FMEA在燃油开关故障分析中的应用与研究
2020-09-10凌旭



摘要:摩托车使用中,经常出现供油不畅的问题,甚至熄火后很难再启动,有经验的维修人员会考虑到燃油开关及通往化油器的燃油开关是否发生故障。通过对摩托车熄火无法启动故障进行统计,基本上来自于燃油开关故障。因此,通过针对某摩托车燃油开关企业的三包退件进行统计,结合FMEA分析方法进行故障诊断,成功定位故障源。根据其失效模式采取相应的改进处理措施,最终解决燃油开关故障的漏油问题,为企业创造更好的经济效益。
Abstract: In the use of motorcycles, there is a problem of poor oil supply, and even it is difficult to start after a flameout. When it comes, experienced maintenance personnel will consider whether the fuel switch and the fuel switch to the carburetor have break down. By the statistical analysis of those failures, the problem basically stems from the fuel switch breakdown. Hence, Combined with analyzing three guarantees return of motorcycle from corporations of motorcycle fuel cock and the Failure Mode and Effects Analysis, this research successfully locates the source of trouble; furthermore, some actions based on the failure mode have been taking to solve the leak of fuel cock and the enterprise will gain much more benefits from this research.
关键词:FMEA;燃油开关;后果分析
Key words: Failure Mode and Erects Analysis(FMEA);fuel cock;effects analysis
0 引言
真空式燃油开关在一般踏板摩托车中被广泛应用。例如轻骑TB50系列、AG50、AG100、ST50、QM60等型号的摩托车,均采用了该结构形式的燃油开关。摩托车在使用中,经常遇到摩托车出现供油不畅的问题,甚至熄火后很难再启动。在维修该类故障时,一般维修人员总是先从化油器开始查找,随后才考虑燃油开关,这就使问题变得复杂。有经验的维修人员则先想到燃油开关及接往化油器的燃油开关的两个管道,去检查其油路是否畅通。而在判断燃油开关确实不过油时,通常采用直接换掉该开关的办法,而对其构造则很少有人去剖析和理解,这样就不能达到最佳维修效果及使用检修技巧。
