管道筒体对接环缝全自动焊接设备设计与应用
2020-09-10周明远李英伟杨永家
周明远 李英伟 杨永家
摘要:以船舶管道筒体对接环缝自动化焊接生产为例,详细介绍管道筒体对接环缝全自动焊接设备的设计思路,包括其技术要求、组成及特点以及电气控制系统等,重点分析管道筒体对接环缝全自动焊接设备的操作机、特制滚轮架及电气控制系统的工作原理,最后简要介绍设备的使用情况。实践证明,所设计的管道筒体对接环缝全自动焊接设备操作方便、焊接质量好、自动化程度高,完全能够满足管道筒体对接环缝全自动化焊接要求,这对筒体对接环缝自动化焊接生产线的设计及应用具有一定的参考和借鉴作用。
关键词:操作机;特制滚轮架;设计;全自动化焊接;船舶管道筒体
中图分类号:TG409 文献标志码:B 文章编号:1001-2303(2020)12-0043-05
DOI:10.7512/j.issn.1001-2303.2020.12.10
1 项目概述
某企业是船舶生产单位,为提高设备自动化程度、保证产品质量,需设计制造管道筒体对接环缝全自动焊接设备,其生产纲领为筒体对接环缝工件直径范围:φ600~1 000 mm;工件长度范围:1 200~8 000 mm;工件质量:不大于5 t。筒体工件示意如图1所示。
工件人工行车上料后,设备自动完成环缝的焊接。经分析与研究成功设计了管道筒体对接环缝全自动焊接设备并投入使用,满足了管道筒体对接环缝全自动焊接要求。
2 筒体对接环缝全自动焊接设备设计思路[1-5]
2.1 筒体对接环缝全自动焊接设备技术要求
为满足管道筒体对接环缝全自动焊接生产要求,筒体对接环缝全自动焊接设备必须满足以下技术要求:①采用焊接操作机配合滚轮架的方式,来完成筒节的外侧环缝焊接。②焊接过程实现全自动焊接。③焊接过程实现自动跟踪。④滚轮架能实现对工件的自动防窜。⑤滚轮架能自动调节中心距实现不同直径工件的要求。⑥整个设备系统单元由PLC控制系统集中控制,包括操作机台车行走,操作机机头伸缩和升降,焊接电源参数、机头焊缝跟踪、机头焊缝监控、工件自动防窜等逻辑关系。
2.2 筒体对接环缝全自动焊接设备组成和特点
