Cu–(Fe–C)合金中Fe–C相的固态转变对其摩擦磨损行为及机理的影响
2020-10-12任浩岩解国良刘新华
任浩岩,解国良,刘新华✉
1) 北京科技大学新材料技术研究院,北京 100083 2) 北京科技大学材料先进制备技术教育部重点实验室,北京 100083 3) 北京科技大学新金属材料国家重点实验室,北京 100083✉通信作者,E-mail:liuxinhua@ustb.edu.cn
Cu合金具有良好的自润滑、导热和耐腐蚀性能,在摩擦磨损领域受到广泛关注[1−3],主要应用于铜基刹车片材料及电接触材料[4−10]. 其中,Cu–Fe合金由于弥散强化,可显著提高材料力学性能,并且成本低廉而受到青睐. Cu合金的磨损主要是由于摩擦表面产生高温,表面的微峰产生冷焊的焊点,造成表面的大塑性变形和黏着磨损. 加入一定量的Fe元素可以提高材料抵抗塑性变形的能力,减少磨损,但Fe对Cu合金的耐磨性提升有限[8].
目前在Cu–Fe系合金耐磨性研究中,有研究者通过引入硬质的第二相颗粒(如SiO2、SiC)来提高合金的耐磨性,但这种材料的制备方法多局限于粉末冶金[11−13],成本较高. 为此有研究者尝试了通过熔铸的方法在Cu–Fe合金中加入C元素,Fe元素可与C元素结合生成硬度较大的Fe–C相,这种方法不仅引入了硬质的第二相还可以降低成本,是一个重要的发展方向. 但目前对Cu–Fe–C合金的研究主要集中在冷变形过程中组织性能的演变方面[12],而对于Cu–Fe–C合金在热处理过程中Fe–C相相变的研究还很少,然而热处理过程会对Cu–Fe–C合金中Fe–C相产生显著影响,是Cu–Fe–C合金制备过程中的关键环节,因此本文对热处理过程中Cu–Fe–C合金中的Fe–C相相变进行了系统的研究,进而实现了对材料耐磨性能的调控,这一研究对材料的摩擦磨损性能设计和调控具有重要的参考价值.
1 实验
1.1 实验材料
采用真空熔炼技术制备了Cu–3Fe–0.18C合金. 实验原材料为:纯度为99.97%的电解铜,Fe–6C中间合金. 为了研究热处理温度对Cu–(Fe–C)合金组织性能的影响,取 ϕ80 mm×30 mm 圆片在850 ℃ 下固溶 4 h,然后进行热轧,轧至 10 mm 后冷轧轧至6 mm,以细化晶粒. 在冷轧板上取4个样品进行热处理,具体热处理工艺为:淬火(850 ℃保温 1 h 水淬),淬火+低温回火(850 ℃ 保温 1 h 水淬+200 ℃ 保温 1 h 空冷),淬火+中温回火(850 ℃保温 1 h 水淬+400 ℃ 保温 1 h 空冷),淬火+高温回火(850 ℃ 保温 1 h 水淬+650 ℃ 保温 1 h 空冷). 对热处理后的样品进行摩擦磨损实验.
1.2 实验方法
光学显微镜(OM)在 Nikon ECLIPSELV15O型金相显微镜上进行. Fe–C相形貌观察采用成分为“1 mL 浓硝酸+99 mL 酒精+100 mL 去离子水”的试剂对试样进行腐蚀处理,组织观察采用成分为“5 g FeCl3+20 mL 浓盐酸+120 mL 去离子水”的试剂对试样进行腐蚀处理. 摩擦磨损实验在多功能摩擦磨损试验机PLINT–TE92上进行,载荷为50 N,速度为 500 r·min−1. 对不同状态的合金和纯铜分别对磨 30 s,1 min,2 min,5 min,采用失重法测磨损率. 利用带有能谱仪(EDS)的 ZeissAuriga聚焦离子束场发射电子扫描显微镜(SEM)观察Fe–C相形貌、摩擦表面形貌以及摩擦试样纵截面. 利用三维白光干涉表面形貌仪观察摩擦表面形貌. 在HXD–1000T显微硬度计上对试样进行硬度测试. 采用DSC法测淬火态合金在室温加热至 650 ℃ 过程中的 相 变点. 采 用 Nano Indenter II纳米力学探针检测析出相硬度;采用MTS万能实验机测试材料的力学性能,拉伸试样加工及拉伸实验依据GB/T 228—2002《金属材料室温拉伸实验》.