1 真空式燃油开关的原理及故障原因
1.1 真空式燃油开关原理
真空膜片阀式燃油开关的工作原理如图1所示,开关体上有四个燃油通道A、B、C、D。A与常用滤油管相通,C与备用滤油管相通,B经过膜片阀与化油器浮子室相连,D直通化油器。手动阀的阀芯上有两个相交的油孔与中心孔相通,手柄与阀芯固连在一起。变换手柄位置就能进行常用、备用、直通供油和断油四个操作位置。发动机运转时,膜片受进气管真空度的作用,当进气管真空度增大到一定值时膜片向左凸起,使膜片阀向左移动而自动打开燃油通道。发动机负荷越大,转速越高,进气管真空度越大,膜片凸起越多,阀门开启越大,燃油流量也就越大。这样可以根据发动机负荷大小来自动调整进入化油器浮子室的油量。当发动机停止运转,进气管真空度下降为0,膜片阀在弹簧弹力的作用下自动关闭燃油通道,不必担心燃油会溢出来,保证用车安全。
真空阀式燃油开关手柄的位置与燃油流经的路线如下:
手柄处在ON(常用)位置:燃油经常用滤油管→A孔→手柄通道→B孔→膜片阀→过滤室→化油器。
手柄处在RES(备用)位置:燃油经备用滤油管→C孔→手柄通道→B孔→膜片阀→过滤室→化油器。
手柄处在PRI(直通)位置:燃油经备用滤油管→C孔→手柄通道→D孔→过滤室→化油器,不通过膜片阀通道直接流入过滤室。
1.2 真空式燃油開关的故障现象
本研究针对于某摩托车燃油开关企业近3个月的三包退件进行故障分析。1月到3月,共回收三包退件9885支真空式燃油开关。再根据其市场反馈的故障信息卡上数据进行统计,如表1。
通过数据搜集,掌握了出现质量问题的主要原因为漏油,为下一步分析漏油的原因作好准备。本研究中我们将漏油燃油开关挑选出来进行相关的气密性和截流性能测试,其实验结果如表2、表3。
由此实验结果数据显示得出,市场反馈的三包退件中经气密性检测全部不合格,截流性检测仅2.27%为合格品,其他均为不合格。
再将这些漏油件进行解剖,对里面的膜片磨损情况进行统计与分析,在统计数据中,膜片1破损占91%;膜片2破损占2%;膜片1、膜片2与轴之间有转动占7%。从实验中看出,膜片1在真空式燃油开关故障中占绝大部分。因此,对膜片1的破损再进行实验分析,如表4。
2 基于FMEA的故障分析
2.1 FMEA的原理与步骤
FMEA(Failure Mode and Effects Analysis,失效模式与影响分析)是一种可靠性分析的重要方法。它对各种可能的风险进行评价、分析,以便在现有技术基础上消除这些风险或将这些风险减小到可接受的水平[1-2]。FMEA方法不仅可用于事前的预防性分析,还可用于根据历史数据对当前目标进行改进和优化。
FMEA方法是通过标准表格来进行分析的。当构成系统的基本零件或构件发生故障,上层子系统或系统会受到影响。通过FMEA可分析出系统的可靠性、维护性、安全性等所受的影响,并确定可能导致重大故障或损失的零件或构件。FMEA通过致命度和风险评估,将故障的重要度加以量化,从而指明了改善的优先顺序。根据FMEA分析结果,可以比较容易地进行与品质、可靠性、维护性、安全性等有关的设计、制造或系统上的改善,使目标系统的相关品质和可靠性得到提高。
