基于PLC的螺杆挤出机控制系统
2020-10-29张军
张 军
(内江职业技术学院,四川省内江市 641199)
塑料具有物化性质稳定、价格低廉、质量轻、密度小、绝缘性好等优点,广泛应用在建筑、医疗、航天、农业等领域[1-3]。螺杆挤出机是用于热塑性塑料加工生产的主要设备之一,具有物料输送能力大、挤出量控制精确、物料混合均匀等优点,在塑料加工生产领域被广泛使用[1-3]。现有挤出机控制系统大多采用单片机或工控机进行逻辑控制和数据采集,控制系统稳定性较低,不能保证挤出机的连续运行。挤出机控制系统主要由主控制器、人机交互系统、外围仪表以及执行机构等组成,主要作用是通过主控制器完成逻辑控制、伺服电机驱动,输出满足工艺要求的电机转速和功率,并完成外部传感器(如温度、压力)的采集,以实现整个螺杆挤出机系统的自动控制。
可编程控制器(PLC)具有可靠性高,抗干扰能力强,硬件配套齐全,功能完善,适用性强等特点[4-9],广泛应用于复杂的工业控制领域。为了保证螺杆挤出机控制系统的稳定可靠运行,实现自动化控制和数据的实时采集,本工作设计了一款以日本松下公司的FP-XC60R型PLC为控制核心的螺杆挤出机控制系统,通过PLC完成螺杆挤出机的逻辑自动控制程序,通过松下公司的模拟量采集模块实现外部传感器数据采集。为了解决传统比例积分微分(PID)控制方法自适应能力差的缺陷,设计了模糊PID自适应控制方法,并通过仿真验证该控制系统的有效性和可靠性。
1 螺杆挤出机架构
螺杆挤出机主要由进料系统、驱动系统、温控系统以及真空系统等组成,结构示意见图1。螺杆挤出机工作时,物料通过进料系统进入挤出机,在螺杆带动下进入到料筒,料筒中的物料在加热系统的作用下不断被融化成流体状态,流体在螺杆的带动下均匀分散在料筒内部,并随着螺杆的旋转不断向前运动,最终流体被传送到末端模具内腔中,加工成具有一定形状的塑料制品。
