含玻璃纤维空调风叶模具的热流道系统开发及应用
2020-11-03曾炬
曾 炬
(珠海格力电器股份有限公司,广东 珠海 519000)
0 引言
空调的制冷环节中,有2个零件发挥关键作用,一个是位于室外机上的轴流风叶[1],另一个是位于室内机上的离心风叶。高速运转的轴流风叶不断将室内产生的热量排出室外,而离心风叶将空调冷却的空气不断地输送室内。空调的噪音量取决于这2个零件高速运转下的动平衡系数。为了保证低的风叶动平衡系数,除了要求零件具有良好的结构性能外,还对模具的浇注系统有严格要求,要求各浇口必须平衡进料。由于风叶含玻璃纤维[2],材料硬度高,使用传统热流道系统容易磨损铍铜嘴芯和浇口,造成各浇口进料不一致、成型的零件动平衡不稳定现象。因此,针对含玻璃纤维的风叶,开发一款合适的热流道系统具有重要意义。
1 风叶零件成型
风叶零件(包括轴流风叶、离心风叶)是空调制冷的关键零部件,如图1所示,为保证风叶高速运转过程中的质量稳定性,必须保证风叶在高速运转试验环境下其动平衡系数低于0.5。风叶模具成型过程中,平衡进料是保障零件运行动平衡的关键。由于风叶零件的强度要求,对注射成型材料的选择也较严格,普通材料无法满足要求,必须使用高强度的材料,一般采用AS-GF20,即玻璃纤维增强AS材料,玻璃纤维是非结晶的无机增强纤维材料,其特征是在纤维方向的抗拉强度高[3]、材料硬、流动性差,容易磨损螺杆,导致螺杆崩角,形成铁屑,因此成型过程容易夹带铁屑。

图1 空调风叶零件
2 热流道系统介绍
模具采用普通流道会产生凝料,浪费成本,而热流道具有节约材料、生产自动化等优点[4-6],从成本方面考虑,热流道更受欢迎。热流道按结构区分,可分为针点式和针阀式[7]。针阀式热流道采用时序控制针阀开启和封闭,由于AS-GF20材料磨损阀针,且混在塑料熔体里的铁屑容易卡住阀针,造成浇注不顺,针阀式热流道不适用于风叶模具。风叶模具一般使用针点式热流道,如图2所示。针点式热流道包含主流道喷嘴、流道板、喷嘴三部分,其中主流道喷嘴连接注塑机喷嘴,注塑机料筒注入的熔体经过主流道喷嘴后进入流道板,再通过流道分流到各浇口,最后流入模具型腔。
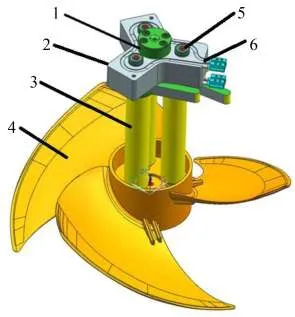
图2 风叶针点式热流道
根据塑料模设计规范[8],风叶热流道喷嘴前端设在定模镶件上,浇口形状通过数控加工中心与电火花放电加工形成,如图3所示,定模板硬度为30~35 HRC,注射AS-GF20一段时间后,浇口因硬度低会出现腐蚀磨损现象,导致进料量出现差异。当各叶片进料量不一致时,叶片运行时动平衡容易出现差异。
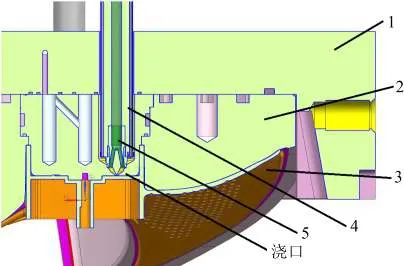
图3 风叶针点热流道浇口形状
传统喷嘴由本体、加热器、绝热壳体、嘴芯、绝热套等组成,如图4所示,其中嘴芯采用铍铜材料,由于铍铜具有良好的导热性,加热器产生的热量可以通过铍铜传递到浇口前端,使浇口前端保存热量,保证塑料熔体流动顺畅。但是铍铜材料耐磨性与耐腐蚀性一般,注射玻璃纤维材料时铍铜嘴尖腐蚀严重,当嘴尖消失时,浇口前端便会因热量传递不足而导致塑料熔体流动不顺畅。因此传统喷嘴不适合用于生产高质量要求的空调风叶。

