预热式催化燃烧工艺处理VOCs技术工程实践
2020-09-27徐遵主蒋海涛
徐遵主,蒋海涛
(南京大学环境规划设计研究院股份公司,江苏 南京 210093)
催化燃烧工艺主要分为蓄热式热氧化法(RTO)[1-2]、蓄热式催化燃烧法(RCO)[3-5]、预热式催化燃烧法(CO)[6]三种。预热式催化燃烧工艺处理VOCs的过程相对简单、设备较少、成本较低、对催化剂的要求也相对较低[7]。CO工艺不同于RTO和RCO的是,它不需要化学燃料提供高温环境,也不需要陶瓷蓄热体进行热量储存,而是采用电加热器组提供反应环境温度,利用内置的换热器,在出口高温尾气与入口常温废气之间进行循环换热,使待处理的入口废气提前被预热至催化合成温度,节省燃料(电能)的同时,增加系统处理效率。
反应釜中排放的有机废气属于高浓度、小风量型的有机废气。为了节约能源、降低企业生产成本和提高生产安全(催化燃烧无明火),最彻底的方法是催化燃烧。它的工艺几乎适用于所有的含烃类及恶臭等有机气体,且由于反应温度低,能大量降低氮氧化物的生成,但使用中需要注意:(1)并不是所有的含VOCs废气都可以直接采用催化燃烧工艺处理,对于废气源强需要仔细考察,若VOCs中含有大量氮氧化物或者酸碱性气体等非VOCs时,需要进行前级预处理,将非VOCs成分降到最低后,再经由催化燃烧工艺进行处理。(2)根据系统性能、处理能力和承压能力,待处理废气浓度不宜过高,压力不宜过大,必要时可使用新鲜空气进行稀释。
从经济性、安全性、净化率、运输、占地等方面考虑,有机废气进入催化装置浓度范围(1000~5000 mg/m3)最为合理。当有机废气排放浓度低于1000 mg/m3时,净化装置的造价、运行费用等方面就不合算,当有机废气排放浓度高于5000 mg/m3时,净化装置的净化效率、设备安全性将会带来极大挑战和危害。
1 项目概况
本文以常熟巴德富科技有限公司废气治理项目为例,重点介绍预热式催化燃烧(以下简称CO)工艺技术在工程项目中的实践和运用。
企业废气成分主要为苯乙烯和丙烯酸丁酯等;非甲烷总烃进气浓度不超过10000 mg/m3,风量15000 m3/h,催化剂为铂钯贵金属负载蜂窝陶瓷载体,空速15000 h-1。