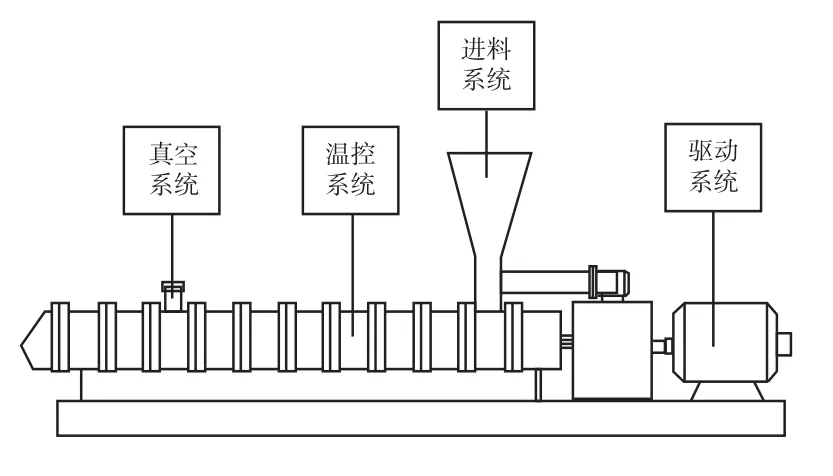
图1 螺杆挤出机结构示意Fig.1 Structure of screw extruder
2 螺杆挤出机硬件结构
为了实现螺杆挤出机控制系统的稳定性和可编程性,采用松下公司的FP-XC60R型PLC作为螺杆挤出机的控制核心,并结合伺服驱动器实现挤出机工作过程的自动控制,通过高速脉冲输出端口实现伺服电机的速度和位置精确控制。通过PLC的数字量输入和输出端口实现挤出机料筒的加热,由PLC模拟量采集模块实现温度和压力等模拟量值的采集,并结合智能PID控制算法实现闭环自动控制。
2.1 PLC系统组成
PLC作为主控制单元,主要实现挤出机的电机驱动控制、料斗下料控制、料筒加热控制以及冷却装置控制,控制系统结构示意见图2。
控制单元选用的FP-XC60R型PLC采用交流电,电压为100~240 V,拥有32点24 V DC输入,继电器输出电流为28点2 A,程序容量为32 kB,并配备了USB通信端口。该款PLC通过在插槽中安装一个通信模块,利用RS-485串口与触摸屏实现数据交换,并预留一个RS-485接口作为上位机监控系统。PLC配置了4轴的脉冲输出功能,并内置于控制单元本体中,通过该脉冲输出功能实现螺杆挤出机伺服电机的转速和位置控制。
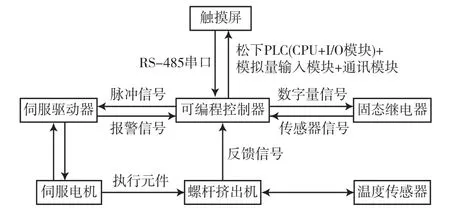
图2 控制系统结构示意Fig.2 Structure of control system
