某电厂国产优化型660MW超临界汽轮机安装工艺探讨
2020-09-21陈翔
陈 翔
(中国能源建设集团浙江火电建设有限公司,浙江 杭州 310016)
某电厂采用国产哈汽公司优化型660MW超临界机组,高中压模块采用合缸结构,静叶片采用预扭装配式,高中压叶顶汽封、隔板汽封采用小间隙汽封形式;低压模块采用低压缸与轴承箱双落地结构,末级叶片1029mm。该机组为国产超临界、一次中间再热、单轴、三缸四排汽凝汽式汽轮机,具有很高的运行效率和可靠性。
1 主要结构特点
该汽轮机通流采用冲动式与反动式组合设计,包括1级反向布置的带有部分进汽的冲动式调节级、9级反向布置的反动式高压压力级、6级正向布置的反动式中压压力级和2×2×7双分流的低压压力级。高中压外缸通过4只猫爪搁在前后轴承座上,外缸与轴承座之间通过定中心梁连接。高中压缸内缸支撑在外缸水平中分面处,并由上部和下部的定位销导向。高压汽轮机的喷嘴室采用中心线定位,支撑在内缸中分面处。汽轮机高压隔板套和进汽平衡环支撑在内缸上。该机组有2个低压缸,为了减少温度梯度,均由外缸、1号内缸和2号内缸3层缸组成;低压缸调端第1、2级隔板安装在隔板套内,该隔板套支撑在1号内缸上,第3、4、5级隔板安装在1号内缸内,第6、7级隔板安装在2号内缸内,内缸支撑在外缸上;低压缸电端第1~4级隔板安装在隔板套内,此隔板套支撑在1号内缸上,第5级隔板安装在1号内缸内,第6、7级隔板安装在2号内缸内,内缸支撑在外缸上。合理的汽缸结构和支撑方式,可以保证机组在热态时膨胀自如、热变形对称。2个主汽调节联合阀分别布置在机组两侧,通过上下共4根导汽管与高中压缸连接,蒸汽进入4个喷嘴,进入喷嘴室的蒸汽通过冲动式调节级,然后流过反动式高压压力级,做功后通过外缸排汽口进入再热器;2个再热主汽调节联合阀同样布置在机组两侧,通过上下共4根中压导汽管进入高中压缸中部,蒸汽流过反动式中压压力级,做功后通过高中压缸外缸上半的出口离开中压缸,通过中低压联通管进入2只低压缸,在低压缸中做功后排汽至凝汽器。汽轮机高中压转子、低压转子均采用实心合金钢锻件加工而成,高中压转子与1号低压转子之间装有刚性法兰联轴器,1号低压转子与2号低压转子之间无短轴。汽轮机、发电机转子之间用刚性联轴器联接。单一转速的盘车装置(其转速约2.9r/min)位于2号低压转子和发电机转子之间。
汽轮机高中压转子、低压转子均由前后2个轴承支撑,均为可倾瓦,分别布置在1号、2号、3号、4号轴承箱内,轴承箱均为落地布置。推力轴承定位安装在前轴承箱内。5号、6号轴承座相对于轴系找中零位线在垂直方向的理想标高值为+0m,其余分别往前后扬。汽轮机部分轴系总长度为24.295m。滑销系统如图1所示。
