不锈钢复合板压力容器制作过程中错边量的控制
2020-10-30段晓健
段晓健
(山西阳煤化工机械(集团)有限公司,山西 太原 030032)
随着社会的发展、科技的进步,压力容器在化工、食品、医疗等方面得到了广泛的应用。因其使用工况、介质、压力等不同,所用的材料及规格也不相同。常用的材料可分为碳钢(碳素结构钢、低合金高强度结构钢、优质碳素结构钢等)、不锈钢、不锈钢复合板。不锈钢复合板由不锈钢板和碳钢复合而成,常见的复合方法有轧制复合、爆炸复合、爆炸轧制复合等[1]。不锈钢复合板集合了不锈钢板和碳钢板两种不同材料的特性,既有不锈钢耐腐蚀、耐磨、抗磁等性能,又有碳钢良好的可焊性、成型性、拉伸性、导热性等特点,在压力容器制造中得到了广泛的应用。不锈钢复合板压力容器制造过程中,错边量是最难的控制点之一。错边不仅会影响焊缝的外观,还会导致焊缝应力集中,直接影响压力容器的安全运行[2]。国家标准对不锈钢复合板错边量有严格的要求,GB150—2011规定“复合钢板的错边量不大于钢板覆层厚度的50%,且不大于2 mm”[3],比碳钢、不锈钢压力容器的要求严很多,尤其对于厚复合板容器,制作过程控制不好极容易出现错边明显及超差现象。
1 产生错边的原因分析
压力容器产品制作过程中,对口错边明显及超差现象常出现在筒节与筒节、筒节与锥体、筒节与封头等环缝焊接接头对口位置,纵缝焊接接头对口位置出现的情况较少[2]。对口错边明显及超差现象主要受以下几方面因素影响:一是对口位置筒节、锥体、封头等对接件的周长尺寸偏差大;二是筒体、锥体、封头成型时未控制好,造成局部棱角度明显、直边明显、圆度偏差大、端口翻边等现象;三是焊接操作不当导致焊缝位置外凸或内凹。
2 控制错边量的措施
不锈钢复合板压力容器制作过程中若想控制好筒节、锥体、封头等部件的对口错边量,需进行整体规划并安排好各部件的制作顺序。制作过程中需规范操作并及时掌握各部件的尺寸,出现尺寸偏差较大时要及时调整相关部件下料尺寸或合理调整部件的装配方向及位置,以控制好各部件间的对口错边量,避免对口错边超差现象的发生。
2.1 封头成型及控制
封头按照加工工艺一般分为整体成型和分瓣成型。整体成型常采用冲压、旋压、爆炸等成型技术,分瓣成型常用于大型厚壁压力容器封头的制作,常由一个较大的圆缺顶和几个弧形瓣组成,制作时先对圆缺顶和弧形瓣冷作冲压成型,之后再预制坡口,最后在胎体上装焊成型[4]。因封头制作工艺种类多,制作难度也很高,一般压力容器厂家常将封头外委至专业的封头厂家进行制作。选择合适的封头厂家对于封头的制作质量尤为关键,必要时可安排监造人员进行监造,对于封头成型有特殊要求时需重点把控。
2.2 进行整体排版
不锈钢复合板压力容器上下封头成型后存在尺寸偏差,为减少该尺寸偏差对产品制作的影响,在筒节、锥体等部件制作前,需根据上下封头尺寸进行整体排版,通过调整上下封头之间筒节、锥体等部件的尺寸将上下封头的尺寸偏差通过中间各部件逐渐过渡,使各对接部件间的尺寸偏差控制在比较小的范围内,避免对口错边明显及超差现象的发生。详见“3 整体排版和下料尺寸控制的示例说明”。
2.3 筒体下料尺寸的控制
不锈钢复合板筒节下料前,需考虑卷制延展量、组对间隙、焊接收缩量等因素的影响,并结合整体排版确定的理论尺寸最终确定其下料尺寸。
2.3.1 筒体下料经验公式
复合板筒体下料经验公式:
L下料=L理论-ΔL-nC1+nC2[5~7]