2 实验结果
2.1 显微组织
C元素在Cu基体里几乎没有固溶度,在Fe里有较大的固溶度,因此C元素主要存在Fe相中.Cu–(Fe–C)合金铸态组织照片如图 1(a)、(b)、(d)所示,在Cu基体上弥散分布着微米级和纳米级的Fe–C相,由于 Fe–C相熔点较高,所以在Cu基体凝固前金属液中就存在Fe–C相颗粒,当温度降至金属液熔点以下,基体凝固,这些颗粒在基体中形成了微米级的Fe–C相. 随着温度的进一步降低,Fe元素在Cu基体中的溶解度降低,Fe原子从基体中析出形成纳米级析出相. 为了更清楚地分析Fe–C相结构,对铸态合金进行了EDS能谱分析(如图 1(d)及表 1 所示). Fe–C 相有一个黑色圆形核心,直径约2 μm,通过能谱分析为石墨,在石墨核心周围是片层状结构,直径约6~10 μm,通过能谱分析该区域由Fe–C–Cu构成,由于基体是铜,能谱中Cu的信号来源于基体,点2处Fe、C原子比接近3∶1,所以该区域中含有类似于渗碳体(即Fe3C)的合金相,推断该区域可能为珠光体. 经过热轧和冷轧后的组织如图1(c)所示,采用截线法统计了铸态组织和冷轧后的晶粒度,铸态组织平均晶粒尺寸为92 μm,冷轧后组织平均晶粒尺寸为44 μm,基本达到了细化晶粒的目的.

表 1 图 1(d)中 1,2,3 点的 EDS 结果Table 1 EDS results of Points 1,2,3 in Fig. 1(d)
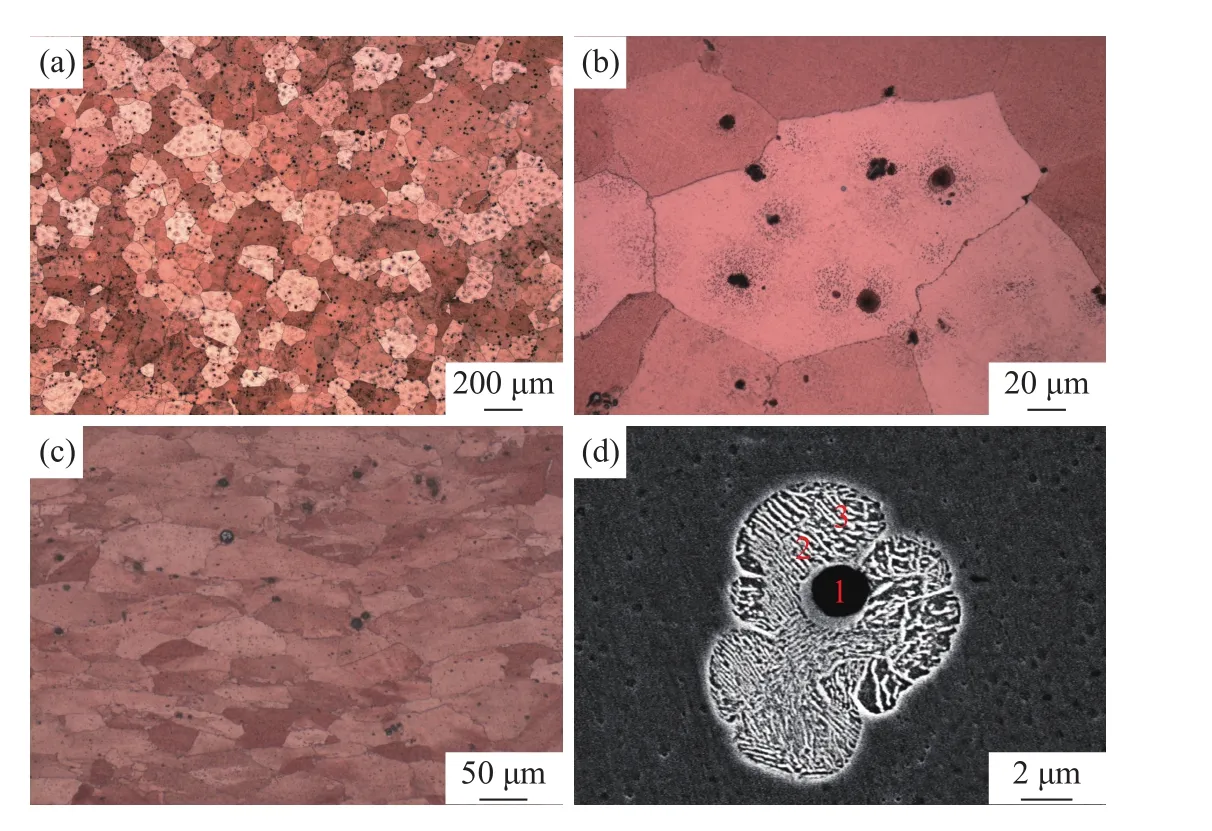
图1 Cu–Fe–C 合金的铸态组织. (a)低倍光学显微镜照片;(b)高倍光学显微镜照片;(c)晶粒细化后的组织;(d)SEM 图像Fig.1 As-cast structure of Cu –Fe–C alloy: (a) low power optical microscope photos; (b) high power optical microscope photos; (c) grain refined structure; (d) SEM image
对合金进行淬火和不同温度的回火处理,其显微组织如图2所示. 合金中的Fe–C相经淬火处理后产生了相变(图2(a)),其内部产生大量取向随机的针状结构,这种相变与高碳钢中的马氏体相变很类似. 对淬火态合金分别进行200、400和650 ℃ 回火 1 h 处理,回火后的组织如图 2(b)、(c)、(d)所示. 由文献 [14]可知,高碳钢中的马氏体在200 ℃回火时发生马氏体分解,形成由低碳
的α相和弥散ε-碳化物组成的回火马氏体,在显微镜下呈黑色针状. 马氏体在400 ℃回火时淬火马氏体完全分解同时发生碳化物的转变,ε-碳化物转变为θ-碳化物(即渗碳体Fe3C),α相仍然保持针状外形,θ-碳化物为细粒状分布于α相附近,这种由针状α相和细粒状渗碳体组成的机械混合物叫做回火屈氏体. 马氏体在650 ℃回火时发生渗碳体的聚集长大和α相的回复、再结晶,由等轴的铁素体颗粒和颗粒状渗碳体组成的机械混合物叫做回火索氏体. 