辑是为了满足正常的操作需要,对某条包装线或者整个流程进行顺序停车。停车时,应按照图1、2中所示流程的顺序,从流程的第1台设备开始依次停车,直至最后1台设备停车完成。对于流程中的某一个步骤而言,其逻辑设计思路见图5。

图5 顺序停车逻辑第N步骤逻辑设计思路
3.5 顺序开车逻辑
顺序开车逻辑是为了满足正常的操作需要,对某条包装线或者整个流程进行顺序开车。开车时,应按照图1、2中所示流程的顺序,从流程的最后1台设备开始依次开车,直至第1台设备开车完成。对于流程中的某一个步骤而言,其逻辑设计思路见图6。
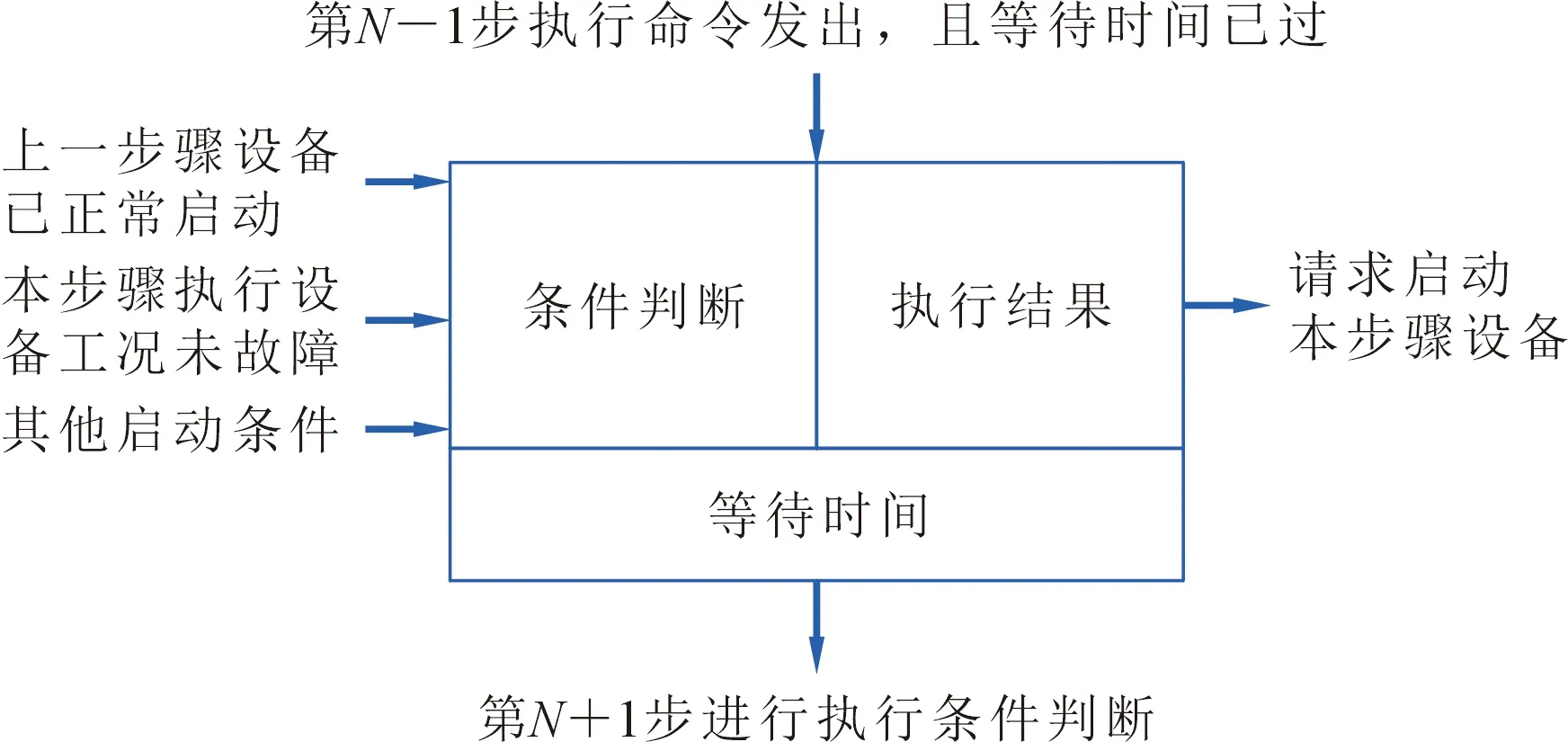
图6 顺序开车逻辑第N步骤逻辑设计思路
3.6 单台设备的控制逻辑
上述逻辑的输出结果最终都需要通过单台设备的控制逻辑来输出,其逻辑设计要点如下:①在设备逻辑中设置手动开车按钮和手动停车按钮,对设备进行远程启停;②当设备处于故障状态时,手动开车按钮失效;③当紧急停车逻辑请求停车且未复位时,本逻辑输出结果为停车,优先级高于手动按钮;④当顺序停车逻辑请求停车时,本逻辑输出结果为停车,优先级低于手动按钮;⑤当顺序开车逻辑请求开车时,判断设备是否处于故障状态,如处于故障状态,开车请求失效。

图7 典型的单台设备控制逻辑
4 逻辑仿真验证
由于联锁逻辑在尿素成品输送流程中有着至关重要的作用,逻辑的正确与否是设计是否正确且完善的重要衡量指标。计算机仿真发展与应用的历程,就是在实际应用需求的牵引下,在不断涌现与发展的相关新技术的推动下,通过不断融合新的建模与仿真方法发展起来的[4]。