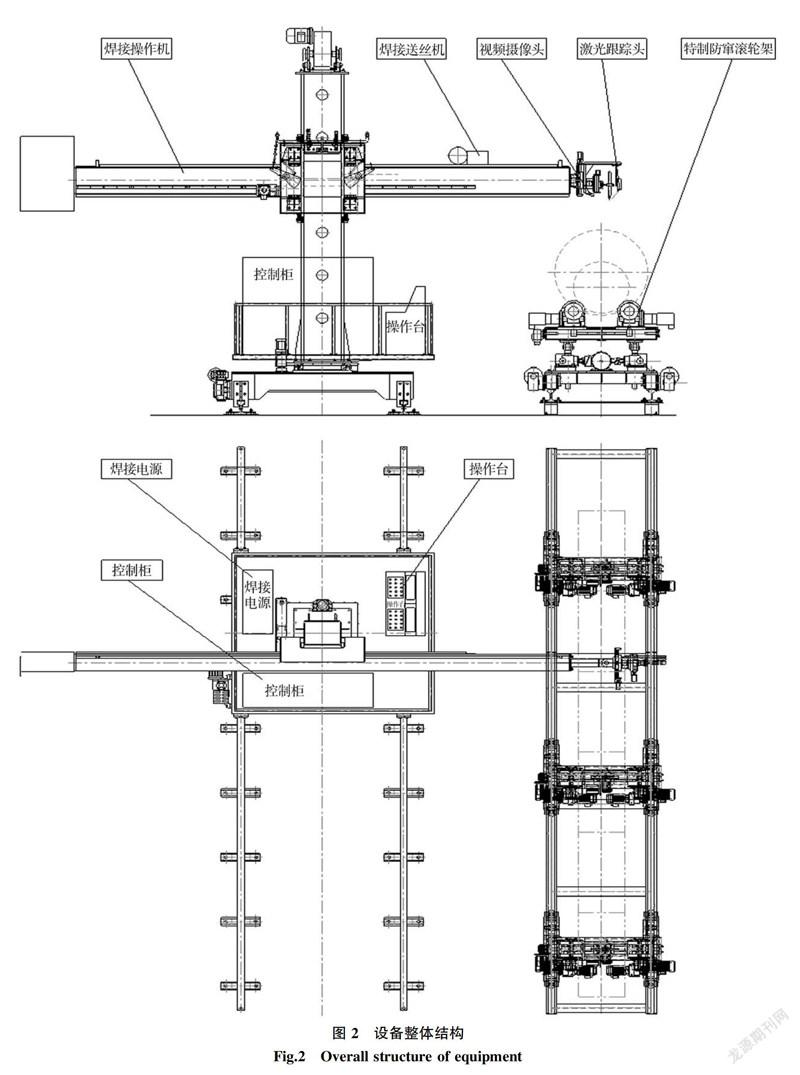
管道圆柱形筒体对接环缝全自动焊接设备由1套焊接操作机、1套特制防窜滚轮架、1套MIG焊接系统、1套机头视频监控系统、1套焊缝激光跟踪系统和1套PC电气控制系统等组成。整体结构如图2所示。
2.2.1 焊接操作机
焊接操作机设计为CZ22-4X4T型配置,设备由电动行走台车、立柱电动回转、气动锁紧、立柱、横梁、升降滑板、升降提升装置、防坠落装置、焊接机头等组成。焊接机头安装在横梁端头,横梁安装在滑板上,可沿滑板无极调速伸缩,横臂伸缩采用交流伺服电机配行星齿轮减速器,由齿轮齿条驱动,速度无级可调,数字显示,可预置参数,低速扭矩大,响应速度快、无爬行和振动现象。
滑板安装在立柱上,可沿立柱恒速升降,立柱及横梁采用焊接结构件,具有很好的刚性。操作架立柱采用方型导轨导向,横梁采用直线导轨导向,保证导轨的高精度及其耐磨性,运行平稳,下挠度小。
升降装置在滑板上设有防坠落保险装置,采用偏心轮锁紧机构。如发生链条断裂等故障时,可有效防止横梁下坠。
立柱、横梁等部件可作±180°电动回转并配有气动锁紧装置。
回转机构底座安装在行走台车上,行走台车在钢轨上电动行走。
焊接机头配有电动十字拖板、安装支架等。焊枪、视频监控摄像头和激光跟踪头均装在机头安装支架上,电动十字拖板可调节焊枪等上、下升降和左、右移动,横移拖板具有摆动功能。
2.2.2 特制防窜滚轮架
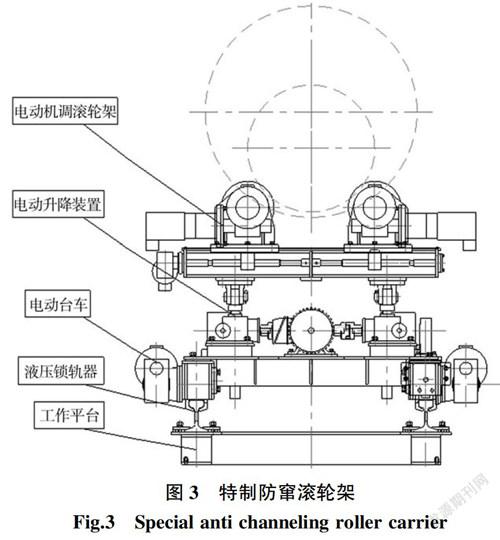
该防窜滚轮胎架由3组主动滚轮胎架、工作平台、防窜检测架和控制系统等组成,如图3所示。
主动滚轮胎架由电动行走台车、滚轮架升降装置、电动机调滚轮架和液压锁轨器等组成。电动行走台车采用双驱方式,行走平稳。升降装置安装在电动行走台车平台上,升降装置采用4组举升机组合方式,一组交流电机驱动升降,升降力大,升降平稳可靠。电动机调滚轮架安装在升降装置上,由电动机调架和2组滚轮组成,电动机调架通过交流电机驱动丝杆带动两组滚轮同时相向运动来调节滚轮距离,满足不同直径筒体要求。在滚轮架行走台车上安装有液压锁轨器,由液压动力单元、液压管路、液压缸和锁轨装置等组成,滚轮架行走台车行走时自动松开锁轨装置,行走到位后锁轨装置自动锁紧轨道,保证滚轮胎架的稳定性。