图 2(b)、(c)、(d)中析出相的形貌特征与高碳钢中的马氏体回火转变的特征基本一致,为了确定合金中的Fe–C相是否发生了相变,对淬火态合金进行了DSC分析,测试结果如图3所示. 结果显示,淬火态合金在81.69、232.89和490.23 ℃有明显的吸热和放热峰,而高碳钢的回火转变温度为 80~170 ℃,250~300 ℃ 和 450~600 ℃,因此可以确定Cu–(Fe–C)合金中的Fe–C相发生了与高碳钢类似的固态转变.

图2 Cu–(Fe–C)合金热处理后的 SEM 像. (a)淬火态;(b) 200 ℃ 回火态;(c) 400 ℃ 回火态;(d) 650 ℃ 回火态Fig.2 SEM image of Cu–(Fe–C) alloy after heat treatment:(a) quenched;(b) tempered at 200 ℃;(c) tempered at 400 ℃;(d) tempered at 650 ℃

图3 淬火态 Cu–(Fe–C)合金 DSC 测试结果Fig.3 DSC test result of quenched Cu–(Fe–C) alloy
2.2 力学性能
利用显微硬度仪和室温拉伸试验机测淬火和不同温度回火的Cu–(Fe–C)合金的硬度和强度,其结果如图4所示. 合金的力学性能测试结果表明,Fe–C相回火过程中发生的固态转变,对材料的力学性能可能产生影响. 从图中可以看出淬火态强度和硬度为 279 MPa 和 74 HV,经 200 ℃ 回火1 h后强度和硬度有所下降. 随着回火温度的提高,合金的强度和硬度有所上升,600 ℃回火的强度和硬度值最大,回火温度升到650 ℃时,强度和硬度略有降低,随着回火温度升高,Fe–C相的硬度降低,Fe–C相与铜基体界面结合强度升高,另外Fe元素在Cu基体中的溶解度降低导致部分Fe原子析出,合金的强度和硬度是这三方面因素综合作用的结果. 合金淬火后Fe–C相发生马氏体相变,马氏体相变是无扩散型相变,通过切变产生,同时产生淬火应力,这就导致Fe–C相与Cu基体的界面结合强度降低. 合金在200 ℃回火时,淬火产生的应力得到释放,导致强度和硬度下降. 随着回火温度升高,Fe–C相与基体间的结合强度提高,同时部分Fe原子析出产生析出强化,在550~600 ℃强度和硬度达到峰值,随后在650 ℃下回火时,由于纳米级析出相的回溶导致基体强度和硬度下降,因此合金的力学性能略有下降.

图4 不同回火温度下 Cu–Fe–C 合金的抗拉强度和硬度Fig.4 Tensile strength and hardness of Cu –Fe –C alloy at different tempering temperatures
虽然不同温度的回火处理对合金的力学性能有影响,但强度和硬度的变化幅度都不大,强度和硬度的提升分别为 28 MPa和 15.3 HV,因此有必要对析出相进行更微观的力学性能测试.
