梳并联技术应用实践
2020-11-05经纬纺织机械股份有限公司金宏健袁龙超
经纬纺织机械股份有限公司 金宏健 袁龙超 /文
纺纱行业面对用工成本大幅度上升和招工难并存的局面,越来越渴望应用自动化、连续化和联合化的生产线。纺机行业“十三五”规划也进一步提出纺纱过程短流程、自动化的研究方向。目前已应用于实际生产的工序间连接技术有清梳联、卷精联、粗细联和细络联等,而梳并联技术是将传统棉纺工序中的梳棉和并条衔接起来,顺应了纺织工业的发展趋势,推广应用前景广阔。
1 几种梳并联技术简介
棉纺生产中从梳棉至并条工序的传统物流方式是不连续的,梳棉机产出的棉条储存在条桶中,然后依靠人力完成搬运周转和断头接头等工作,导致用工量大,且人为因素对质量和管理会产生不利影响。目前在梳并联技术的研发和应用实践中,主流的技术方案包括AGV机器人输送技术、轨道式输送技术和设备连续化技术。
AGV机器人输送技术主要是在AGV小车上安装不同的抓取机构,同时运用视觉检测、导航和调度技术,实现对空满条桶的交换、输送等。轨道式输送技术是运用轨道、输送带、穿梭车、仓储货架等物流设备,同时运用自动控制和仓储管理系统实现对空满条桶的暂存、交换和输送等。
以上两种方案运用自动化设备代替人力搬运和调度,一定程度上实现了工序间的连接,但是在断头接头等环节仍需人工介入,且设备成本较高、对运行的稳定性要求较高。
设备连续化技术主要是通过在设备间设计专用装置实现物料的连续输送,典型应用包括清梳联、卷精联、粗细联和细络联,其中真正实现自动化、连续化和联合化的是清梳联设备[1]。由经纬纺织机械股份有限公司自主研发的一种新型梳并联合机连接了梳棉与并条工序环节,实现了棉条的连续输送、无需工艺接头、缺省条桶等,同时解决了现有梳并联技术中由于重力、压力和摩擦等因素影响棉条质量的问题。
2 新型梳并联合机
2.1 梳并联合机方案
为了解决梳并联技术中多台梳棉机向一台并条机供料、断头情况下梳并联系统的正常运行等问题,本文中的梳并联合机采用了“缓存式多供一”方案[2],即在梳棉与并条的联接环节上,加入棉条缓存装置以缓冲和隔离单机断头停台对系统的影响。该种设备主要由梳棉机、棉条翻转存储装置、棉条输送装置[3]、并条机和集中控制系统组成,并在现有基础上对梳棉机和并条机进行适用性改进。如图1所示,为一种可行的工艺排布方案,采用4台梳棉机与一眼并条机进行匹配。
2.2 棉条翻转存储装置
棉条翻转存储装置是实现以上梳并联方案的关键装置。在公开号为1609291的专利《棉条动态储存的方法和装置》中[4],提供了一种棉条翻转装置,将梳棉机输出的棉条由圈条组件呈圆周状或长圆状地叠层圈放在横截面与叠层棉条外廓适配的棉条倒向和动态储存器中,棉条倒向和动态储存器的纵截面为“U”形管道,棉条在“U”形管道中经 180 度倒向后,动态地存放在棉条倒向和动态储存器中,圈状叠层棉条的头端可无间断地从棉条动态储存器中引出。
上述技术方案为棉条翻转存储装置的设计提供了思路,但叠层圈放在“U”形管道中的棉柱,在“U”形管道的底部翻转时,由于重力和压力的存在,会发生“塌瘪”,发生“塌瘪”的原因在于:纤维条圈放到“U”管道中时,密度不均匀造成的,再加上“U”形管道底部与纤维条存在摩擦力,故纤维条在“U”形管道中,不能顺利完成翻转。