模拟量采集模块选用AD8型,该模块主要负责螺杆挤出机温度数据采集,能够实现8路模拟量数据采集。内部配备了平均滤波算法,从采集值中删除最大值和最小值,并计算8次转换值的平均值,从而保证了模拟量采集的精确性。
通过PLC自带的输入和输出端子实现对料斗的开关、冷却装置以及伺服驱动器的控制。温度采集传感器将温度数据传送到AD8型模块中,通过智能PID控制算法实现挤出机温度的闭环自动控制。PLC脉冲输出端口实现对挤出机电机的控制。
2.2 伺服驱动系统
螺杆挤出机驱动系统选用松下公司的A5系列伺服电机,控制原理见图3。通过PLC脉冲输出端口发出脉冲频率和脉冲数量实现伺服电机的速度和位置精确控制。同时,编码器反馈的信息传送到CPU进行判断分析,从而形成闭环控制。
3 螺杆挤出机软件设计
螺杆挤出机软件采用模块设计,以方便程序可读性和可修改性。系统运行前,首先启动润滑泵,润滑完成后,通过触摸屏将温度目标值、伺服电机运行参数、自动/手动参数传送到PLC中,为系统运行做准备。当螺杆挤出机电源接通后,PLC通过初始输出控制加热器对料筒进行预热,伺服电机和辅助下料电机在预热期间均处于停止状态。当料筒加热温度达到目标值且料斗测料传感器检测到信号后,启动伺服电机以及辅助下料电机。螺杆挤出机控制系统软件流程示意见图4。
采用PID控制方法实现螺杆挤出机温度的精确控制。通过温度传感器实时采集料筒温度,并将此温度与设定的螺杆挤出机目标温度进行对比,由此对比结果对PID输出值进行调节。
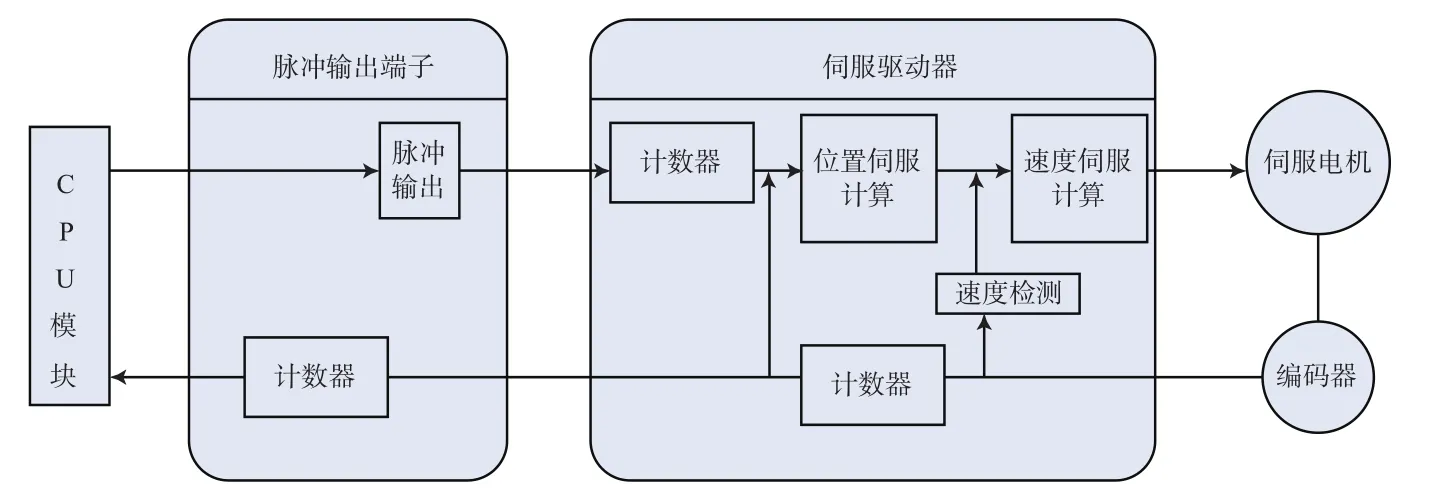
图3 伺服驱动系统Fig.3 Servo driving system