采用纳米力学探针检测Fe–C相的硬度如图5所示,揭示了不同状态Cu–(Fe–C)合金中Fe–C相纳米硬度变化规律. 可以看出,铸态下Fe–C相的硬度为 2.9 GPa,淬火后硬度上升到 9.4 GPa,200 ℃回火后的纳米硬度为7.8 GPa,400 ℃回火后纳米硬度进一步下降至4 GPa,650 ℃回火后的纳米硬度为 3.5 GPa. 由文献 [15−16]可知,钢中马氏体的纳米硬度为 6~16 GPa,这与淬火态 Cu–Fe–C 合金中的Fe–C相纳米显微力学探针测量值基本吻合. 根据文献[15]可知在200 ℃下回火时,发生马氏体分解形成回火马氏体,回火马氏体相较于淬火马氏体纳米硬度有所下降,这是由于马氏体分解过程中马氏体的含碳量降低,基体的晶格常数c逐渐减小,晶格常数a增大,正方度c/a减小,所以晶格畸变减小,硬度降低. 在400 ℃下回火时,形成回火屈氏体,碳化物与母相间的共格关系被破坏,导致Fe–C相纳米硬度直线下降. 在650 ℃下回火时,发生渗碳体的聚集长大和α相回复、再结晶,所以纳米硬度进一步下降.
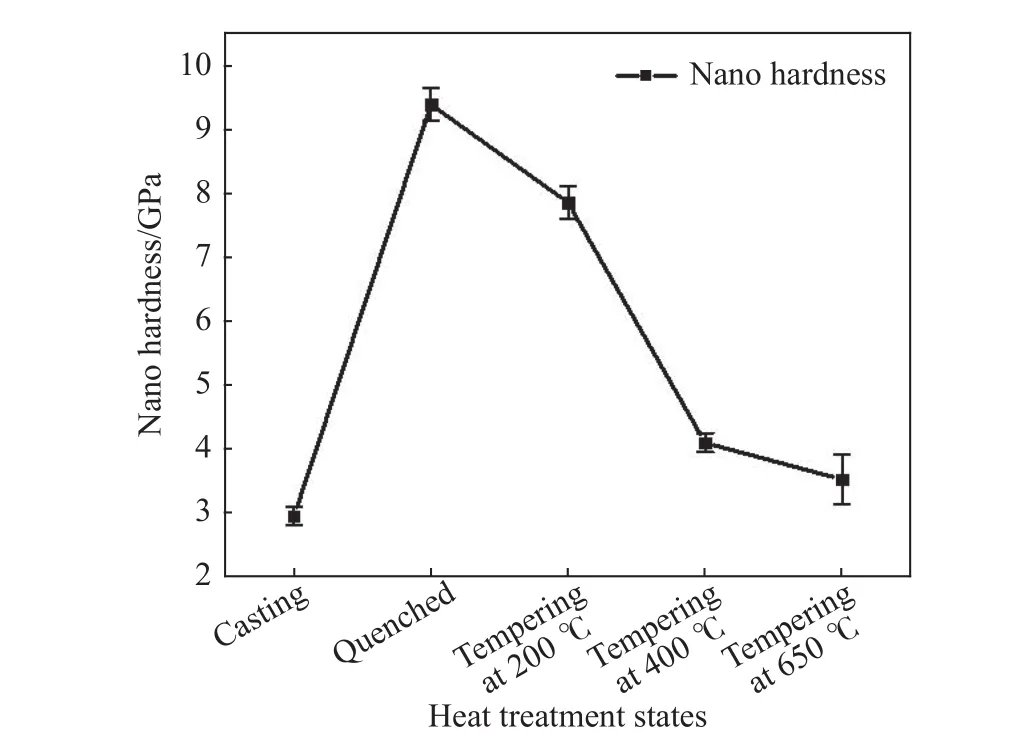
图5 不同回火温度下 Fe–C 相的纳米硬度Fig.5 Nano-hardness of Fe–C phase at different tempering temperatures
2.3 断口分析
为了更好的理解不同热处理状态下Cu–(Fe–C)合金的断裂方式,进行了断口分析. 图6为不同条件下Cu–Fe–C的SEM拉伸断口形貌. 从图中可以看出,经过淬火和回火处理的合金都具有韧性断裂的特征,但是断口形貌也存在一些差异.图6(a)为淬火后的断口形貌,从图中可以看到在断口上分布很多大韧窝,韧窝各自独立,没有连成一片,除了可以观察到大韧窝外,还可以看到在韧窝周围有大量解离面. 与淬火态合金相比,200 ℃回火后的断口(图6(b))上的小韧窝变多,解离面变小,说明在200 ℃回火后,淬火应力释放,Fe–C相与基体间的界面得到改善. 400 ℃回火 1 h后(图6(c)),断口上已经观察不到解离面,大韧窝的数目也比较少,小韧窝分布均匀且密集. 650 ℃回火后(图 6(d)),相比 200 ℃ 和 400 ℃ 回火态合金,大韧窝数目显著增加,深度变深,可明显观察到撕裂脊,说明材料的塑性变好.