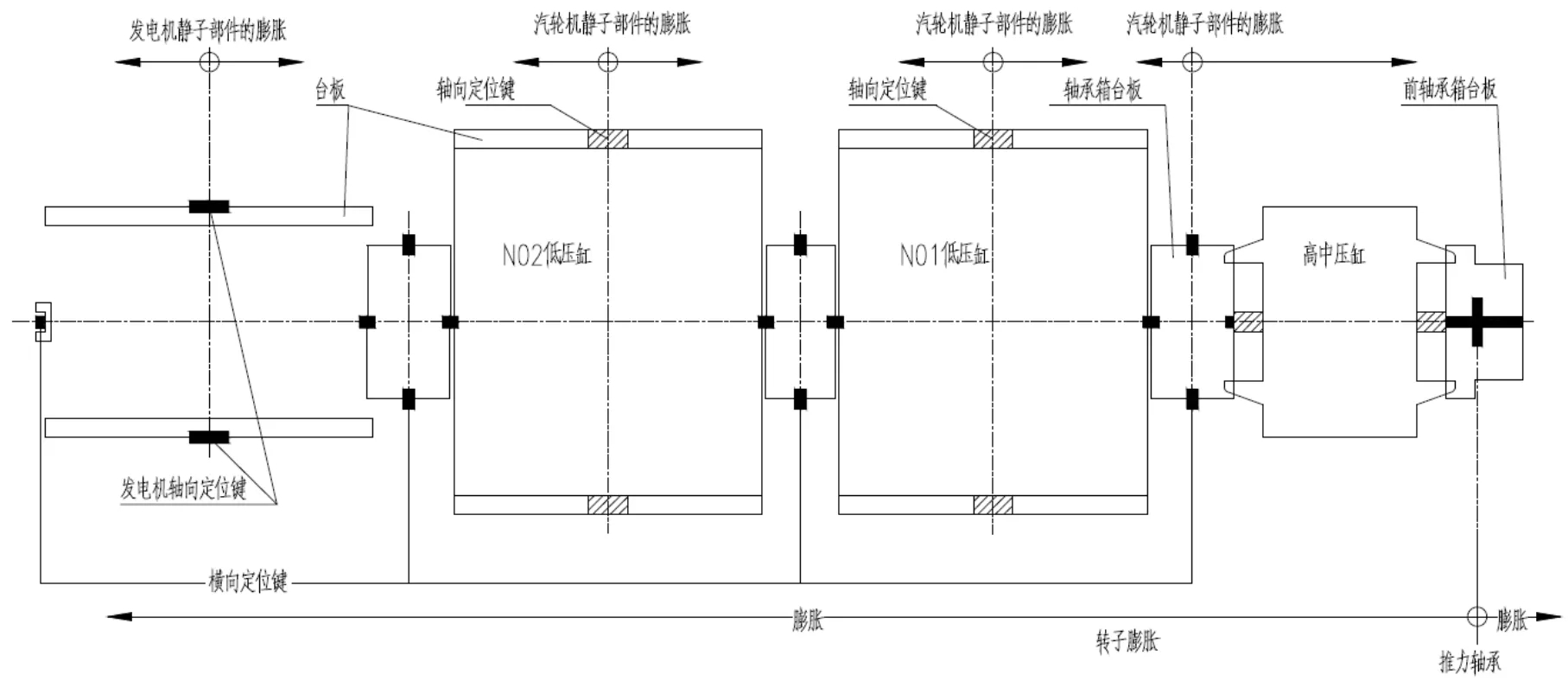
图1 滑销系统示意图
国产660MW超临界机组广泛应用于国内各大燃煤机组工程,哈汽优化型660MW汽轮机与国内常规660MW汽轮机对比,总结其结构的特点如表1所示。

表1 常规(金沙茶园)汽轮机与优化型(六枝电厂)汽轮机的结构对比
2 关键工序安装工艺
2.1 关键工序1:轴系找中
现场在进行轴系找中时,在未把对轮螺栓的情况下,首先应保证各轴承标高符合图纸厂家图纸的要求,如表2所示;然后保证各转子连接面处,即高中压转子与1号低压转子、2号低压转子与发电机转子、发电机转子与励磁机轴的连接面处两连接面平行且同心,张口及错位值允差为0.02mm。如果张口及错位值超出允差范围,现场可根据实际情况利用汽缸下的可调垫铁及调整垫板,对1号、2号、5号、6号、7号轴承标高进行微调。联轴器中心张口、外圆厂家要求如表3所示。
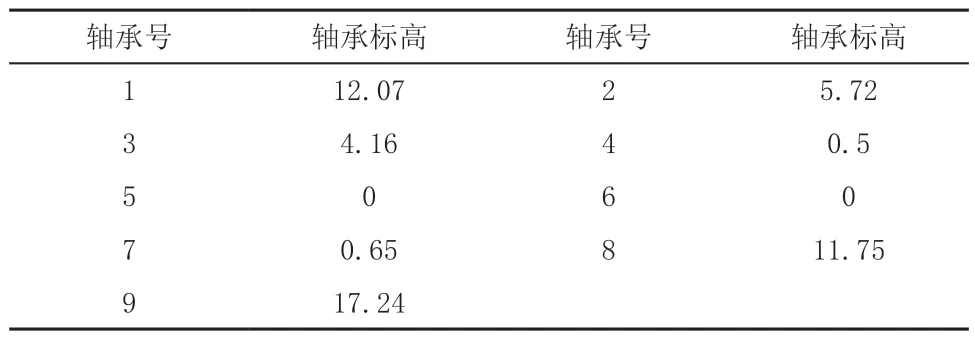
表2 轴承标高数值 单位:mm
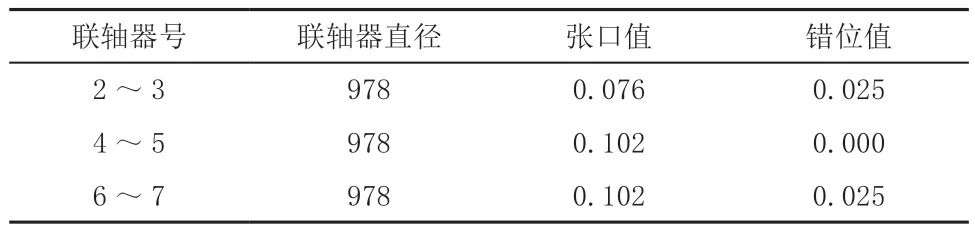
表3 联轴器中心(张口、外圆)厂家要求 单位:mm
2.2 关键工序2:低压缸端部外汽封波纹节安装
常规660MW超临界汽轮机因低压缸前后轴承箱与缸体一体式设计,只有一个端部汽封。该工程优化型汽轮机低压缸与轴承座双落地布置,所有前后多了一个端部外汽封波纹节,其安装步骤及要求如下:
(1)将低压缸端部外汽封波纹节从低压转子端部小心穿入;落下低压转子,使外汽封波纹节在低压外缸下半相应的洼窝内就位;将汽封体安装环在相应轴承箱端面上就位,旋入连接螺栓。
(2)落入汽封体下半,下部用千斤顶支撑好,并用螺栓将汽封体下半把紧在汽封波纹节端面上,要求无间隙;旋紧螺钉使波纹节内端面与低压外缸贴合;调整波纹节外圆与低压缸配合面洼窝内径四周间隙相等,允差为0.10mm。需注意的是,波纹节的内法兰和外法兰需调成同心且同面。
(3)调整汽封体下半中心,在低压外缸两端架上钢丝,并使钢丝中心与中、后轴承箱中心重合,允差为0.05mm。调整低压缸端部外汽封使其与钢丝同心,要求a=b,c=(a+b)/2-0.21,允差为0.05mm。
(4)调整安装环中心,使安装环内孔与转子外径四周间隙相等,允差为0.10mm;安装环水平中分面与轴承箱中分面齐平,允差为0.05mm;把紧与轴承箱的连接螺栓,放入偏心套,旋转偏心套方向,装入偏心销,合格后对偏心套进行敛缝;把紧汽封体下半与安装环的配合螺栓,放入偏心套,旋转偏心套方向,装入偏心销,合格后对偏心套进行敛缝。
