一种太阳能光伏玻璃深加工连线工艺探讨
2020-11-05刘森林郭志强徐义唯
刘森林,营 雷,郭志强,徐义唯
(蚌埠化工机械制造有限公司,蚌埠 233000)
目前太阳能光伏玻璃生产线的一般布局是,采用下片机或者机器人对原片进行下片,然后叉车转运至深加工的上片机处进行上片。这种模式玻璃要先经过下片堆垛、打包、运转、分类后再次上片,中间的停顿点过多,容易造成玻璃的擦伤、污染、损伤等问题,同时增加企业人物力负担。提高生产效率、降低直接成本(人工、辅助设备等)是让企业在激烈的市场竞争中立足的一个有效措施。
1 具体问题
某公司现有太阳能光伏玻璃原片生产线650 t/d一窑四线(该文探讨中将其编号为:Y1、Y2、Y3和Y4),规划设计4条钢化深加工线(文中将其编号为:G1、G2、G3和G4),其中配备36 m和48 m钢化炉各2条。为了最优化深加工线的产能适应市场,业主要求的连线目的是:4条原片线与4条钢化线可任意组合连线,且在连线段配置下片与补片功能。
1.1 连线设备组成
该次设计的连线方案中主要设备包括:普通辊道、斜坡辊道、摆动辊道、双层单转向辊道、双层双转向辊道和上下片一体机。
1.2 普通辊道
普通辊道采用圆柱齿轮带动胶圈辊传动,此种齿轮传动方式,传递的效率相对较高,传动稳定性较好,噪声和振动较小。胶圈辊采用辊芯外径φ80的无缝钢管,外侧装套胶轮,然后经过精车精磨工艺,使用寿命较长。在连线中主要起到输送原片的作用。该连线方案设计中使用的普通辊道分为单层辊道和双层辊道,分别用于原片并线前和并线后的输送。
1.3 斜坡辊道
斜坡辊道采用齿轮箱、同步带带动胶圈辊传动,考虑到从一层到二层的互相切换以及玻璃对辊子的“啃咬”问题,斜坡辊道辊面需做成圆弧过渡方式,较好的方式是选用同步带传动,各辊之间同步带长度需经计算逐一确定。此辊道能够较好地解决因跨线连线时标高抬升或降低时带来的传输问题,传输稳定且效率较高。在连线中起到原片的斜坡输送作用。