图6 不同状态 Cu–Fe–C 合金拉伸断口形貌. (a)淬火态;(b) 200 ℃ 回火态;(c) 400 ℃ 回火态;(d) 650 ℃ 回火态Fig.6 Tensile fracture morphology of Cu–Fe–C alloys in different states:(a) quenched;(b) tempered at 200 ℃;(c) tempered at 400 ℃;(d) tempered at 650 ℃
为了更好的理解合金中裂纹的扩展方式,对拉伸断口的纵截面进行了观察(图7). 淬火态合金拉伸断口纵截面(图7(a))上可以看到明显的裂纹,通过EDS分析发现裂纹中含有Fe、C元素,所以裂纹是在Fe–C相附近产生并扩展的. 200 ℃回火态合金(图7(b))断裂位置附近仍然可以观察到 Fe–C 相的存在. 400 ℃ 回火态合金(图 7(c))断裂位置位于铜基体上,Fe–C相附近没有发现裂纹产生. 650 ℃ 回火态合金(图 7(d))断口附近的Fe–C相与基体沿着拉伸方向发生协同变形,裂纹的产生与扩展都是在铜基体上. 裂纹的产生与扩展的发展规律与断口的相貌变化规律基本吻合.由于马氏体相变属于切变型相变,淬火态合金中Fe–C相与基体间的结合界面较差,因此淬火态合金断口上可以观察到解离面的存在. 经200 ℃回火后,淬火应力得到释放,结合界面略有改善,但由于Fe–C相硬度较高,界面处易产生应力集中而开裂,所以仍然可以观察到解离面的特征. 400 ℃和650 ℃回火后Fe–C相硬度大大降低,结合界面也得到改善,Fe–C相可以与基体发生协同变形,结合界面上不易产生应力集中,结合界面由于Fe元素的扩散而强度比基体强度高,所以容易在铜基体上发生断裂,断口只能观察到韧窝等塑性变形的特征.
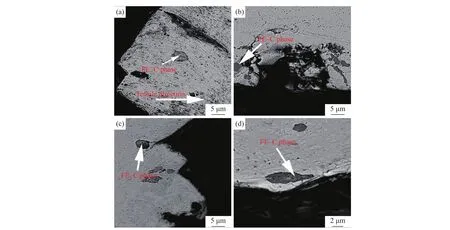
图7 不同状态 Cu–(Fe–C)合金拉伸断口纵截面形貌. (a)淬火态;(b)200 ℃ 回火态;(c)400 ℃ 回火态;(d)650 ℃ 回火态Fig.7 Longitudinal section morphology of tensile fracture of Cu–Fe–C alloys in different states: (a) quenched; (b) tempered at 200 ℃; (c) tempered at 400 ℃; (d) tempered at 650 ℃
2.4 摩擦磨损行为
图8显示了不同状态Cu–(Fe–C)合金和纯铜的磨损率. 从图中可以看出,淬火和回火处理对合金磨损率有明显的影响. 淬火态和200 ℃回火态合金磨损率低于纯铜,这两种状态的合金随磨损时间的延长,磨损率总体上呈上升趋势,但磨损率变化不大. 400 ℃ 和 650 ℃ 回火态合金在磨损 1 min内磨损率低于纯铜,但随着磨损时间的延长,这两种状态的合金磨损率迅速增加.