(1)
式中:L下料—最终下料尺寸,mm;L理论—整体排版确定的理论展开尺寸,mm;ΔL—筒体卷制延展量,mm;n—焊缝数量;C1—组对间隙,通常为2 mm左右;C2—焊接收缩量,通常为2 mm左右。
因C1≈C2,上式可简化为:
L下料=L理论-ΔL
(2)
2.3.2 卷制延展量经验公式
复合板筒体卷制延展量经验公式:
ΔL=Kπδn(1+δn/Di)[8,9]
(3)
式中:K—卷制系数(根据所卷筒体的规格、尺寸及材质,所用的卷制设备性能以及操作人员技能并集合实际操作情况来确定);δn为筒体的名义厚度mm;Di为筒节的内径mm。
因δn≪Di,δn/Di可忽略不计,上式可简化为:
ΔL=Kπδn
(4)
2.3.3 经验公式分析
根据公式(2)、(4),可知影响筒节下料的主要因素是整体排版确定的理论展开尺寸L理论和筒体卷制延展量ΔL,而ΔL主要受筒体名义厚度δn和卷制系数K的影响。
2.3.4K值的选取
因K值的影响因素较多,操作人员在不确定K值时,为避免因K值选取过大,导致筒体周长偏小明显的情况发生,可先选取比较保守的一个K值,进行首节筒节的试制,若卷制后筒体已基本成型,则后续校圆操作不会有明显延展,若卷制后筒体还存在明显的直边段时,需考虑后续校圆操作的延展量。通过试制确定好K值后再进行后续筒体的下料,如试制筒体周长比预想尺寸偏大明显,则需将差量割除后再进行后续焊接及校圆操作。
2.4 筒体成型控制
筒体成型控制对于控制产品错边量尤为重要,压力容器产品制作过程中常因筒体成型控制不好,导致筒体棱角度超差,甚至形成明显折棱和直边段,直接影响筒体组对时错边量的控制,往往错边明显及超差现象均出现在以上筒体成型的缺陷位置。
2.4.1 卷制设备的选用
为了控制好筒体成型,首先必须选择合适的卷制设备进行规范卷制。常见的卷制设备有对称式三辊卷板机、不对称式三辊卷板机、对称式四辊卷板机等。
2.4.2 卷制合口控制
筒体卷制合口时应尽量平齐,必要时可根据坡口形式留一定的反焊接变形量[10,11],如坡口为内坡则适当内凹,外坡则适当外凸,避免合口的焊接变形导致焊缝位置明显内凹或外凸。
2.4.3 校圆质量控制
筒体校圆时需拿筒体内样板或外样板对筒体成型情况进行测量,控制好筒体棱角度,避免产生折棱及直边段。
2.4.4 焊接过程控制
筒体合口焊缝焊接对于筒体成型及产品组对质量也非常重要。合口焊缝焊接操作不当常导致焊缝位置形成明显内凹或外凸[11],不仅影响产品的外观,还往往导致筒体组对后焊缝位置错边明显及超差。
2.5 锥体成型控制
锥体作为压力容器主要部件之一,其成型控制也非常重要。实际中常因锥体成型控制不好导致锥体小口偏大、大口偏小现象,进而导致锥体与其他部件组对后出现错边明显及超差现象。
2.5.1 下料留余量
为避免锥体成型后小口偏大、大口偏小现象的发生,在进行锥体卷制时需根据操作经验增加相应余量,锥体成型后若余量明显再将其割除。
2.5.2 两侧筒体后制作
锥体两侧的筒节在锥体成型后再进行下料卷制,其目的在于锥体成型后若存在小口偏大、大口偏小时可通过适当调整其两侧筒体尺寸以减小组对错边量。
2.6 组对质量控制
压力容器筒节、锥体、封头等部件的组对质量是错边控制最为关键的一步,前期部件成型的控制均是为组对工序做准备,即使各部件制作质量控制的再好,如果组对工序控制不好,依然会出现错边明显及超差现象。