1.4 摆动辊道
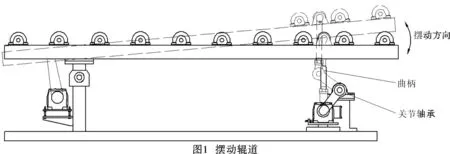
如图1所示,摆动辊道是采用一端用带座轴承固定,另一端用电机减速机带动曲柄、关节轴承进行摆动。待玻璃完全进入摆动辊道,摆动电机开始工作,这样可以避免玻璃对辊子“啃咬”问题(如果辊道先摆动到位,此时玻璃会是一个上坡状态,如果坡道很陡时,玻璃会撞到辊子上或者插到两辊之间,会造成玻璃和辊子破损,也就是啃辊现象)。同时前进辊道电机继续运行玻璃继续前进。当摆动到位后,摆动电机停止运行,辊道电机继续运转把玻璃运送到下一个辊道,然后摆动辊道摆回到原位,待下一组玻璃过来时,重复此动作。此辊道结构简单、稳定,便于维护,使用寿命长,可以经受频繁的启停。在连线中主要起到将原片摆动输送至上层或下层的作用。
1.5 双层单转向辊道
双层辊道单转向辊道包括上转向和下转向两种方式。
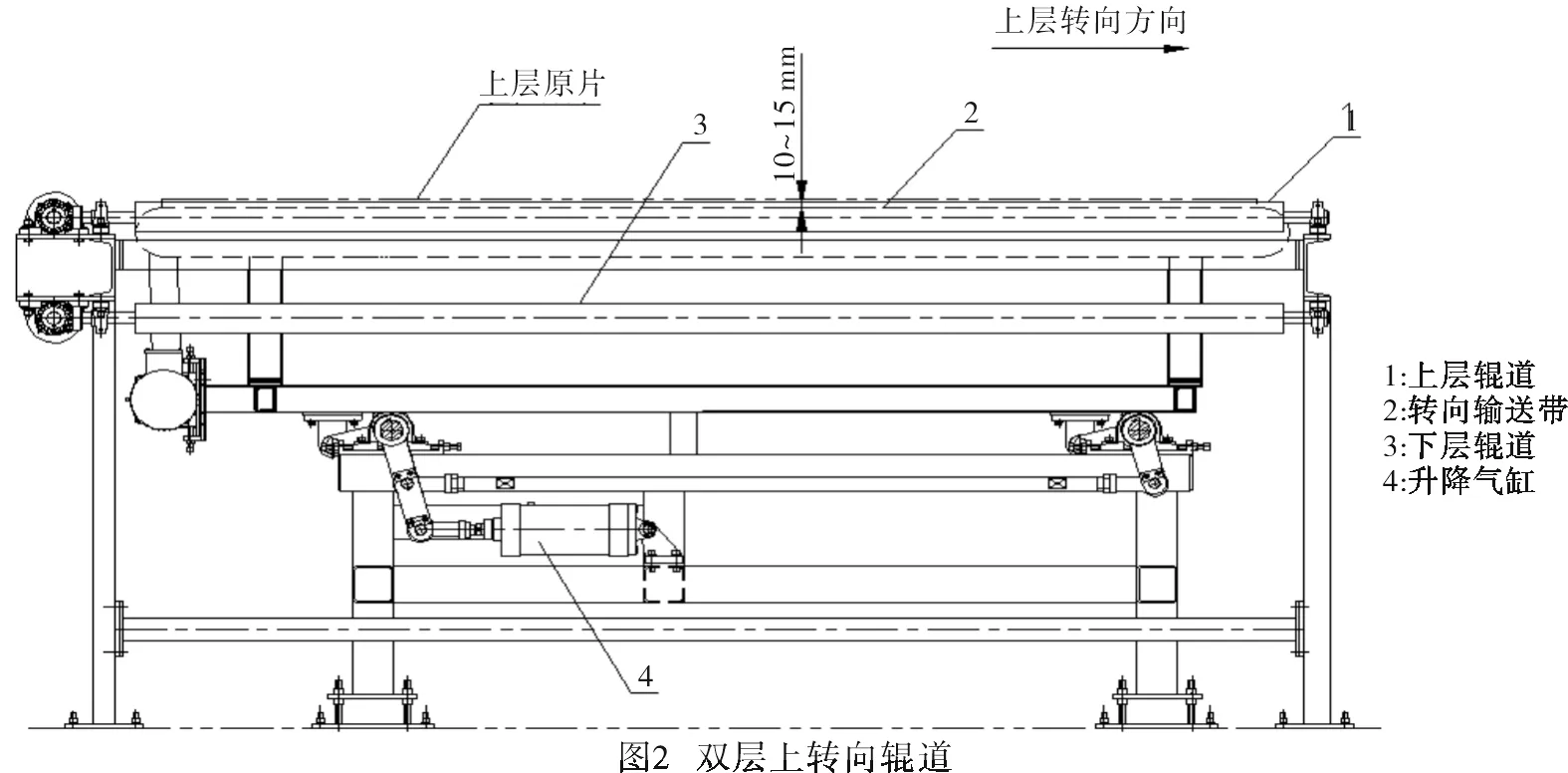
1)上转向辊道 如图2所示,在双层普通辊道的下部加上一个升降和转向台,支撑转向的腿之间的跨度要大于玻璃的宽度,转向带的带面要低于上层辊道辊面10~15 mm。玻璃从下层进来时,下层的辊道将玻璃往前输送,当玻璃从上层进入辊道,底部的升降气缸启动,把整个升降台升起,转向电机启动把玻璃通过带子转向到下个辊道,待玻璃离开辊道后,气缸启动将整个升降台复位,待下一组玻璃过来时,重复此动作。此辊道是将输送辊道和转向辊道复合而成,既减少了设备的数量,又减少了占地空间。
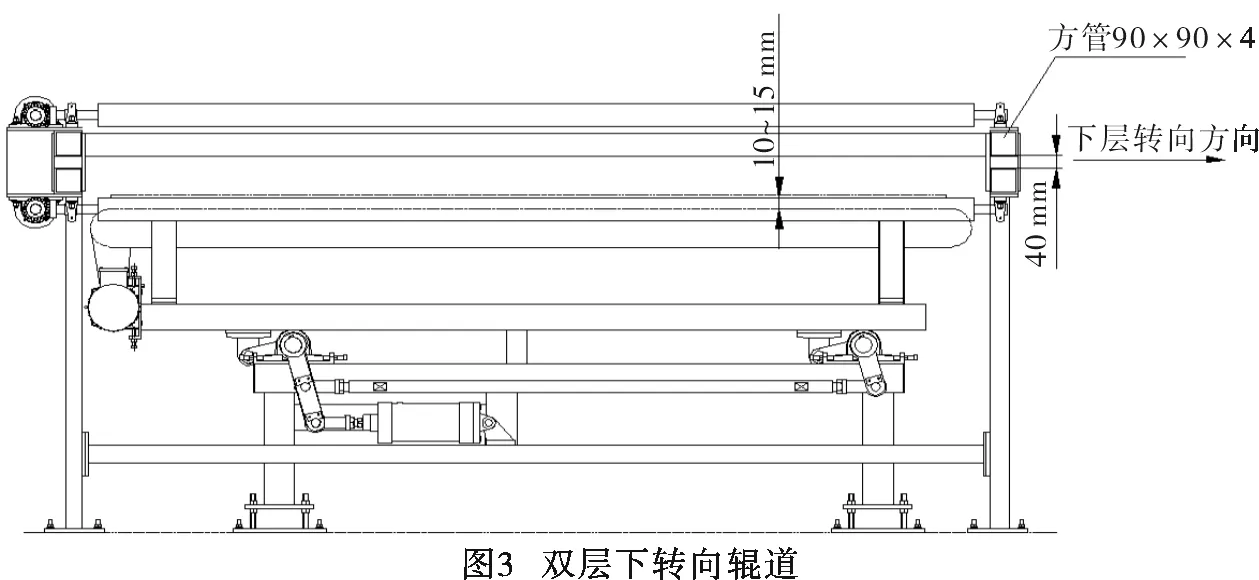
2)下转向辊道 如图3所示,在双层普通辊道的下部加上一个升降和转向台,转向带的带面要低于下层辊道辊面10~15 mm。主动和被动梁都由槽钢改为90×90×4 mm的方钢管焊接,两个钢管中间留有40 mm的缝隙用来将玻璃转运出去。