2 预热式催化燃烧工艺流程
催化燃烧是典型的气-固相催化反应,其实质是活性氧参与的深度氧化作用。在催化燃烧过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行。借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰燃烧,并氧化分解为无毒气体,同时放出大量热能,从而达到去除废气中有害物的目的。预热式催化燃烧工艺流程图如图1所示。

图1 废气处理系统工艺流程图Fig.1 Process flow chart of exhaust gas treatment system
由于车间废气源强除了甲烷类、非甲烷烃类以及臭气等挥发性气体外,还有一定量的含氨气体,因此在进行催化燃烧前,在前级采用一级喷淋塔进行水洗,去除含氨成分后再进行催化燃烧,因此本工艺流程主要包含以下两部分:
(1)前级水洗
车间废气经风管导出,经过一级喷淋塔入口,循环水泵将工艺水从塔底循环水池内,由塔顶泵入,塔底抽出;废气则由塔底进入,塔顶排出,与循环水形成对流,由于含氨废气主要由氨气构成,氨气易溶于水形成氨水,这样便达到了去除废气含氨成分的目的。
(2)催化燃烧
经过一级喷淋塔除氨后的有机废气,经由风管先通过亚高效过滤器滤除含尘固体颗粒物,再经阻火器被引入CO装置。有机废气首先进入板式换热器,气体经过3级换热器温度逐步提高,热利用效率显著提高,同时换热系统解决了有机废气加热不均匀的问题,从而使进入催化室内待分解的有机废气提前接近或者达到催化合成所需温度;经加热室再次加热后进入催化燃烧室反应处理;净化后的高温尾气再次进入板式换热器,用于预热下一次进入的有机废气,依此循环从而达到净化废气和节省运行费用目的,最终净化达标的尾气经引风机送入排气筒垂直排放。
3 主要技术参数
结合企业实际情况,在满足挥发性有机物无组织排放控制标准的各项要求下,确定废气处理系统的处理能力为15000 m3/h。各项运行参数如表1所示。
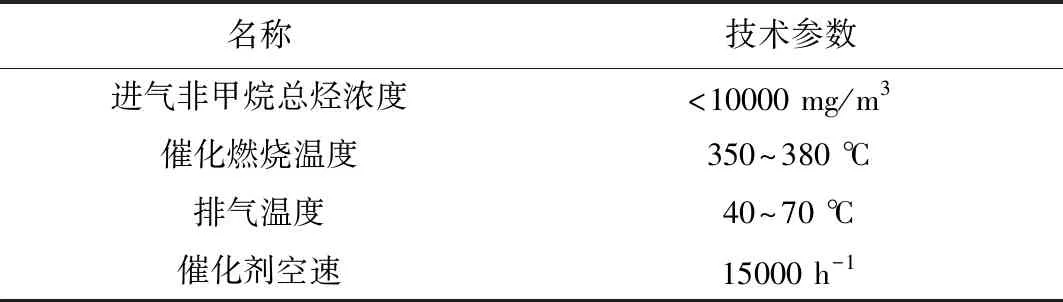