FMEA的应用过程大致可以分为以下几个步骤[3-5]:①描述产品或过程和它的功能;②创建一个产品或过程框图;③设计FMEA表格;④完成FMEA表格,包括:功能描述;确定故障模式;描述这些故障模式的影响;确定每个故障模式的原因;⑤确定应对措施;⑥措施实施和结果确认。
2.2 FMEA分析方法应用于真空式燃油开关故障分析
针对于上述真空式燃油开关的漏油现象,我们运用FMEA分析方法,对其漏油因素绘制因果图如图2,找出漏油的主要因素。
2.2.1 不截流FMEA分析
当膜片1破损(图3、膜片1破损时处于负压状态示意图):在工作过程中,油从油腔进入平衡腔,当平衡腔内达到一定量后,从小孔溢出。卸压后,在空气压强与弹簧同时作用于膜片盖,推动阀芯整体左移,将平衡腔内油挤出部份,但由于小孔排泄不畅,平衡内压力增大,负压腔的压力不能克服平衡腔的力推动阀芯左移,导致进油腔与出油孔未完全关闭,出油孔和平衡腔存在滴漏现象。如小孔堵塞,油腔与平衡腔形成一个整体腔,卸压后,空气压强与弹簧同时作用于膜片盖,欲推动阀芯整体左移,但由于平衡腔内油不能顺利流到油腔,造成阀芯不能回位,出油孔与进油孔连通,在卸压后出现漏油,不能截流。
当膜片2破损(图4、膜片2破损时负压状态示意图):负压时,负压腔与平衡腔贯通,要实现供油,需增加负压和增长时间以将负压腔内的空气吸走,这样会造成供油较慢。在停止负压后,空气进入,大气压与弹簧共同作用于膜片盖以推动阀芯右移,实现截流。
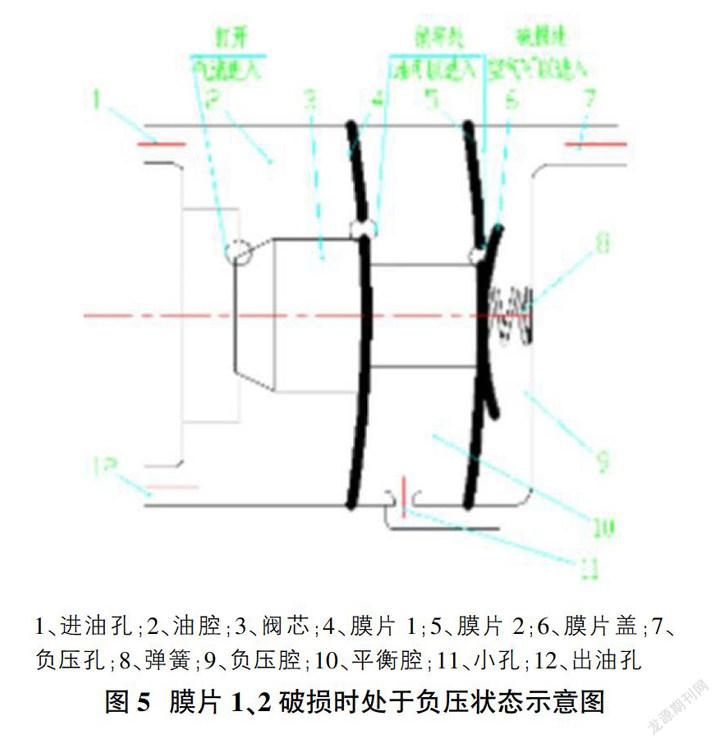
当膜片1与膜片2都破损(图5、膜片1、2破损时处于负压状态示意图):在工作过程中,油从油腔进入平衡腔,在装腔后,一部份从小孔溢处,一部份进入负压腔。当负压腔内油量达到一定时,在通入负压时,负压腔内的空气及油从负压孔吸出,而平衡腔内的油又进入负压腔,推动阀芯右移,出油孔与进油孔贯通;当卸压后,空气从负压孔进入负压腔,欲推动膜片盖左移,但平衡腔内油需从破损处流入油腔受阻,在负压腔的空气压力和弹簧力须克服油的阻力,使得阀芯不能回位,油腔与进油孔未能关闭,出油孔、平衡腔、负压腔三腔形成通路,造成三腔漏油。
燃油开关再现试验结果与分析。如表5。通过膜片破损、小孔堵塞与截流性关系分析:我们得出结论为,膜片1的破损对燃油开关截流性能的影响是直接的。因此,要避免或杜绝不截流现象的发生,解决措施是改善膜片,防止膜片破损。
2.2.2 膜片设计改进
由上述分析阶段可知,造成漏油及不截流的原因均是由于膜片损坏造成。因此,要想为实现真空式燃油开关的故障率降低,我们针对分析结果,制定如下的改进措施:
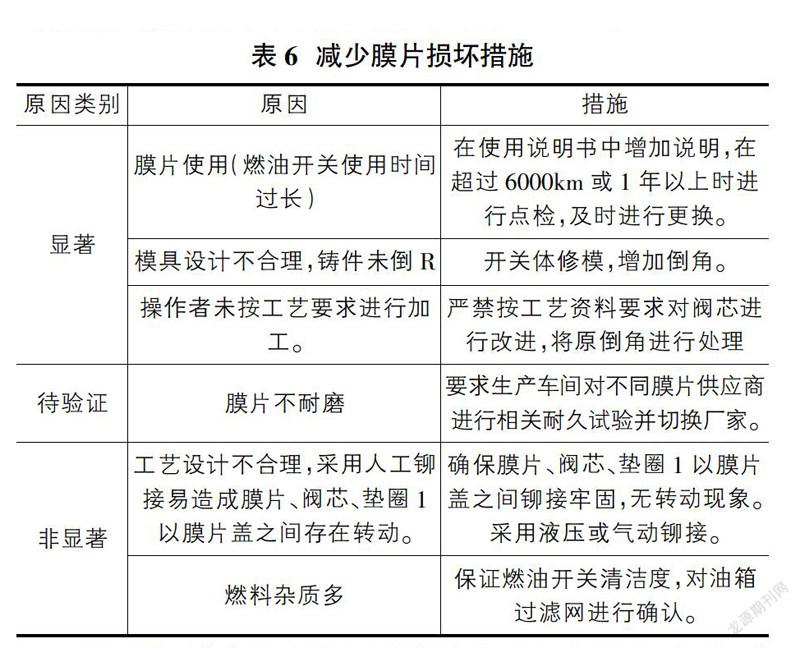
第一步,列出减少膜片损坏的措施对策表;研究决定对就减少膜片损坏准确找到较好对策:如表6。
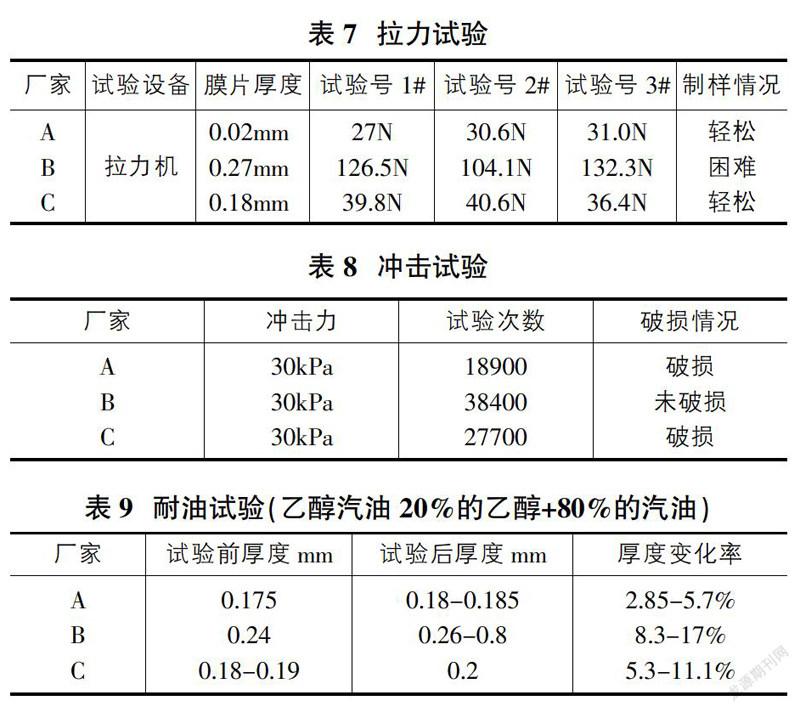
第二步,提出相应的改进措施并进行相关实验;本研究中我们对多家供应商膜片自身耐磨性能进行实验,包括拉力试验、冲击试验、耐油试验、耐久试验。