2.6.1 组对前准备工作
组对前,需测量好筒节、锥体、封头等部件的周长尺寸,按照整体排版情况进行合理排序及组对。
2.6.2 组对时定位点控制
组对时,需精准定位0°、90°、180°、270°的定位点,使组对部件的错边量控制在较小范围内。
2.6.3 局部错边修整
出现局部位置错边明显时,可利用工装及千斤顶对所组对部件的局部进行修整,减少该位置的错边量。
2.7 其他控制措施
不锈钢复合板压力容器制作过程中,需及时记录各部件的尺寸,当有部件尺寸出现比较大的偏差时,需及时调整相关部件的下料尺寸,以减少各连接部件间的尺寸偏差,避免错边明显及超差现象的发生。
3 整体排版和下料尺寸控制的示例说明
为更好地对整体排版和下料尺寸控制进行说明,现以我公司为哈密广汇项目制作的一批复合板塔器为例,具体以“甲醇—水精馏塔”制作过程进行示例,该产品总长约49 850 mm,主要受压元件所用板材为S30403(固溶)+Q345R(热轧),图1为该产品的结构及整体排版示意图。
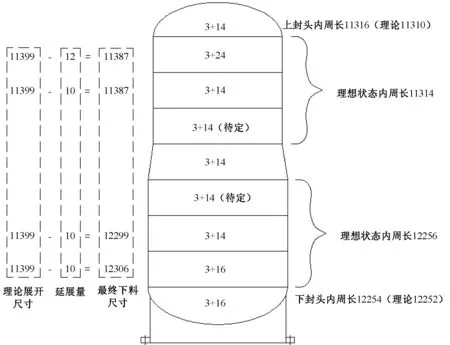
图1 “甲醇—水精馏塔”结构及整体排版示意图Fig.1 Structure and overall layout of methanol-water-distillation column
3.1 封头尺寸测量
该产品制作时首先外委进行了封头的制作,并在封头加工完成后测量了其上下封头的内周长(可通过测量其外周长和壁厚推算内周长),如图1所示,上封头内周长为11 316 mm,比理论尺寸大6 mm,下封头内周长为12 254 mm,比理论尺寸大2 mm,上下封头偏差值的平均值为+4 mm。
3.2 计算筒体、锥体等部件理想状态内周长
理想状态时,上下封头偏差量可通过其间筒节、锥体等部件的尺寸进行逐渐过渡调整。本示例产品上下封头内周长增大量相差仅4 mm,其间筒节、锥体部件理想状态的内周长尺寸为图纸理论尺寸和上下封头偏差值的平均值之和,即图纸理论尺寸+4 mm,具体数值见图1所示。当上下封头内周长偏差量相差较大时,需采用多个部件逐渐调整过渡。
3.3 计算理论展开尺寸
理论展开尺寸即筒节、锥体等部件的中径尺寸。根据理想状态各部件内周长尺寸和部件厚度计算得部件理论展开尺寸,对于筒节理论展开尺寸为理想状态内周长尺寸+筒体厚度×π。
3.4 筒体延展量的控制
复合板筒体卷制时,延展量是其最大的影响因素。根据该项目这批复合板塔器的制作经验,一般情况下,复合板厚度≤20 mm时,筒体延展量约10 mm;复合板厚度20~40 mm时,筒体延展量约12 mm;复合板厚度40~60 mm时,筒体延展量约14 mm。
3.5 确定筒体下料尺寸
根据筒体理论展开尺寸和筒体延展量,可确定筒体的下料尺寸,即下料尺寸=理论展开尺寸-延展量。为避免锥体成型后出现小口偏大、大口偏小的现象,与其连接的两段筒节在锥体成型后再进行下料。
3.6 控制效果
通过以上整体排版及下料尺寸控制,将该产品各对接部件间的理论尺寸偏差控制在比较小的范围内,有效避免对口错边明显及超差现象的发生。
4 结语
通过以上一系列不锈钢复合板压力容器错边量控制措施,我公司为哈密广汇项目制作的一批复合板塔器,错边量均得到了有效控制,未出现错边明显及超差现象。以上控制措施对不锈钢复合板压力容器的制作有指导意义,值得推广。