1.6 双层双转向辊道
如图4所示,此辊道是在双层单转向辊道的基础上,从上面反挂一个转向台,当上层玻璃到达位置辊道前端时,上层的转向台的气缸进行动作,将转向带从低处拉到高出上层辊面(和下层气缸将转向带推高出下层辊面正好相反),然后电机启动把玻璃接到转向带上面,到达位置后气缸回位随之转向带下落,把玻璃放在辊道上然后继续往后输送。下层辊道也同样是先把玻璃从侧梁之间的缝隙中接过来,然后放在辊道上进行输送,此辊道可完成双层输送和双层转向功能,是整条连线工艺中的关键设备。

1.7 上下片一体机
上下片一体机本身配有移动架,在下片机前配一台旋转台,用来改变玻璃的方向,因其切换灵敏、反应迅速、无擦伤,玻璃的下片堆垛精度:相邻片±1 mm,整垛±1 mm,可以很好地完成在深加工进片端的原片下片与补片功能。
2 连线工艺探讨
该公司的Y1、Y3线和Y2、Y4线分别生产3.2 mm、2.5 mm的原片相对较稳定、产量较高。而36 m和48 m的钢化炉深加工能力存在差异。根据相邻原片线生产规格不同的特点,深加工钢化线也保持相邻钢化炉加工规格不同的布局,如图5所示。

为了减少连线所需设备的数量和合理利用空间,该方案将4条原片线的连线分为如下两组:
1)直连组,即Y1与Y2直连并线进入G1、G2;Y2与Y4直连并线进入G3、G4。
2)过桥组,即通过标高不同的辊道组合跨过相邻线,实现Y1与Y3连线,Y2与Y4的连线。
2.1 直连组并线
如图6所示,是Y1、Y2原片线和G1、G2钢化线的并线工艺流程图。

1)Y1线中的原片经摆动辊道摆送至双层辊道的下层,并动作下层转向。原片经下层到达单层转向辊道,然后进行转向,输送到G1钢化线。同时Y2线的摆动辊道将原片摆动至双层辊道的上层,经上层辊道到双层上转向辊道进行上转向,然后输送到G2钢化线。即完成Y1与G1、Y2与G2的连线。