如图2所示,本文中的棉条翻转存储装置将“U”形管道的底部一侧挡板设计成“U”传送带装置,为保持环形传送带与纤维条接触面的形状不随意变化,在环形传送带“U”形底的上层两侧设置有限位辊。纤维条柱位于“U”形通道侧壁和传送带之间,其接触面与环形传送带以相同的速度、无滑动的移动,减少纤维条与通道的摩擦。
圈条装置由伺服电机直接独立驱动,跟踪梳棉机道夫速度运行,在梳棉机输出速度改变时,不需要进行额外调整。同时增加棉条翻转存储装置的横向往复移动,纤维条将被圈放成交叉错位关系的纤维条柱,这使得纤维条柱中的密度分布状态发生改变,上下边与中间的密度差异减小,有效解决“塌瘪”问题。棉条输送装置由伺服电机直接驱动,可主动牵引翻转存储装置中的棉条,输送带运行速度及装置横向往复运动速度根据梳棉机道夫运行速度自动调整。
翻转存储装置的棉条存储量与梳棉机道夫的输出速度形成闭环控制关系。在翻转存储装置上装有高位、中位、低位三个储量位置传感器,用于控制梳棉机高速状态下的三个速度的切换。梳棉机道夫的运行速度,由翻转存储装置中的棉条存储量控制。棉条输送装置由并条机原主机控制,跟踪并条机给棉罗拉速度运行。集中控制系统用于将梳棉机、翻转存储装置、棉条输送装置、并条机的各电气部分统一联网,实现连锁控制关系。
3 梳并联合机实际应用情况
3.1 主要技术指标
该梳并联合机已经在武汉裕大华纺纱厂进行实地生产,无需梳棉机棉条桶更换、无需棉条桶搬运、无需并条机导条架棉条桶更换作业,比传统梳并联方式节省工人6名,如表1所示:
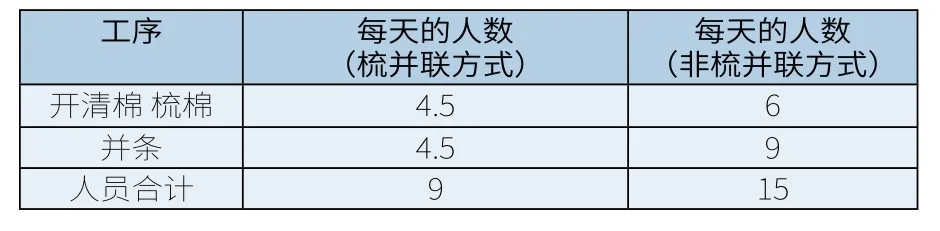
表1 每天产量15吨的用工对比
目前达到以下技术指标:
(1)梳并联合机产量:120~260Kg/h;
(2)棉条翻转储存装置能实现将棉条翻转的功能,翻转后的棉条能顺利被棉条输送装置抽取,最大有效储存量400~1000m;
(3)棉条输送装置的最高输送速度275 m/min;
(4)并条机速度600m/min;
(5)梳并联合机生产的棉条质量:5m重不匀指标小于0.4%;梳并联合机输出条干CV%基本在乌斯特2013公报的25%水平。
3.2 细纱成纱品质
在普梳棉中,弯钩状纤维对品质产生重大影响。粗纱、棉条必须要在后弯钩纤维比率很多的状态下被喂入到细纱机中。运用该梳并联合机设备,梳棉棉条按照原有的方向送往并条机。此时,并条机的延伸倍率即使很小弯钩纤维也会被拉伸,非弯钩纤维的比率则增加,细纱成纱品质变好,最终细纱成纱指标可达到乌斯特2013公报的5%以上水平,如表2所示。
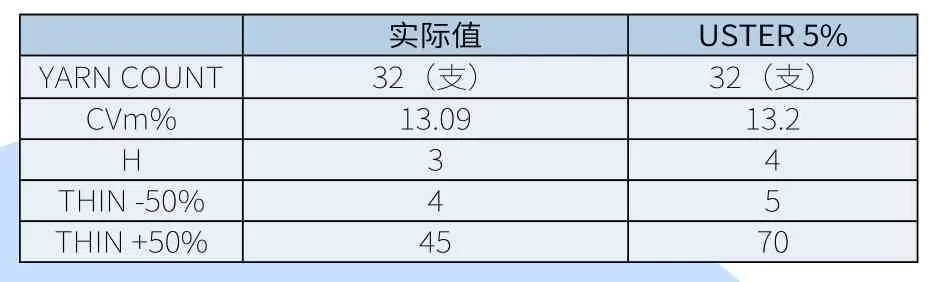
表2 细纱成纱质量
3.3 新型梳并联合机的应用趋势
(1)梳并联与涡流纺的组合
采用“开清棉机+梳并联+并条机+涡流纺纱机”实现低成本生产高品质涡流纺纱线。考虑梳棉纱弯钩纤维方向的方式,传统涡流纺棉条生产工艺流程需要包含三道并条机工序,而应用梳并联方式可以省去第3道并条机工序,适用于纯棉、混纺和化纤。
(3)涤纶混纺
采用“开清棉+梳并联+混纺并条机”,可将涤纶产线上的梳棉机和并条机以梳并联方式连接,能够低成本,生产高品质的涤纶和棉的混纺纱。
4 结论
梳并联合机使用有增容功能的圈条器翻转存储装置,实现对棉条的翻转功能,满足输送装置的抽取要求,输送装置能适应速度实时变化的自调匀整并条机的喂入要求。集中控制系统能完成根据系统运行状态,调整梳棉机运行速度,实现系统产量平衡功能,并成功实现了梳棉机到并条机的连锁自动控制。该设备具有自主创新性,实现梳并物流直联,符合我国纺织工业长远发展方向。