(5)落入汽封体上半,打入水平中分面定位销,水平中分面要求在自由状态下0.05mm塞尺不入;把紧水平中分面螺栓;把紧汽封体上半与波纹节配合面上的螺栓。
2.3 关键工序3:低压转子末级叶片现场组装
哈汽优化型660MW汽轮机末级叶片是自带围带并带凸台拉筋的结构,叶片为锻造制成。所采用的技术依然是反动式结构的匹配方式,所有叶根采用枞树形叶根,如图2所示。高湿度区可能引起末级动叶腐蚀,在叶片进汽边装有司太立合金片具备很好的抗腐蚀性。末级叶片采用高度为1029mm的叶片,每根低压转子电端、调端分别各有80片,在厂家已经组装并经动平衡试验合格后编号发货,现场只需按编号进行组装。专用工具有电动旋转转子托架、保护套等。组装时注意叶片编号以及叶片进汽方向。

图2 优化型汽轮机1029mm末级叶片现场组装图
2.4 关键工序4:高中压叶顶汽封、隔板汽封小间隙汽封调整
该机组高中压叶顶汽封、隔板汽封设计值左右均为0.40mm,顶部为(0.41~0.48)-Z,底部(0.82~0.87)+Z,比常规机组间隙小很多。修正系数按式(1)计算。
Z=Y-X(1)
式中:Z为汽封间隙调整修正系数;X为找中后所有部套下半就位,转子不安装时各部套处的汽缸挠度;Y为找中后所有部套上下半均就位,紧固所有部套中分面螺栓,在转子不安装时各部套处的汽缸挠度。
根据厂家设计要求,通流间隙测量及调整前,汽缸内部套应找中心完毕,汽封齿无毛刺,汽封块退让灵活。
按厂家图纸设计要求进行通流间隙测量及调整。用塞尺加量块测量轴向通流,径向通流通过塞尺和压铅丝测量上、下、左、右4个位置,在0°、90°2个位置测量2组数据。
2.5 关键工序5:联轴器联接
联轴器联接的最终质量直接影响机组的安全稳定运行及振动瓦温等运行指标。联轴器联接后确保整根转子处于一条平滑的弧线。
联轴器联接前,联轴器端面瓢偏度应小于0.03mm,联轴器张口值及外圆偏差符合厂家要求。按下列程序进行联轴器的联接:(1)联轴器联接螺栓、螺母配重,各组重量偏差不大于3g;(2)安装联轴器垫片,用临时螺栓紧固,测量调整联轴器晃动值在0.04mm以下;(3)用千斤顶将联轴器顶至同心,拉拢;(4)对称位置安装正式螺栓并把紧,按厂家要求紧固;(5)盘转子测量靠背轮外圆晃动值,应小于0.03mm;(6)安装联轴器盖板。
3 结论
国产哈汽公司优化型660MW超临界机组汽轮机高中压叶顶汽封、隔板汽封采用小间隙汽封形式;低压模块采用低压缸与轴承箱双落地结构,末级叶片高度为1029mm。其结构优化设计,与常规660MW超临界机组汽轮机相比有着明显的优势,能确保机组更加稳定、可靠地运行,值得国内同类型机组建设参考。