2)将Y1、Y2的摆动辊道的动作互换,即Y1原片摆至上层,Y2原片摆至下层,则可实现Y1与G2、Y2与G1的连线。
3)在G1、G2钢化线前端的转向辊道处各布置一台上下片一体机。当原片线的产能大于钢化线产能,则开启自动下片模式;当原片线的产能低于钢化线的产能时,则开启自动上片模式进行补片。
4)原片线Y3、Y4与钢化线G3、G4直连并线方式同样按以上工艺进行布置即可。
2.2 过桥组并线
如图7所示,是Y1、Y3原片线跨过Y2线和G1、G2钢化线的并线工艺流程图。

1)Y1进Y3线时:Y1的原片在H=1 200 mm的下层辊道输送,通过双层辊道(下转向)进入Y1、Y3过桥段(H=1 480 mm),通过上坡辊道跨过Y2原片线,再由下坡辊道进入Y3线单层转向辊道,完成由Y1进Y3的并线。
2)Y3进Y1线时:Y3的原片通过斜坡辊道爬坡跨过Y2原片线进入Y3、Y1过桥段(H=1 480 mm),前进至Y1线上的双层辊道(上转向)时在上层转入到Y1线,沿着上层辊道行进至摆动辊道时,摆转到下层,这样就完成了Y3进Y1的并线。
3)Y2、Y4的并线按上述工艺在Y3原片线上方搭桥即可。
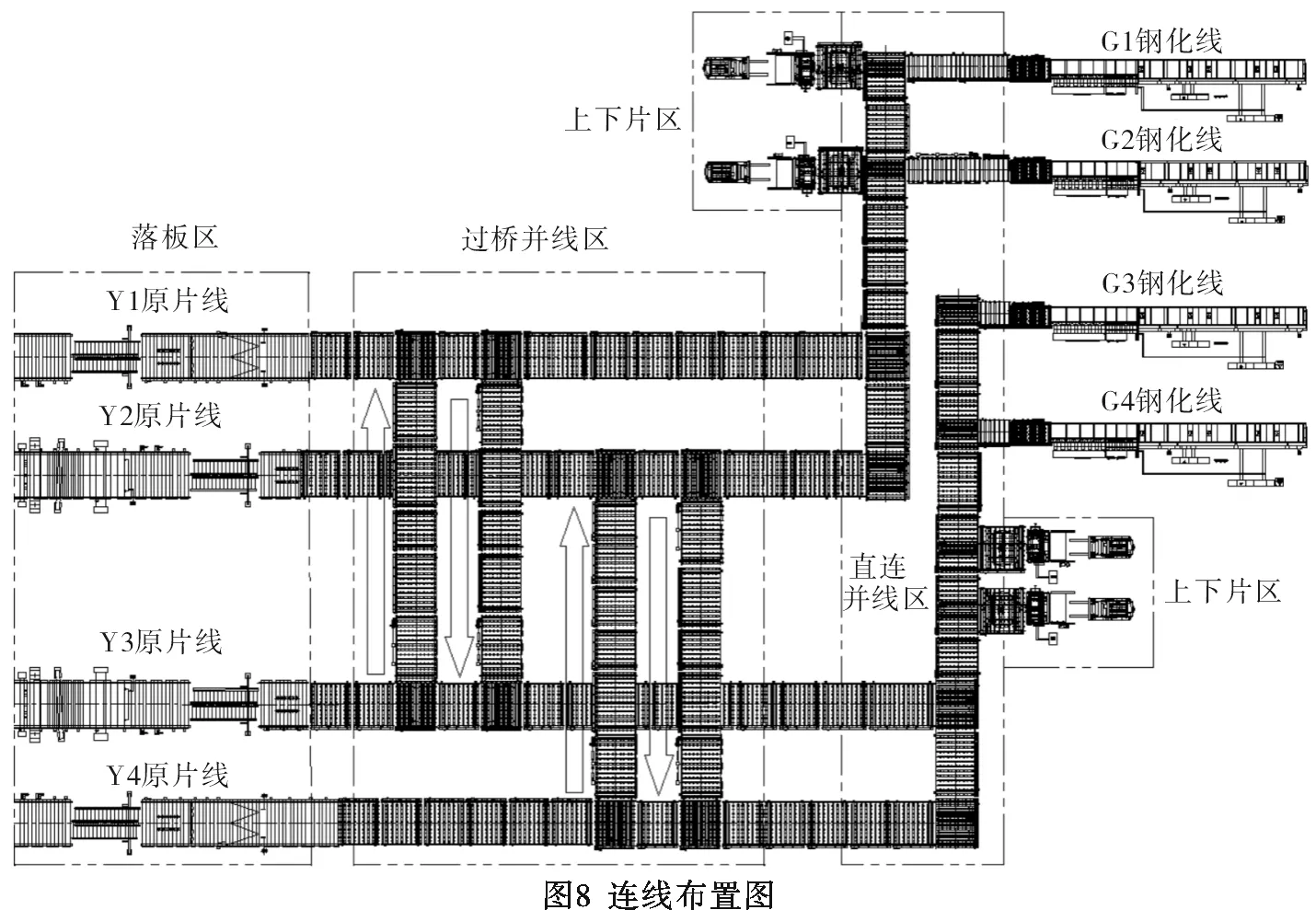
按上述工艺流程,将直连组布置在过桥组的后端,在过桥组与原片线之间分别设置一段落板区。至此,经过两组并线的切换组合,即可实现Y1~Y4原片线与G1~G4钢化线的任意组合连线。如图8所示是设计后的连线布置图。
3 连线控制要点
3.1 落板区的控制
落板区是负责连线的过渡和预准备区,设置一个声光报警器,在后端的并线区和深加工区每条线均设置急停开关。当任意一条并线区的急停按下时,声光报警器报警,此时每条原片线的落板区可选择自动落板、手动落板或不落板。这样,给并线区和深加工区提供足够的设备调整、检修或更换等操作周期。