防窜检测架安装在工作平台一端,通过检测工件轴向窜动,程序控制自动升降滚轮架,解决窜动问题。
2.2.3 焊接系统
焊接系统配置奥地利福尼斯的TPS5000系列焊接电源,配有自动送丝机和水冷自动焊枪,冷却水箱与焊接电源为一体式。焊接系统可实现MIG/MAG自动焊接。
福尼斯的TPS5000系列焊机有自动采集和管理焊接数据的功能;焊接系统能通过接口与焊接操作架、滚轮架以及外部的辅助设备实时通讯,便于完成全自动焊接控制功能。
2.2.4 视频监控系统
视频监控系统采用长焦距外置式专业成品相机。通过精确的焦距调整,可清晰地监控机头焊枪和焊缝情况。监控系统采用加拿大XIRIS公司的XVC-500产品,用来监视各种类型焊接,包括气体保护焊(MIG/MAG)。自动化焊接时,操作者能远程监视焊接区域,可同时观察到电弧、焊丝、熔池、焊缝和周边环境等。
2.2.5 焊缝激光跟踪系统
焊缝激光跟踪系统采用加拿大Power激光跟踪系统,全套标准系统包括激光传感器、控制单元和相关软件,它包含一个无接触的焊缝跟踪激光传感器、控制器。跟踪执行机构采用1套电动十字拖板,分別为1套垂直安装拖板和1套水平安装拖板,行程均为200 mm,跟踪和调节范围大。
激光傳感器探头安装在机头跟踪执行机构前端支架上,可随焊枪一起摆动。
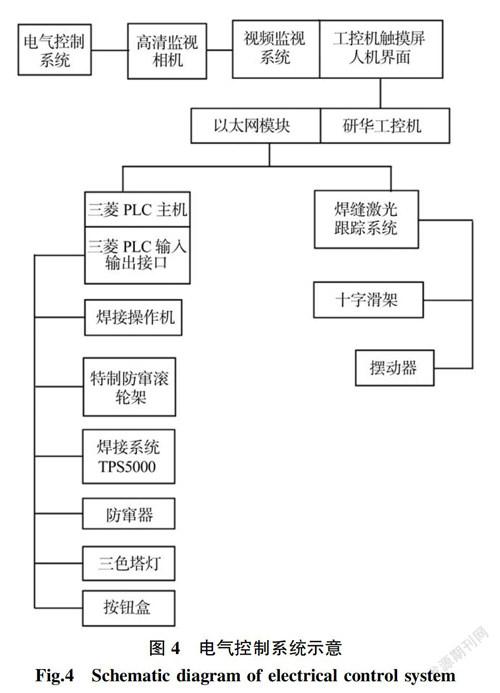
2.3 筒体对接环缝全自动焊接设备电气控制系统
通过工控机系统编程,可以在手动和自动两种方式下监视、控制所有的检测器件和执行机构。工控机系统预留10%的扩展余量,包括输入、输出点以及扩展的内存空间。同时控制柜也预留相应的扩展空间监控程序,对系统的执行周期没有任何影响。工控机系统内的参数可以通过以太网传输到工厂MES系统。
通过工控机系统编程,在自动模式下可以实现工件焊缝的自动跟踪和工件的自动防窜。自动方式下的系统启动:操作人员安装工件→设置好工件参数→切换到自动模式→按下启动系统焊接。
3 筒体对接环缝全自动焊接设备使用效果
