三通管锻模设计
2020-10-19刘桂荣包头职业技术学院
文/刘桂荣·包头职业技术学院
齐巧玲·内蒙古北方重工业集团铸锻公司
三通管是各种液压部件的重要零件,毛坯必须用锻造的方法制成,三通管的结构如图1所示,它是典型的管类锻件,重量为0.18kg,材料为25#钢,25#钢加热后具有较好的流动性。

图1 三通管的零件图
三通管冷锻件图的绘制
为了简化锻件形状,该零件内部孔径不予锻出。根据锻件的精度等级、材质和重量,查表确定了相应的加工余量和公差,绘制出如图2 所示的三通管锻件图。
三通管工艺方案的制定
该锻件为小型管类锻件,一共有两种方案可供选择。第一种方案是一模一件,管类锻件不需要设置制坯型槽,加热坯料后,直接在终锻型槽中成形,该工艺方案的优点是模具结构简单,缺点是生产效率低、原材料利用率低,每个锻件消耗0.2kg 的钳夹头。一套模具可以生产8000 个锻件,单个锻件的成本是10.8 元。第二种方案是一模两件,锻件成形后用切断型槽将两锻件分开,该方案的优点是生产效率高、材料利用率高,两个锻件一共消耗0.2kg 的钳夹头。缺点是模具结构相对复杂,但是一套模具可以生产16000 个锻件,单个锻件的成本是8.6 元,显然第二种方案生产三通管锻件是最优的。
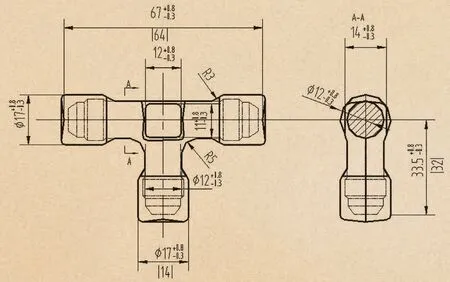
图2 三通管的冷锻件图
三通管锻造模具设计
三通管锻模的结构设计
三通管锻模的上模和下模上均设有燕尾和起重孔,燕尾用于将模具连接到设备上,起重孔用于起吊模具;在上模和下模的外部对角处设有互相匹配的锁扣,防止上、下模错位;在上模和下模分别设有三个独立的型槽,分别是滚挤型槽、终锻型槽、切断型槽,滚挤型槽由两个对称的圆弧型腔通过过渡颈连接构成,切断型槽设置在上模和下模的一个角部,由切断刃口构成,终锻型槽由终锻型腔、飞边构成,飞边由飞边桥和飞边仓构成,飞边环绕在成形型腔的周围,用来容纳多余的金属,终锻型腔由两个对称设置的单三通管成形腔对接构成,终锻型槽的钳口与飞边仓连接,钳口是夹持空间,为了锻造时取送锻件,在上模和下模的合模处,加工有检验角作为加工型腔的画线基准,模具结构图如图3 所示。
模具终锻型槽设计
终锻型槽依据热锻件图进行加工,热锻件图在冷锻件图的基础上加了3%的收缩量。热锻件图如图4所示。

图3 三通管模具结构图

图4 热锻件图
飞边槽设计
飞边环绕在三通管终锻型槽的外部,根据锻件体积Vd=117197mm3、 锻件重量Gd=Vd×ρ=117197 ×7.85×10-6=0.92kg、锻件水平投影面积S=4190 mm2、锻件周长Pd≈294mm、锻件长度Ld= 65mm,查表设计锻件的具体尺寸如图5 所示。
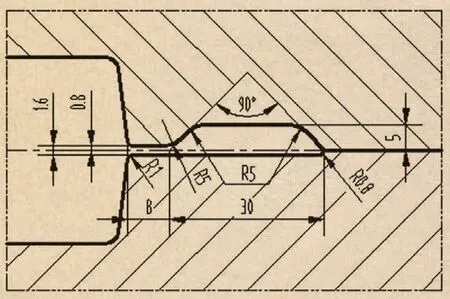
图5 飞边
滚压型槽设计
根据对称锻件的长度、锻件与飞边截面积,绘制毛坯截面图,型槽长度L=(118+19)mm、中心距L=118mm,型槽高度h 简化为光滑曲线,型槽的尾部尺寸查表确定。最后绘制的滚压型槽如图6所示(模具结构的A-A 剖视)。
切断型槽设计
三通管采用后切刀,由《前后切刀尺寸表》查得,刃口宽度B=50mm,刃口深度h=40mm。设计的切断型槽如图7 所示(模具结构的B-B 剖视)。
锻模材料及加工要求
锻模选用的材料为5 C r M n M o,热处理硬度为45 ~50HRC,加工精度取IT9 级。
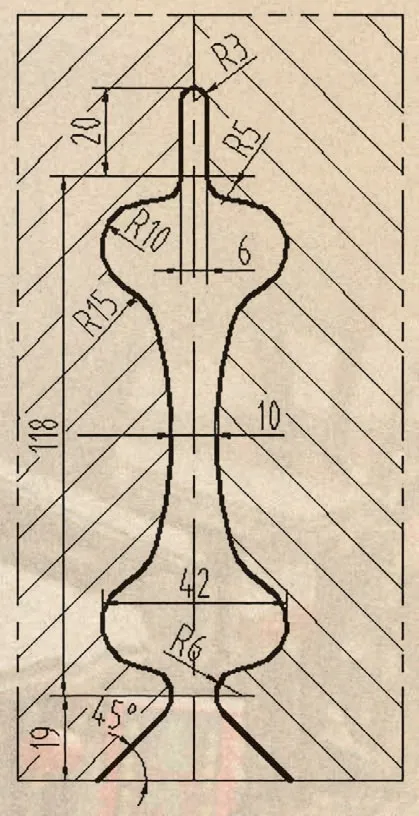
图6 滚压型槽

图7 切断型槽

图8 三通管实物
生产验证
模具加工完成后,试模生产出的合格锻件如图8 所示。经验证可知,该模具生产效率较高,一小时可以生产大约120 个锻件;一模两件的设计使每生产2 个锻件就可以节省一个钳夹头,材料的利用率从40%提高到48%。
结束语
该套模具采用滚挤型槽制坯,终锻型槽一模成形两件,切断型槽将两件单独分开的设计方案,在满足锻件成形要求的基础上,提高了材料利用率,且单独的定位机构有效避免了上、下模的错模,进一步提高了锻件精度,这在小锻件设计上具有借鉴意义。