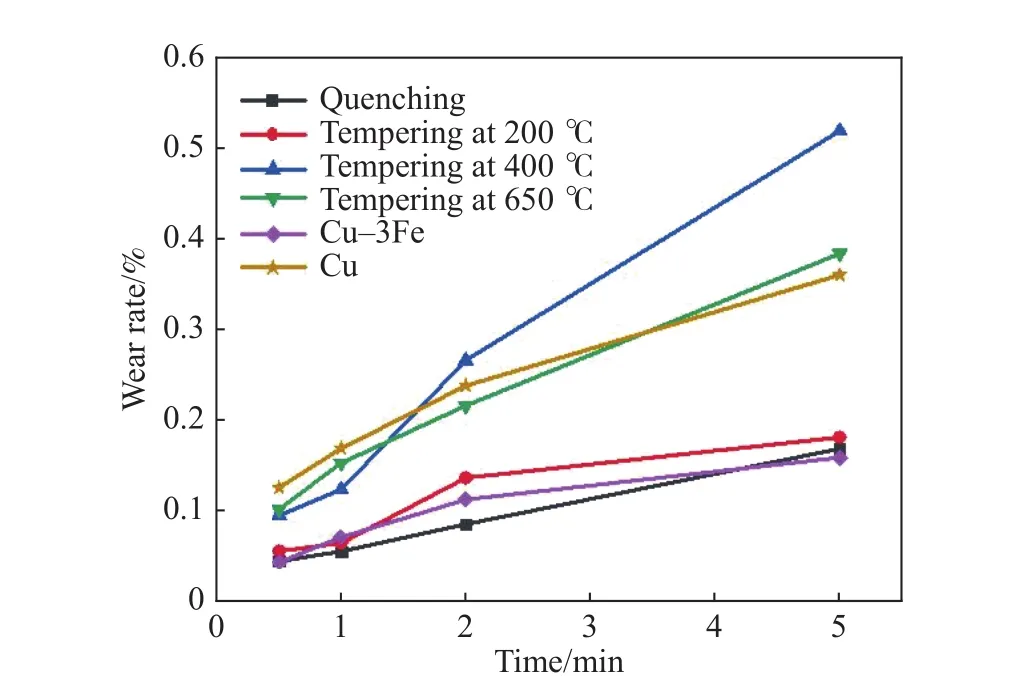
图8 Cu–Fe–C 合金和纯 Cu 的磨损率Fig.8 Wear rate of Cu–Fe–C alloy and pure cooper
为了对比材料表面磨损形貌的差异,选择磨损率差异最大的淬火态和650 ℃回火态合金采用三维白光干涉形貌仪对摩擦表面进行了观察(图 9(a)和(b)). 采用三维白光干涉形貌仪分析样品表面的磨痕深度,得到图9(a)和(b)中所示典型位置的界面深度分布曲线,如图9(c)和(d)所示.其中,淬火态合金表面产生了几道犁沟,最大的犁沟深度不足1 μm,且犁沟分布均匀,在摩擦方向上深度几乎没有变化(图 9(a)、(c)). 而 650 ℃ 回火态合金表面产生了严重的材料转移现象,铜基体在剪切力的作用下产生撕裂和严重的塑性变形,形成深度约15 μm的沟,被带走的材料在沟的后方发生堆积,高度约30 μm,所以在摩擦方向上试样表面的高度差高达 45 μm (图 9(b)、(d)),这导致摩擦表面在对磨过程中一直在发生变化,很难进入稳定磨损. 随着摩擦时间的延长,表面温度升高,试样会直接进入急剧磨损阶段,磨损率迅速升高.
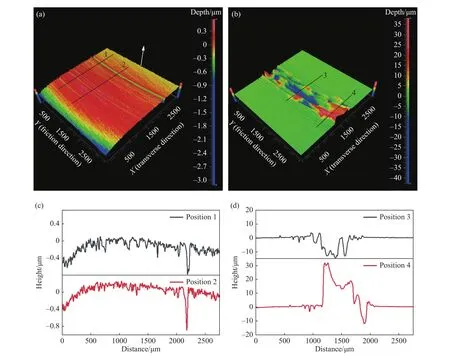
图9 摩擦表面的磨痕三维形貌照片(a)、(b)和纵截面的深度轮廓曲线(c)、(d). (a)、(c)淬火态;(b)、(d)650 ℃ 回火态Fig.9 3-D morphology of friction surface (a) & (b) and profile of longitudinal section (c) & (d). (a), (c) quenched; (b), (d) tempered at 650 ℃
3 磨损机理分析与讨论
摩擦磨损实验表明不同状态的合金摩擦行为有明显差异,而材料的摩擦学性能与摩擦表面、亚层结构和磨损机理密切相关. 因此,为了阐明回火温度对材料摩擦学性能的影响,有必要对以上特性进行观察.
黏着摩损过程大致可以分为三个阶段[17],第一个阶段为磨合阶段,摩擦表面由于微观上的凹凸不平导致实际接触的是表面上的微峰,当接触表面开始滑动时,表面的微峰由于剪切而被破坏,随着摩擦过程的进行,摩擦表面逐渐被磨平,实际接触面积增大,在这个过程中,摩损以犁削为主;第二个阶段为稳定磨损阶段,摩擦表面磨合以后由于实际接触面增大和表面发生加工硬化,所以磨损过程会趋于稳定,磨损率基本保持不变,摩擦表面形貌也基本不变;第三个过程为急剧磨损阶段,摩擦表面由于温度升高磨损量剧增,摩擦表面变得粗糙,磨损机制以黏着和大塑性变形为主.
