船用大厚度钢板FCB法与单丝埋弧焊混合焊工艺研究
2020-11-04赵立苏蔡莼徐飞
赵立苏,蔡莼,徐飞
上海外高桥造船有限公司 上海 200137
1 序言
随着造船技术的快速发展和市场需求的转变,建造的船舶吨位越来越大,一般强度级别的A/B级钢板已不能满足用户和市场的需求,因此在船舶建造中使用DH/EH等级的高强度钢越来越多。本文中49mm船用大厚度EH36钢的高效焊接工艺研究,主要针对上海外高桥造船有限公司在建产品40万t VLOC矿砂船甲板分段的焊接。由于板厚达到49mm,超过FCB法38mm的最大焊接厚度,通常只能采用单丝埋弧焊(SAW)双面焊接,此方法不能有效利用平直车间流水线的FCB法焊接拼板、纵骨安装及16电极高速焊工位的优势,导致生产效率低。为了充分利用FCB法焊接流水线作业的优势,提高生产效率,将现有的FCB法工艺进行创新升级,针对49mm厚度EH36钢进行FCB法+SAW混合焊工艺可行性进行研究。
FCB法是在平面分段流水线上进行拼板焊接的一种高效焊接方法,其原理是在铜衬垫上撒上一层底层焊剂,并将其紧贴在焊件的坡口背面,在表面用两个或三个电极进行埋弧焊的一种高效焊接工艺[1,2]。
2 焊接性分析
(1)母材的焊接性 EH36高强度钢的化学成分见表1。根据国际焊接学会的碳当量公式,计算得到EH36高强度钢的Ceq=0.41%。当Ceq=0.41%~0.6%时,钢的淬硬倾向逐渐增加,属于有淬硬倾向的钢,再加上此钢对低温冲击性能具有较高的要求,因此EH36高强度钢要获得满意的焊缝,必须采取相应的措施:①采取合适的焊接工艺。②选择合理的焊接材料。③选择合理的焊接参数。

表1 EH36高强度钢的化学成分(质量分数)(%)
(2)焊接材料的选用 EH36钢屈服强度≥355MPa、抗拉强度≥490MPa,而焊接材料应选择与母材等级相匹配的焊材,因此正面FCB法焊接材料选用日本神钢焊丝(3Y级),牌号为US-36,规格分别为φ4.8mm、φ6.4mm;表面焊剂为PF-I55E、背面焊剂为PF-I50R。而反面SAW经过多次试验最终采用伊萨5Y级焊材:焊丝牌号为OK Autrod 13.27、规格为φ4mm;焊剂为OK Flux10.62。焊材的化学成分见表2。
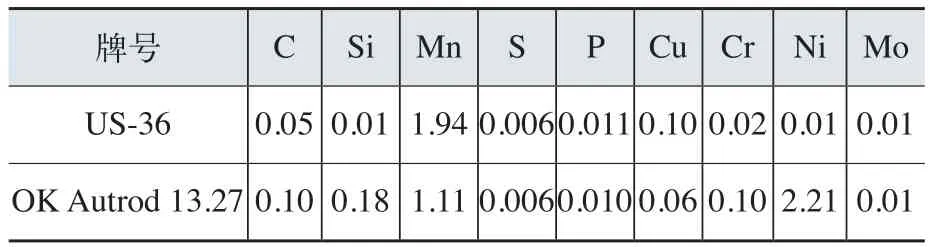
表2 焊材的化学成分(质量分数) (%)
3 焊接工艺过程
(1)焊接坡口与焊道设计 EH36试板尺寸为2000mm×1500mm×49mm,试板为Y形坡口,如图1所示。试板坡口、焊缝两侧20mm要打磨去除底漆和氧化皮,打磨好后进行试板定位拼装。
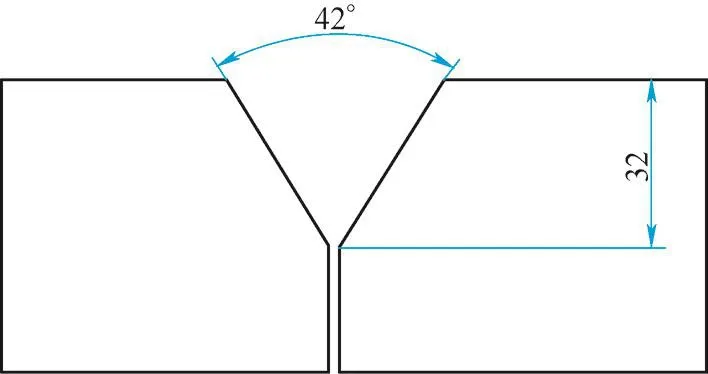
图1 坡口示意
为保证焊接质量,防止裂纹产生,焊前采用火焰加热或电加热对坡口进行65℃预热。正面FCB法焊接完成后,试板翻身,反面焊缝采用碳弧气刨清根,然后利用砂轮机把焊缝两侧20mm范围内和坡口内的氧化皮等杂质清除干净。反面进行SAW焊接,焊接5道即可完成,如图2所示。