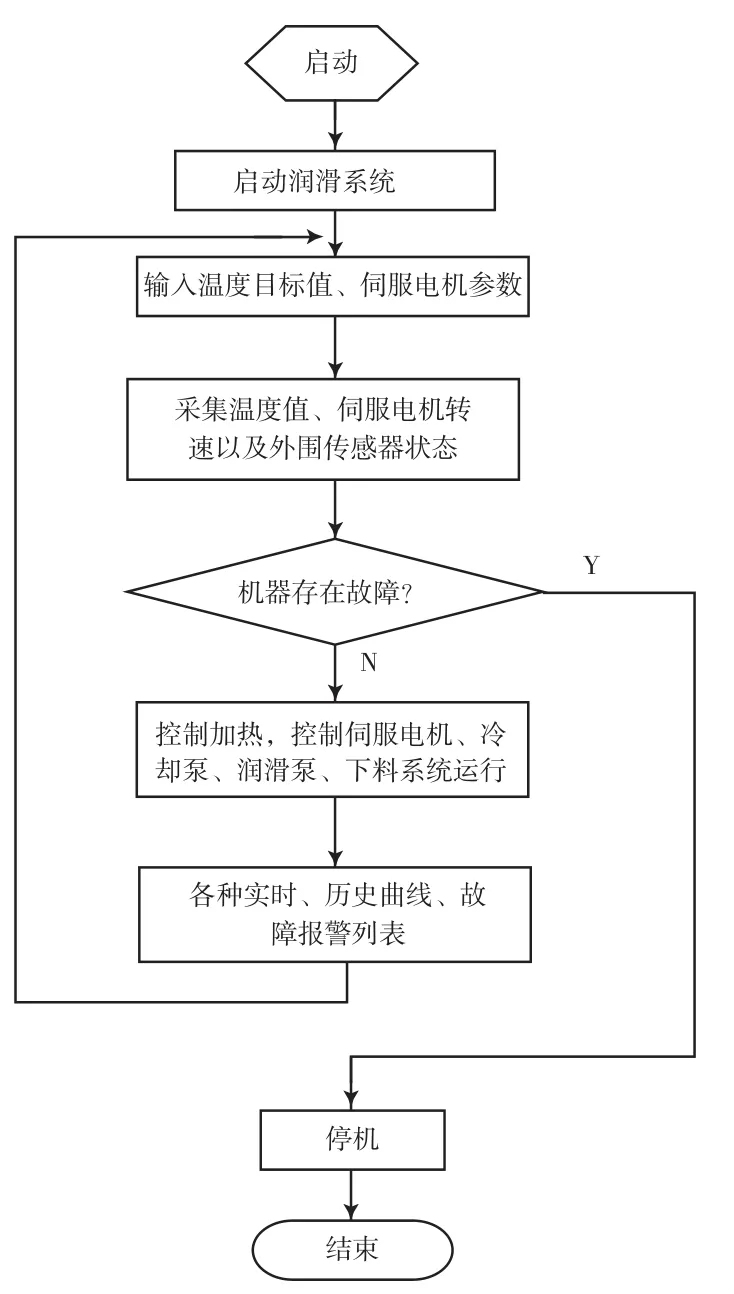
图4 螺杆挤出机控制系统软件流程Fig.4 Process of control system software in screw extruder
对于PID控制器,以螺杆挤出机温度设定值r(k)与温度实际采集值y(k)的偏差e(k)作为输入,见式(1)。

其输出u(k)可表示为式(2)。

式中:Kp为比例系数;Ki为积分系数;Kd为微分系数。
常规增量式数字PID控制算法可描述为式(3)。

式中:Δu(k)为PID控制器输出增量。
4 实验验证
选择东莞市宝轮精密检测仪器有限公司的BL-6177-B型螺杆挤出机为实验平台,采用PID控制方法,设定温度为260 ℃,实时监控螺杆挤出机料筒温度并记录。从表1看出:采用该控制系统能够将螺杆挤出机温度误差控制在±0.4 ℃以内,该温度完全能够满足螺杆挤出工艺要求。在实验过程中,该控制系统能够保障螺杆挤出机持续稳定运行,说明该控制系统拥有较高的稳定性和可靠性。
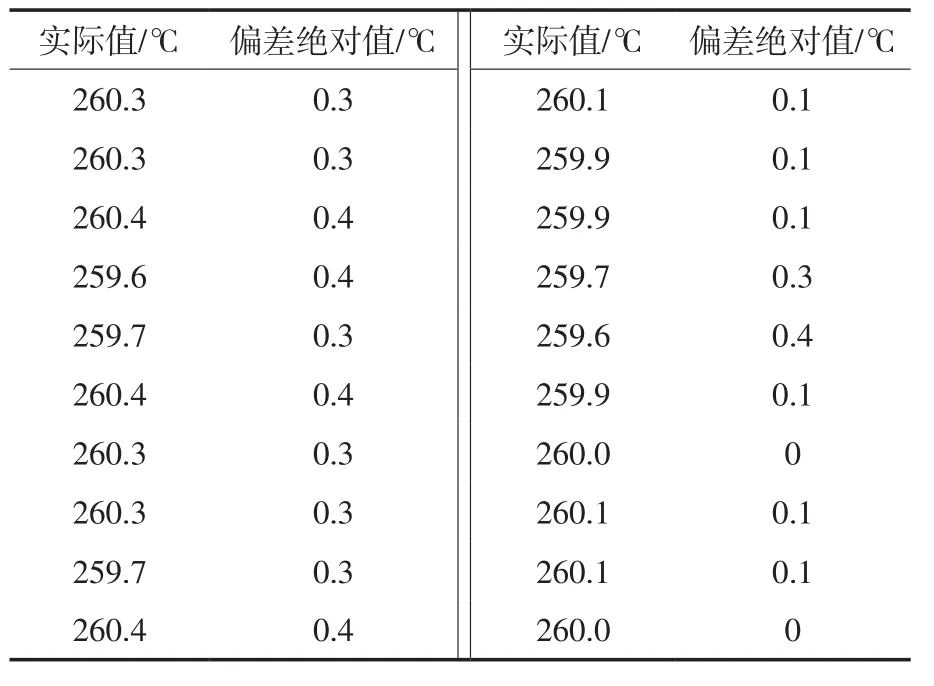
表1 实验结果Tab.1 Experimental results
5 结论
a)设计了一款抗干扰能力强、可编程性强的基于PLC的螺杆挤出机控制系统。
b)通过PLC实现螺杆挤出机的数字量输入输出控制、模拟量数据采集、伺服电机转速和位置控制等。
c)在硬件结构基础上,采用模块化思想对控制系统软件进行了设计,并结合PID控制算法实现对螺杆挤出机温度的精确闭环控制。
d)该控制系统能够实现螺杆挤出机持续稳定可靠运行,并将料筒温度误差控制在±0.4 ℃以内。