采用SEM观察了不同状态合金摩擦1 min的表面形貌,淬火态和回火态Cu–Fe–C合金摩擦表面形貌如图10所示. 从摩擦表面上可以观察到凹坑、犁削、大塑性变形、氧化物磨屑等摩擦学特征,这说明在磨损的过程中,黏着磨损、犁削、大塑性变形和氧化这几种磨损方式是并存的. Zhou等[8,11]在铜基合金刹车片的研究中也发现了类似的情况. 淬火态合金表面只能观察到深度不足1 μm的划痕(图10(a)),这可能是与之对磨的配副表面的微峰在滑动过程中留下的. 200 ℃回火态合金表面出现大量犁沟和波浪形的塑性变形的特征(图10(b)),同时还可以观察到少量的凹坑,说明此时处于磨损过程的第二个阶段,磨损以犁削为主. 400 ℃回火态合金表面犁沟明显变少,凹坑和波浪形的塑性变形特征增多(图 10(c)). 650 ℃ 回火态合金表面可以观察到大量凹坑和塑性变形的特征,几乎观察不到犁沟(图10(d))说明此时处于磨损过程的第三个阶段,磨损以黏着磨损和大塑性变形为主. 结合摩擦行为试验结果与上述行为分析可以发现,随着回火温度升高,磨损机制由犁削逐渐向黏着磨损和大塑性变形过渡.

图10 不同状态合金摩擦表面形貌. (a)淬火态;(b) 200 ℃ 回火态;(c) 400 ℃ 回火态;(d) 650 ℃ 回火态Fig.10 Friction surface morphology of alloys in different states: (a) quenched; (b) tempered at 200 ℃; (c) tempered at 400 ℃; (d) tempered at 650 ℃
根据黏着磨损理论[16−22],在干摩擦过程中,钢与铜合金直接接触,由于材料表面存在微峰,导致实际接触面积很小,实际载荷远大于名义载荷,摩擦时在接触点上瞬时温度较高,因此在相互接触的微峰之间形成冷焊的黏结点,黏结点附近由于发生相对滑动而产生严重的塑性变形,摩擦面以下的次表层也会发生塑性流变,产生明显的加工硬化,因而黏结点的强度大于铜合金的强度,发生相对滑动时铜基体易被撕裂,产生黏着磨损.
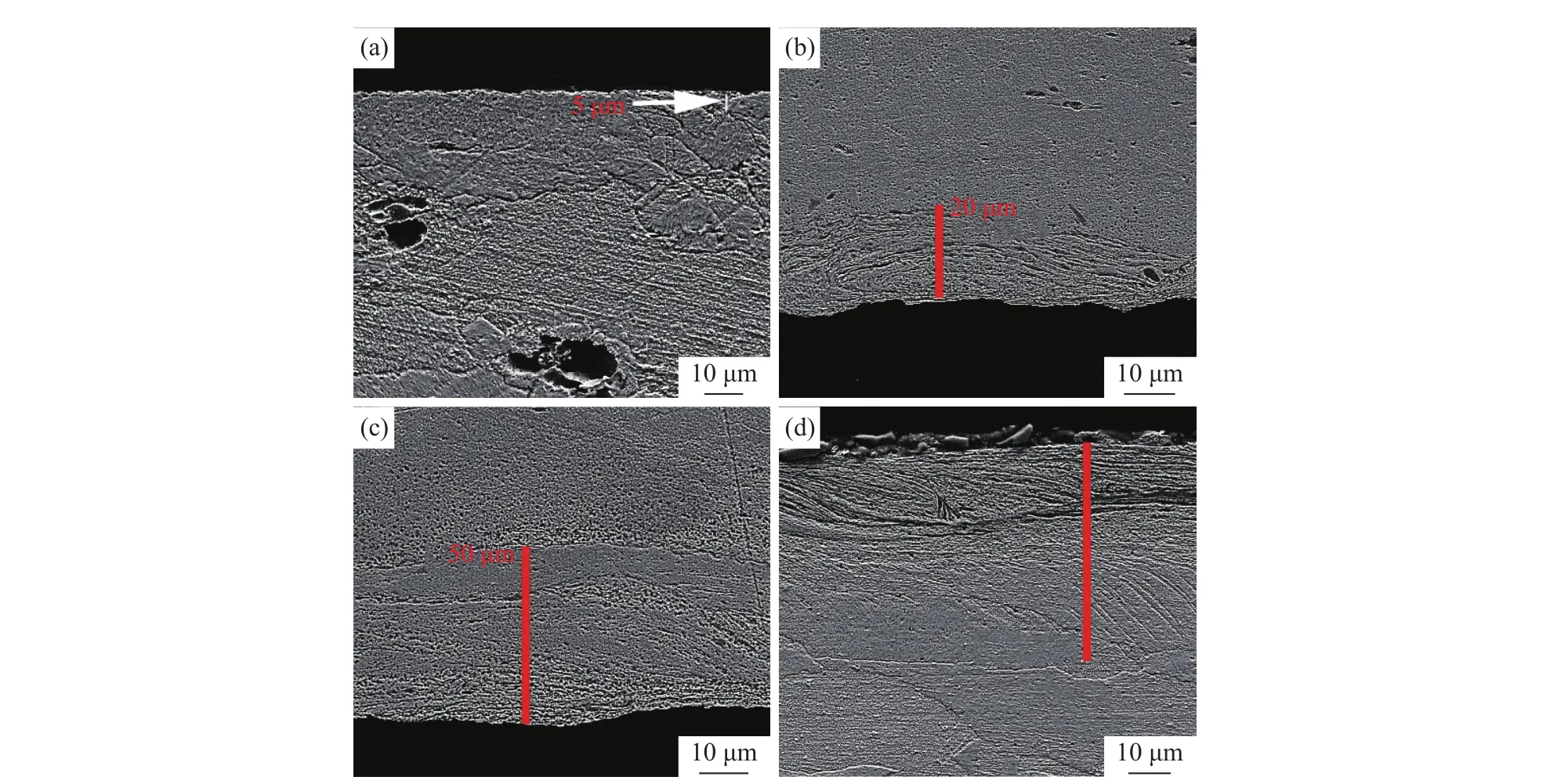
图11 不同状态合金塑性变形层深度. (a)淬火态;(b) 200 ℃ 回火态;(c) 400 ℃ 回火态;(d) 650 ℃ 回火态Fig.11 Depth of plastic deformation layer of alloys in different states: (a) quenched; (b) tempered at 200 ℃; (c) tempered at 400 ℃; (d) tempered at 650 ℃