图2 焊接示意
(2)焊接参数 FCB法采用三丝进行单面焊接,焊丝的位置要求:前丝L向前倾斜15°,中丝T1垂直,后丝T2向后倾斜5°。三根焊丝的伸出长度分别为:前丝35mm、中丝45mm、后丝55mm;另外三丝之间的间距如图3所示。

图3 焊丝的位置
FCB法三丝焊接电源极性分别是:前丝L、中丝T1直流反接,后丝T2交流电源,单丝埋弧焊直流反接。通过多次反复试验,总结出了适合该工艺的焊接参数,见表3。
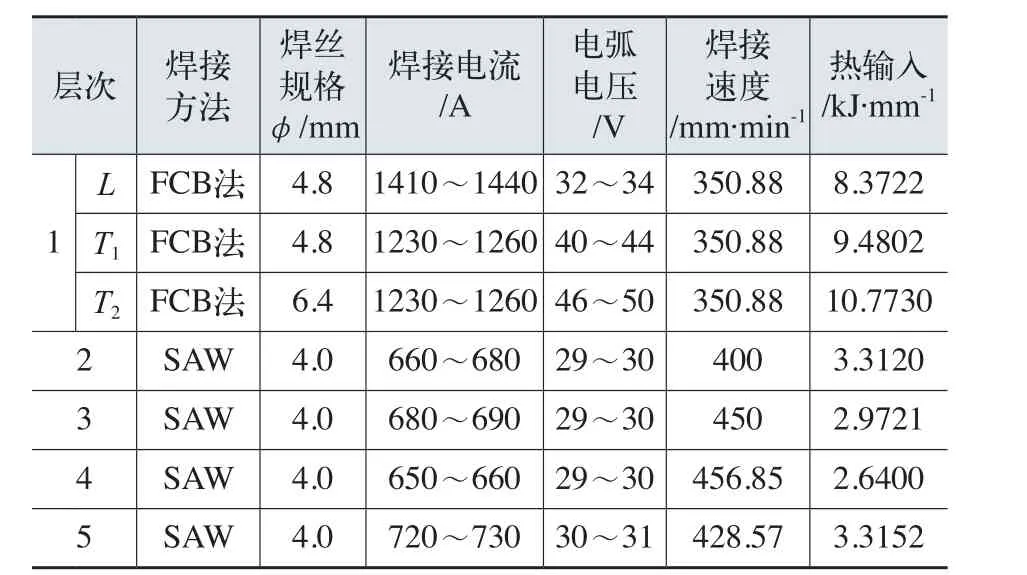
表3 FCB法+单丝埋弧焊焊接参数
4 焊接结果分析
(1)焊缝外观和无损检测 焊接结束后,对焊缝进行外观检查,发现焊缝表面成形均匀并平滑向母材过渡,无裂纹、焊瘤和咬边等焊接缺陷(见图4)。24h后进行超声波与磁粉检测,焊缝内部不存在任何缺陷。

图4 焊缝外观形貌
随后进行宏观金相分析、力学性能试验及硬度测试。焊缝断面宏观检查应显示完全焊缝、无裂纹。抗拉强度应不低于母材规定的最小抗拉强度;弯曲试样的受拉表面应不出现超过3mm的裂纹或其他裂纹(弯头直径4t,弯曲角度180°);低温冲击试验温度为-20℃,焊接接头平均冲击吸收能量≥34J。
焊接接头宏观样貌如图5所示,未发现裂纹和其他缺陷。

图5 焊接接头宏观样貌
力学性能试验结果见表4~表6,由此可知,拉伸试样断裂部位为母材,焊接接头抗拉强度均高于母材;弯曲试样未产生裂纹或其他缺陷,表明焊接接头连续、致密,塑性好;热影响区及母材的低温冲击性能均符合船级社规范验收标准。
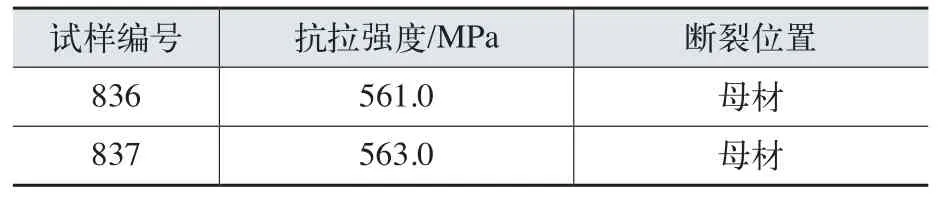
表4 拉伸试验结果

表5 弯曲试验结果
硬度测试点位置分布如图6所示,焊接接头硬度值见表7。由表7可知,接头硬度值均<350HV,满足规范要求。

图6 硬度测试点位置分布

表6 冲击试验结果

表7 焊接接头硬度值 (HV)
5 结束语
通过试验证明,49mm厚船用大厚度EH36高强度钢采用FCB+SAW焊接工艺方法后,各项性能试验结果优异,满足船级社规范要求。该工艺的成功开发,可充分利用流水线的自动化优势,并在公司系列40万t VLOC矿砂船中得到了成功应用,充分说明该工艺的可行性和实用性。在不增加硬件设施的同时,通过工艺改进和创新,充分利用现有资源,仍然可以大幅度地提高产品的建造效率,降低生产成本,因此在行业中具有较好的推广应用前景。
