浅谈常规刀具加工异形角度螺纹的方法
2020-09-10程沛秀
程沛秀



摘要:本文以在普通型数控车床上加工异形角度螺纹为例,阐述使用常规刀具在华中数控世纪星HNC-22T系统中加工异形角度螺纹的方法。本文核心在于将加工异形角度螺纹加工所需的专用刀具改为常规刀具,以60°梯形螺纹加工为例,编制通用程序,加工类似的非标螺纹,加工效率高。
关键词:异形角度螺纹;加工工艺;变量关系;宏程序
0 引言
在机械产品中,螺纹的运用非常广泛,但随着机械结构功能的不断改进,对零件的结构也提出了很高的要求。异形表面螺纹主要包括45°梯形螺纹、变导程螺纹、锯齿形螺纹、滚珠丝杆、变导程滚珠丝杆和圆弧表面螺纹等,此类螺纹加工难度较大,存在加工效率低、加工精度低、劳动强度大等现象,且經常出现废品,加工方法不利于推广应用。异形角度螺纹在一些行业中有特殊的应用范围和特别的技术参数要求,常见的有60°梯形螺纹。本文是在经济型数控车床上利用常规数控刀具,通过采用宏程序的编程方法和加工工艺来加工梯形螺纹,分析介绍宏程序编程加工方法的方便、灵活、快捷等特点及工艺优越性,避免螺纹加工中的扎刀、螺纹变形、加工困难等现象。
1 异形角度螺纹
使用CAD/CAM进行45°梯形螺纹的自动编程,所编程序是逐点计算加工路径,程序篇幅太长,占用内存大,会出现普通数控机床内存不足,且加工时机床运行时间太长,不能灵活调整。采用机床原有的G代码加工,如G76、G82,由于分别是采用斜进法和直进法,到最后部分,刀具总的接触面积大,就会造成扎刀或者震动,影响螺纹的加工质量和加工速度[1]。
利用螺纹角度函数关系式进行宏程序编制,改变宏程序的关系式来改变进刀加工的参数变化,从而实现快速编程和快捷加工[2]。为突破异形角度螺纹加工的技术难点,文中编写了一个适合于各种角度螺纹加工的宏程序,通过宏程序解决了该加工难点。本文就以加工单头60°梯形螺纹,如图1所示,阐述使用常规刀具在经济型数控车床华中数控世纪星HNC-22T系统中加工60°梯形螺纹的方法,并以此推及其它任意角度的非标梯形螺纹的加工方法。
2 加工工艺分析
2.1 图纸解读
图1中的螺纹轴零件上存在异形角度螺纹,加工的重点和难点就是60°梯形螺纹,该异形角度螺纹的螺距为10mm,牙顶宽为2.7m,牙底宽为3.5mm,牙高为3mm。该异形角度螺纹为非标梯形螺纹,选用常规螺纹加工指令无法完成加工,也没有此类成型刀具可以选用。
2.2 加工刀具选择
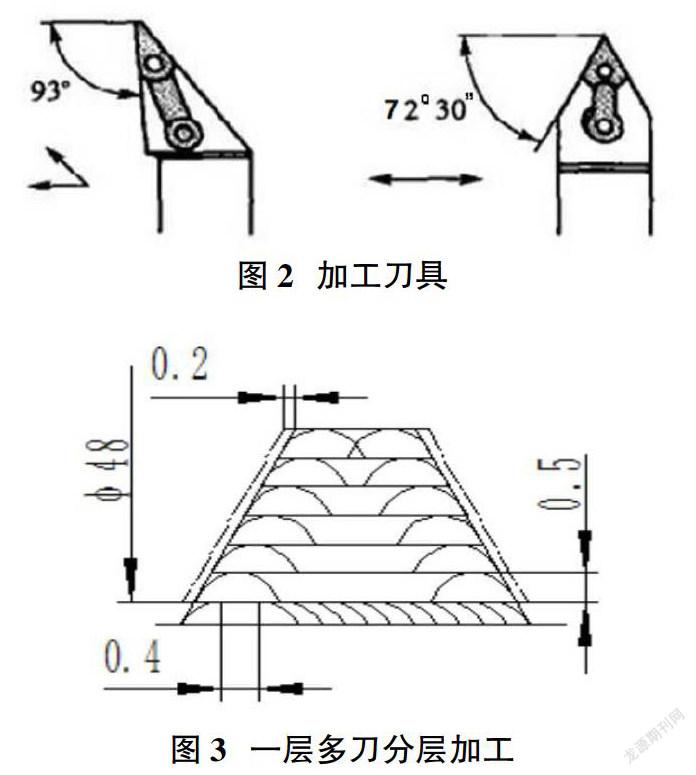
本文选择常规数控刀具35°外圆右偏刀或35°对称刀,如图2所示。作为加工螺纹的刀具,但必须保证加工螺纹的刀具在车削中与工件不存在干涉。这两种刀具均为数控车削加工中的常规刀具。
2.3 加工方法
常见的螺纹加工方法有直进法、斜进法、车直槽法、车阶梯槽法、左右车削法、分层切削法等。对于大螺距(P≥7)梯形螺纹,大多使用分层切削法、车阶梯槽法、车直槽法、左右车削法等几种方法进行加工,其中分层切削法使用较广,是企业中应用最广泛应用的一种切削方法,具有其独特的优势[3]。