通过SEM和显微硬度分析,对合金纵截面上摩擦表面的次表层的显微组织及性能变化进行了表征,以研究其中塑性变形层厚度的变化规律(图11、12). 淬火态合金塑性变形区域很小,只有在犁沟附近可以观察到一定的塑性变形,加工硬化层深度为 50 μm(图 11(a)、图 12(a)). 200 ℃ 回火态合金塑性变形层厚度约为20 μm,加工硬化层深度为110 μm(图 11(b)、图 12(b)). 400 ℃ 回火态合金塑性变形层厚度约为50 μm,加工硬化层深度为180 μm(图 11(c)、图 12(c)). 650 ℃ 回火态合金塑性变形层厚度约为62 μm,加工硬化层深度为230 μm(图 11(d)、图 12(d)). 说明随着回火温度的升高,合金抵抗塑性变形能力逐渐降低.

图12 不同状态合金加工硬化层深度. (a)淬火态;(b)200 ℃ 回火态;(c)400 ℃ 回火态;(d) 650 ℃ 回火态Fig.12 Depth of work hardening layer of alloys in different states: (a) quenched; (b) tempered at 200 ℃; (c) tempered at 400 ℃; (d) tempered at 650 ℃
综上所述,不同热处理后的合金摩擦1 min后的磨损机制有明显差异,淬火态合金磨损机制以犁削为主;200 ℃回火态合金磨损机制为犁削、黏着磨损和大塑性变形并存;400 ℃和650 ℃回火态合金磨损机制以黏着磨损和大塑性变形为主.黏着磨损和大塑性变形会导致材料发生进一步的磨损,因此合金的回火热处理温度应该低于200 ℃.
4 结论
本文研究了快冷和等温处理过程中Fe–C相的固态转变及其对摩擦性能的影响,得到了以下结论:
(1)淬火和不同温度的回火处理使Cu–Fe–C合金中的Fe–C相发生了类似于高碳钢中的马氏体相变和回火转变.
(2)Fe–C相的相变对合金的强度和硬度影响不大,强度和硬度的提升分别为28 MPa和15.3 HV,但Fe–C相的微区力学性能变化很大,淬火后纳米硬度为9.4 GPa,随回火温度升高Fe–C相的纳米硬度逐渐降低,650 ℃回火后纳米硬度降至3.4 GPa.
(3)淬火后的合金断口具有解离面等脆性断裂的特征,200 ℃回火后韧窝增多,解离面变小,400 ℃回火后解离面消失,650 ℃回火后韧窝尺寸明显增加. 断口的这种演变与Fe–C相和基体的结合强度有关.
(4)不同状态合金的摩擦行为有很大差异,淬火态合金耐磨性最好,随着回火温度升高,耐磨性逐渐变差. 淬火态合金塑性变形区域很小,只有在犁沟附近可以观察到一定的塑性变形,200 ℃回火态合金磨损机制为犁削、黏着磨损和大塑性变形并存,400 ℃和650 ℃回火态合金磨损机制以黏着和大塑性变形为主.