表1 废气处理系统主要设计参数Table 1 Main design parameters of Situationt of exhaust gas treatment system
4 成效分析
4.1 温度对去除率的影响
维持进气浓度在2000~2500 mg/m3之间,分别设定床前温度从140~410 ℃范围内逐级升高,观察系统运行数据和尾气排放监测数据记录详见表2。
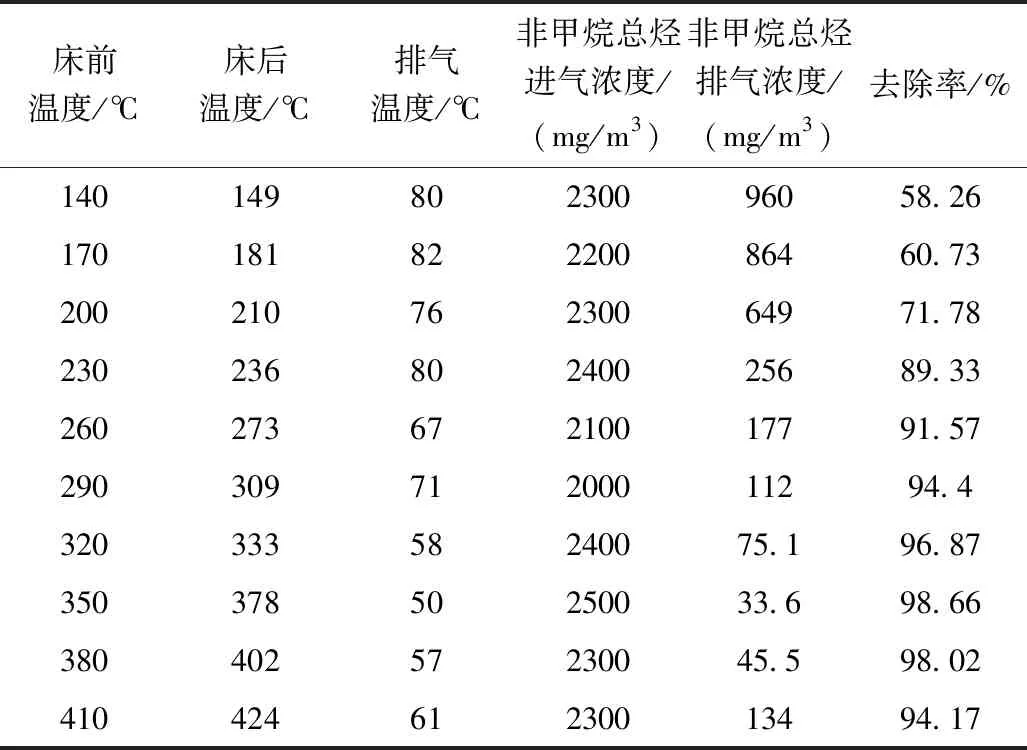
表2 温度对去除率影响汇总表Table 2 Summary table of the influence of temperature on removal rate
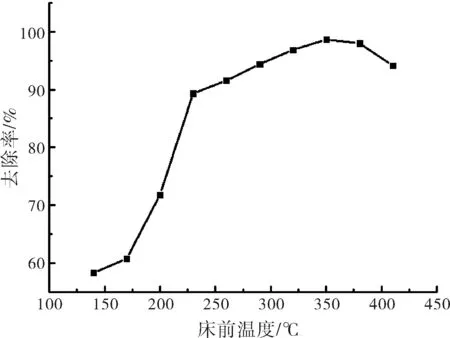
图2 温度对去除率影响示意图Fig.2 Schematic diagram of the effect of temperature on the removal rate
由表2和图2可以看出:
(1)当入口废气浓度稳定时,非甲烷总烃的去除率是随着床前温度的升高而增加的。当床前温度低于230 ℃时,非甲烷总烃去除率低于90%,尾气排放浓度不达标;当温度上升到350~380 ℃之间,其催化性能达到最佳,去除率保持在98%左右,且尾气排放浓度达标;但380 ℃以后催化性能逐渐变弱。因此该系统最佳催化性能温度参数最终被设定为:床前温度350~380 ℃;
(2)在温度较低时,反应不充分,因此放热很少,造成床后温度上升不明显;而温度在350~380 ℃之间时,反应最剧烈,此时放热最多,床前床后温差超过20 ℃;但温度超过380 ℃后,床前床后温差下降,证明反应程度相对变缓。
(3)控制催化室床前温度在350~380 ℃之间,可以对废气中的有害成分到达良好的去除效果,同时也能保证尾气能够达标排放。
4.2 进气浓度对去除率的影响
控制床前温度在370~380 ℃之间,分别设定进气浓度从500~5000 mg/m3范围内逐级增加,观察系统运行数据和尾气排放监测数据,记录详见表3。