因此,进行逻辑仿真验证就有着一定的可能性。本文仿真软件采用的是Ulogic 2.0版,是一款基于Proteus 8 Professional平台二次开发的软件。该软件由中国五环工程有限公司自主开发,拥有独立的知识产权,目前已在多个大型煤化工项目中实施应用,对复杂逻辑具有准确的仿真效果,极大地提高了设计效率和设计质量,实现了逻辑验证的前置化。
选取造粒塔至包装机段开车顺控的部分开车顺控逻辑进行仿真示意。如图8所示,在当步骤3A执行完毕后,步骤4A开始执行,先对步骤4A的执行条件进行判断,如果步骤4A的执行条件全部满足,则发出内部信号至V48308设备控制逻辑,启动带式输送机V48308,延迟30 s后开始下一个步骤。
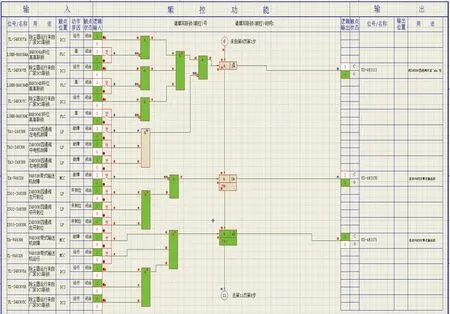
图8 开车顺控流程部分逻辑仿真界面
通过Ulogic软件,对某新建年产80万t/a尿素工厂尿素包装输送流程的DCS开车顺控逻辑、停车顺控逻辑、紧急停车联锁逻辑、单台设备控制逻辑进行仿真测试,结果表明,逻辑应用效果良好,满足设计需求。
5 结语
本文所阐述的尿素成品输送流程只是尿素成品包装贮运工序中的一部分,采用基于DCS控制方案已能对该工序自动化水平、集中度和标准化起到较大的提升作用。如果将DCS控制方案进一步推广到包装流程及装车流程,应该会有更好的效果。
总而言之,在大型化工厂自动化、智能化越来越受重视的今天,基于DCS的尿素成品输送流程控制方案应用会越来越广泛。该方案最核心的设计内容就是系统配置和流程的联锁设计,本文在这两个方面进行了阐述详细和仿真验证,希望可以为类似的项目提供一定的参考。