表7-表9分别为3个厂家的实验数据记录。通过从下面试验结果看出,目前使用B厂较其他两供应商要好,因此,再对其进行耐久试验50万次、60万次未出现漏油及不截流现象;6000km路试也未出现异常。鉴于上述原因,选用B厂为膜片供应商。
第三步,对影响膜片磨损的各部件进行改善。
①开关体的改善:例如将内棱边将原有的倒角改进为圆角并对模具进行相应改进。②对开关体毛刺的改善:例如针对开关体机加后存在毛刺问题,我们先后采用了四种表面处理工艺进行了抛光,但都存在如易堵塞油孔、機加面易碰伤等不同问题,因此要求采用人工打磨去除毛刺,特别是减轻孔处。③阀芯的改善:例如将阀芯尺寸进行相应更改,有利于增大与膜片接触面积。并将零件的倒角全部更改为圆角,避免棱边对膜片的损坏。④对工艺设计不合理部分进行改进:例如针对人工铆接存在不可靠问题,我们采取了气动铆接机进行铆接,确保铆接压力一致。
3 结论
通过对真空式燃油开关故障模式进行FMEA分析,发现和改进的生产过程中的故障模式。经过团队成员的共同努力,对影响燃油开关漏油的膜片、开关体、阀芯及装配工艺进行了改善,其效果良好。应用FMEA分析方法,对真空式燃油开关故障进行功能划分,创建过程框图,并设计和完成真空式燃油开关故障的相关FMEA表。结合专项诊断试验,对照FMEA表的故障特征和影响项,成功锁定了故障源。然后,根据故障源的故障模式,对影响燃油开关漏油的膜片、开关体、阀芯及装配工艺等进行了改进,取得良好效果。使企业的燃油开关三包退赔件数量明显下降,且目前为止未出现改善后零部件退赔情况,说明改善效果明显。
由于,在汽车摩托车零配件中应用FMEA分析方法,不但能大大减少故障诊断中关键工作——故障源定位的工作量,而且能为后续故障处理措施的制定提供有效支撑。所以,FMEA在汽车摩托车零配件故障诊断和处理方面的有着广泛而光明的应用前景。
参考文献:
[1]Gábor Ványi. Improving the effectiveness of FMEA analysis in automotive a case study[J]. Acta Universitatis Sapientiae, Informatica,2016,8(1).
[2]Huai-Wei Lo, James J.H. Liou. A novel multiple-criteria decision-making-based FMEA model for risk assessment[J]. Applied Soft Computing Journal, 2018.
[3]张远望.P-FMEA在产品生产工艺中的应用[J].现代制造技术与装备,2017(04):64-65,68.
[4]孙立力.FMEA在研发设计过程中的应用[J].中国质量,2010(06):93-94.
[5]吴凤明,刘家祥,殷璨.基于FMEA的设备风险分级管控研究[J].价值工程,2018,37(27):94-96.
作者简介:凌旭(通讯作者)(1988-),男,湖南衡阳人,硕士研究生,工程师,主要研究方向为计算机辅助测试理论与技术。