图4 传统喷嘴结构
3 含玻璃纤维风叶模具的热流道系统
3.1 新型嘴芯
针对铍铜嘴芯受玻璃纤维影响腐蚀磨损的现象,特设计一款新型嘴芯,如图5所示,新型嘴芯由2种材料组成,前端为钨钢嘴芯,后端为铍铜垫子,采用铍铜+钨钢的嘴芯结构,同时将钨钢嘴芯出料孔设计成单孔大直径结构,解决了铍铜嘴芯易被铁屑堵塞的问题。
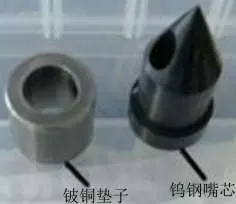
图5 新型嘴芯
钨钢也称为碳化钨钢结硬质合金[9-11],具有硬度高、强度高、耐磨、耐腐蚀等优良性能,但导热性差。由表1可知,钨钢的导热性约铍铜的1/5,若嘴芯部分都使用钨钢材料,加热器产生的热量难以通过钨钢传热到浇口前端,导致浇口位置的塑料熔体冷却快,影响其流动性。而铍铜具有良好的导热性,钨钢与铍铜相结合,既能保证嘴芯前端的耐腐蚀性与耐磨性,同时也保证塑料熔体不会因钨钢的过冷而滞留,提高塑料熔体的整体流畅性。
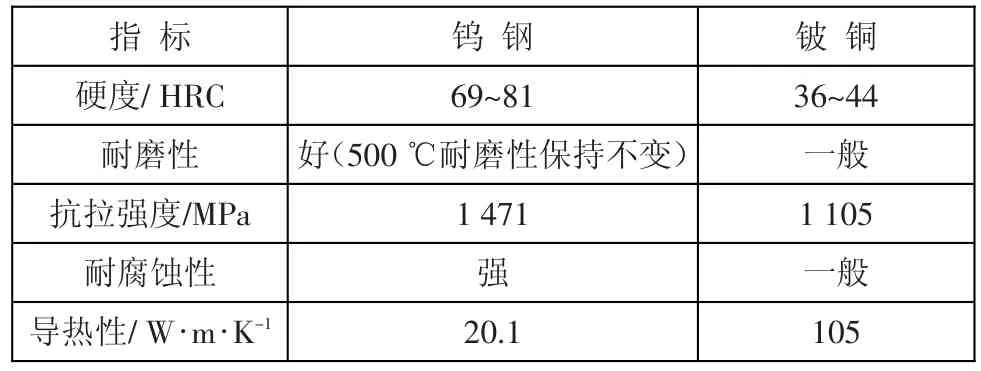
表1 钨钢与铍铜性能对比
3.2 3种结构嘴芯温度试验比较
将嘴芯分为3种:全铍铜嘴芯(即传统嘴芯)、铍铜+钨钢嘴芯(即新型嘴芯)、全钨钢嘴芯(即传统嘴芯采用钨钢),对不同嘴芯进行有限元热分析。将加热圈温度设定为230℃作为分析条件,考虑喷嘴与嘴芯之间存在热对流,设定对流参数为5×106W/(mm²·℃),喷嘴周围的模具冷却水路设定为25℃。3种材料的嘴尖温度结果如表2所示,在相同工况下,3种嘴芯嘴尖的温度不同,其中,全铍铜嘴芯温度传递效果最佳,热量损失最小,嘴尖温度为223℃;全钨钢嘴芯温度传递效果最差,热量损失最大,嘴芯的前端嘴尖部位温度为191℃;铍铜+钨钢嘴芯嘴尖温度介于两者之间。

表2 3种结构嘴尖温度
3.3 新型绝热套
针对传统喷嘴浇口因硬度不足导致磨损的问题,设计一款新型绝热套,如图6所示,设计成标准件,使用S136淬火加硬材料,对口部设置凸台并进行圆角处理,以降低浇口位置所受的应力。新型绝热套硬度为58~61 HRC,硬度高,浇口处不易磨损,尺寸稳定,同时喷嘴内部的半圆形凹坑作为塑料熔体的绝热仓,整体隔热效果更好,并对喷嘴前端的浇口区域起保温作用。传统绝热套保温功能差(见图4),传统结构喷嘴前端的半圆形凹坑,即绝热仓是由定模镶件组成,而定模镶件受模具冷却水路影响,凹坑中塑料熔体热量会被定模镶件带走,因此喷嘴前端温度下降严重,影响塑料熔体的流动性。
图6 新型绝热套
3.4 新型热流道系统生产效果
新型喷嘴是在传统喷嘴结构的基础上改良升级,如图7所示。新型热流道系统如图8所示,其浇口前端设计在绝热套上,解决了定模浇口易磨损的问题,另外定模镶件浇口不用加工成型部分,只需加工直孔,使定模加工简单。
传统的喷嘴生产风叶1 000模次,嘴芯和浇口已经出现轻微磨损,生产10 000次时,腐蚀磨损已经对风叶运行时动平衡产生影响,当生产20 000次时,已经无法满足技术要求,如表3所示。而新型喷嘴的嘴芯、绝热套更耐磨,生产20 000次还能继续使用,零件运行时动平衡满足技术要求。
图7 新型喷嘴结构
图8 新型热流道系统

表3 2种喷嘴生产风叶情况
4 结束语
将钨钢嘴芯和铍铜垫子相结合的新型嘴芯代替铍铜嘴芯、新型绝热套代替传统绝热套并运用于风叶模具热流道系统,经生产验证,可以解决嘴芯磨损、生产易被铁屑堵塞、进料不平衡的技术难题。空调风叶零件(包括轴流风叶和离心风叶)使用新型热流道系统后,无浇口凝料,节约材料成本,成型的叶片平衡性好、噪音小,合格率达到98%以上,提升了企业的竞争力。