筒体对接环缝全自动焊接设备用于船舶管道筒体对接环缝自动化焊接生产,完全达到了技术和设计要求,设备操作方便,工件上料后,一键式全自动焊接,功能强大,大大降低了操作难度,焊缝质量合格率达100%,完全满足管道筒体对接环缝自动化焊接生产要求,为企业创造了良好的经济效益和社会效益。
4 设备技术优势
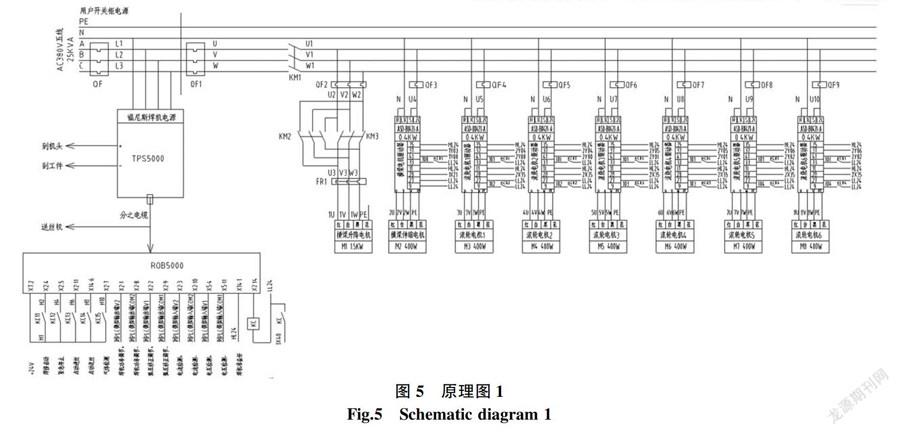
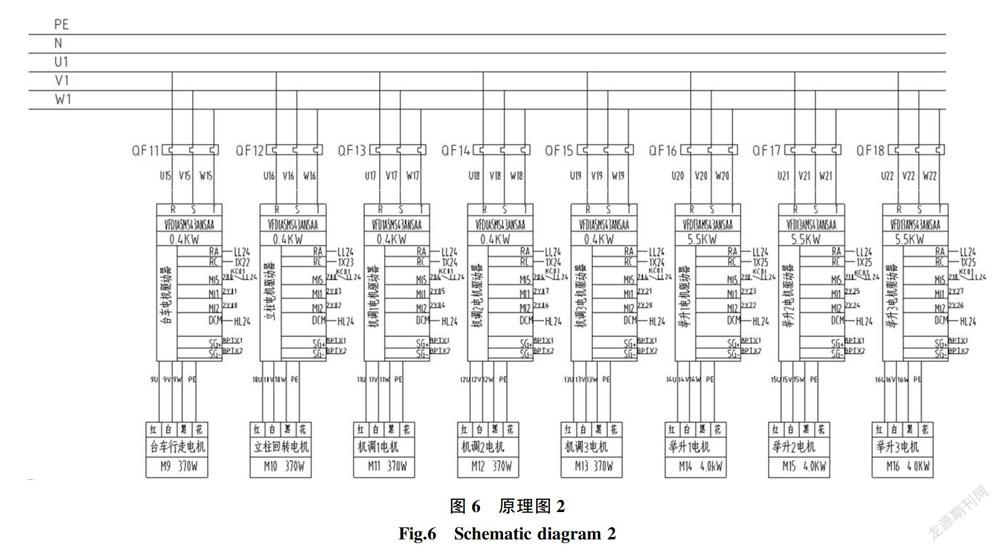
(1)控制系统控制设备多,程序复杂,难度大,采用双PLC集成控制。
操作机及焊接机头配有6套电机驱动系统;特制滚轮架每台配有6套电机驱动系统,3台滚轮架共18套电机驱动系统。整个设备共配有24套电机驱动系统。加上对视频监视系统、进口激光跟踪系统、焊接摆动器、进口焊接系统等的自动控制,控制程序相当复杂,目前成都水元科技有限公司首家开发出该程序,是设备优势之一。设计原理如图5、图6所示。
(2)焊接填充量实现程序自动控制。
在多层多道焊时,不同焊道焊接熔敷填充量不同,需调整焊接工艺参数,以前都是人工设置输入调整。所设计的自动化程序能自动分析工件焊缝的大小和截面积等参数,通过程序控制实现自动增减焊接填充量,在国内属首创,是设备的优势之二,这就确保了焊缝质量,焊缝合格率高。
参考文献:
[1] 濮良贵,陈国定,吴立言. 机械设计[M]. 北京:高等教育出版社,2013.
[2] 米泽正明,长谷川圣,河田泰纪,等. 可编程控制器:CN90102324.8[P]. 1990-4-23.
[3] 南光群,胡学芝. 可编程控制器的选择[J]. 机械制造与自动化,2004,33(2):65-67.
[4] 赵天洪. 现场总线与控制系统[J]. 电力系统自动化,2000,24(13):62-65.
[5] 潘新民. 微型计算机控制技术[M]. 北京:电子工业出版社,2013.
收稿日期:2020-07-10
作者简介:周明远(1962— ),男,学士,工程师,主要从事焊接自动化设备的研制工作。E-mail:zmy62418@126.com。