3.2 过桥区的控制
在过桥并线区处配备一个人机操作界面,操作人员可以在上面进行手动启停辊道、修改速度等切换控制。以Y1、Y3线间的并线为例,操作如下。
1)启动Y1线到Y3线并线时:由于Y1、Y3过桥段是空白的,Y3线的原片到达Y1线时,会与原Y1线的原片拉出6组玻璃(根据原片线出片速度测定)的空档,可直接切换,无需前端预先落板。当Y1线和Y3线的玻璃尺寸相同时,可随时切换;当Y1线和Y3线的玻璃尺寸不相同时,则需要在前端落板区落板,留出一定的空档,防止不同尺寸的原片玻璃混搭进入磨边机,造成不必要的损失。
2)从Y1到Y3并线切回时:当Y1、Y3线已经并线运行,需要将玻璃切回到原线时,此时Y1、Y3过桥段上还有玻璃,要让Y1、Y3过桥段上的玻璃完全流出,才能做切回动作。此时落板区须进行落板10组,待玻璃全部流出后,启动摆动辊道摆至下层转向台,即完成从并线切回原线。
3.3 上下片的控制
当原片线的产能大于钢化线产能时,上下片机开启自动下片模式,并线末端转向辊道切换转向至下片区一侧,将多余玻璃原片码垛仓储。此时存放架放在移动架上,须先启动上片模式上一片后,找到玻璃和吸盘的距离再切换到下片模式,否则会因下片原点未找准导致无法下片甚至损坏设备。同时,需注意下片侧存在侧定位,防止原片玻璃碰撞情形发生。当原片线的产能小于钢化线产能时,由于补片间隙周期因前后端产能差异决定,故此时需要先人工观察上片。经过对上片周期的计量,调整上片模式的动作周期,并调试至自动上片模式。
4 结 论
随着设备的不断更新、工艺的迭代升级,智能化已经渗入到各个领域,去人工化已经是摆在企业发展面前的必然课题。该文介绍的深加工连线工艺不仅能优化生产结构,而且根据玻璃原片和深加工成品片的市场行情,通过不同连线的组合可进行产能上的弹性调整,实现企业效益的最大化。