本文中的螺纹采用35°外圆右偏刀或35°对称刀进行中刀加工,采用“一层多刀”分层切削法,如图3所示,从槽宽和槽深两个方向分层加工,即从X方向分多层和Z方向分多段的多次加工方式完成螺纹加工。X方向以螺纹的总切深作为转移条件,实现螺纹深度方向的分层加工。加工完一层螺纹槽,切深方向进刀一层,直至达到螺纹总切深。Z方向以同一切深层上整个切削槽宽为转移条件,实现同一切深层的螺纹槽加工。Z方向移动到不同的螺纹槽起刀点,通过宏程序在同一切深层进行计算,得到该层的螺纹槽宽,然后再进行多次进刀切削,直至达到螺纹总槽宽。如在加工的最后出现进刀总宽度大于本层槽宽,则直接取槽宽为进刀宽度。通过X方向分多层和Z方向分多段的两个循环,实现异形角度螺纹的加工。异形角度螺纹程序编制时,先利用梯形螺纹的函数关系表达Z坐标与螺纹深度的关系,然后再用G32指令进行程序编制,以螺纹刀尖R的中心轨迹进行编程,编程的关键在于找准每次Z向下刀点。异形角度螺纹加工时,在起刀点位置和结束点位置应该给予螺纹升速及降速的距离,在螺纹切削进刀端与退刀端须考虑螺纹升速与降速段。利用宏变量,各分层参数可自由指定和快速调整,配以宏循环指令可以很方便实现大螺距异形角度螺纹的加工[4]。
从图3可以看出,切深进刀每层进刀深度为0.5mm,总切深3mm需要六次进刀完成。同一切深层z向每次进刀为0.4mm,直至切削该层槽宽。螺纹槽两侧预留0.2mm余量进行精加工,螺纹槽底预留0.1mm余量进行精加工,以此保证螺纹槽两侧及槽底的表面粗糙度。
3 加工程序编写
本程序采用的是通用35°外圆左向横柄车刀(刃长16,主偏角93度,刀尖半径R0.4)进行编程,此程序的优点是通用性强,当异性角度螺纹的角度改变时,只需要在程序中改变牙形角的长度距离参数即可。
3.1 加工参数变量及计算关系
加工螺纹两侧参数变量及计算关系如表1所示。
精加工螺纹底径加工参数变量及计算关系如表2所示。
3.2 加工程序
在加工60°梯形螺纹时,由于梯形螺纹螺距较大,所以加工时主轴转速不宜过高(一般主轴转速取S200~S250转/分)。另外,加工过程中要保证切削液充足,并要注意精加工刀具与粗加工刀具Z向对刀一定要在工件毛坯的同一端面,避免发生乱牙现象。(图4)
4 结束语
本文在经济型数控车床上使用数控加工通用的35°外圆右偏刀或35°对称刀来加工60°梯形螺纹,突破此种异形角度螺纹加工的技术难点,通过采用“一层多刀”分层切削法实现了异形角度螺纹的加工。文中利用螺纹角度函数关系式进行宏程序编制,通过改变宏程序的关系式来改变进刀加工的参数变化,从而实现快速编程和快捷加工。编制了通用程序,运用宏程序分层加工梯形螺纹,这种易懂、易掌握的异形角度螺纹方法,加工效率高,在实践教学和生产中取得较好的加工效果。对于类似的非标螺纹加工,具备一定借鉴意义。
参考文献:
[1]朱建军.大螺距梯形螺纹数控车加工研究.[J].机械研究与应用,2017,01:147-149.
[2]姚文才.异形角度螺纹的加工[J].山东工业技术,2015,04:27-28.
[3]康徐红.大螺距异形内螺纹高效加工的研究与时间[J].煤矿机械,2015,04:162-164.
[4]徐冰川.浅谈异形螺纹的编程与加工[J].科技信息,2012,24:336-337.