表3 进气浓度对去除率影响汇总表Table 3 Summary table of influence of intake air concentration on removal rate
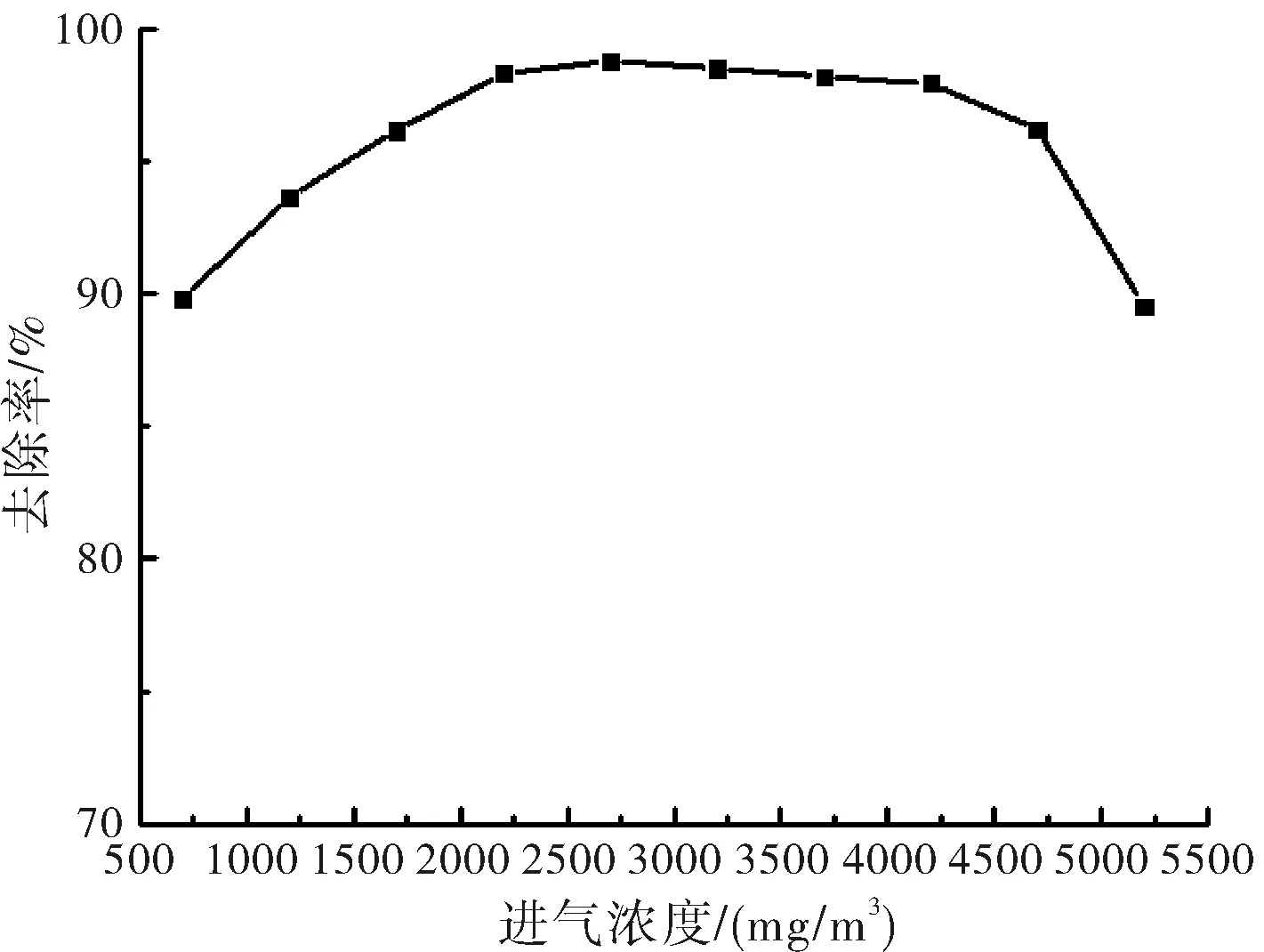
图3 进气浓度对去除率影响示意图Fig.3 Schematic diagram of the effect of intake air concentration on removal rate
结合表3和图3可知,当温度一定时,进气浓度对催化燃烧系统的性能是有一定影响的。
(1)当进气浓度低于1200 mg/m3时,去除率低于93%,但尾气可以达标排放;
(2)当进气浓度超过1200 mg/m3时,其催化性能逐渐趋向稳定,去除率逐渐增加,尾气达标排放;
(3)当进气浓度在2200~4200 mg/m3时,去除率最佳,达到98%以上,且尾气达标排放;
(4)进气浓度一旦超过4200 mg/m3,去除率随之下降,尾气排放不达标。
因此为了高效运作,我们建议控制非甲烷总烃的进气浓度在2200~4200 mg/m3之间。浓度太低,则反应放热少、助燃剂不足,不仅催化反应不能充分进行,去除率低,而且工程造价和运行费用也显得浪费;但浓度太高,又会直接导致超过系统所能承受的处理能力范围,废气中某些成分来不及反应就直接被排出,造成排放超标,而且高浓度废气对设备安全和性能也有着极大的考验,所以必须控制进气浓度在合适的范围。
5 结 论
催化燃烧工艺技术在对VOCs处理的工程实践中应用十分广泛,根据不同的工艺需求,综合考虑工程造价、维护成本、处理效果、建造环境等多方面因素,来选择不同的催化燃烧方式。
综合上述工程实践的过程与结果,不难发现,预热式催化燃烧工艺结构简单、效率较高、安装调试方便、运行安全稳定,归纳总结如下:
(1)在催化剂的作用下,有机废气起燃温度为230 ℃左右,提高温度会加剧催化反应,提高去除率。但催化燃烧合成温度并不是越高越好,过高的温度反而降低去除率;而过低的温度会降低反应活性,同样无法达到理想的效率;
(2)进气浓度必须调节至合适的范围内,才能保证催化燃烧正常进行并达标排放,过低和过高的浓度对去除率都会产生不利的影响。
