二冲程发动机气缸珩磨工艺探讨
2020-09-10李嘉俊
李嘉俊



摘要:二冲程发动机结构虽然简单,但二冲程发动机的气缸工艺却比较复杂,二冲程发动机气缸一般是用铝合金压铸而成,为了提高寿命,会在气缸内壁镀上一层金属镀层,金属镀层镀上之后需要进行珩磨加工,使得气缸内径以及形状公差符合相关尺寸要求。本文将对二冲程发动机气缸珩磨工艺做一个分析。
关键词:二冲程发动机;气缸;珩磨
1 二冲程发动机气缸的特点
图1为某二冲程发动机气缸的剖面图,从图片中可以看出气缸形状比较复杂,气缸顶部有火花塞孔,气缸壁上会开有进排气口以及扫气道,气缸表面有散热叶片,可以用来散热,另外气缸内孔属于盲孔。
2 二冲程发动机气缸内壁电镀
出于减轻重量和提高性能的目的,二冲程发动机的气缸一般是用铝合金压铸而成,但铝合金的强度较低,很难适应二冲程发动机高强度的工作工况,如果直接使用,二冲程发动机的寿命将会很低,因此为提高二冲程发动机的寿命,通常会在气缸内壁镀上一层金属镀层,目前常见的金属镀层为硬铬、陶瓷等。
气缸在压铸出来后,首先会进行CNC机加工,保证缸孔形状和尺寸精度,这是为了电镀涂层时不会出现缸孔变形或者垂直度不符合要求。二冲程气缸内壁电镀特点如图2所示。
从图2中可以看出,镀层在上部和底部都有一个加厚,這是由于气缸顶部有直角位,以及口部位置有扫气道的原因,这两处位置使得电极棒会放电不均匀,造成这两个位置镀层太薄或者不均匀,因此在这两个位置需要适当把电极加大,增加镀层加厚,保证进行珩磨工艺时可以顺利加工。电镀后镀层测量如图3所示。
3 二冲程发动机珩磨工艺特点
珩磨工艺是一种特殊的磨削工艺,是用镶嵌在珩磨头上的油石对气缸内孔表面进行精度加工。珩磨头与气缸内孔的接触面积较大,因此加工效率非常高。二冲程发动机气缸的珩磨工艺主要有两大特点,珩磨头设计以及磨削速度设计。
3.1 珩磨头设计
珩磨头是珩磨加工的刀具,将表面有锋利磨粒的油石,如图4所示,按照气缸电镀的特点布置在珩磨头上,然后对缸孔表面实施加工。二冲程发动机珩磨头的形式一般会使用两片瓦形式,如图5所示,这是因为二冲程气缸内部多有开孔和沟槽所致,但是这种形式的珩磨头会导致珩磨油石的损耗增加。
另外由于二冲程气缸的特殊性,所以油石的排列需要特殊安排。如图6所示。
从图6中可以看出中部位置油石设置较少,这是因为中部位置,油石往复运动,可以均匀经过,而且中部电镀层不会太厚,不需要设置过多。在上部和下部都有增加油石,一般下部会比上部设置多一点油石,这是因为上部位置虽然加厚,但需要珩磨的位置相对较少,因为上部位置有扫气道。在下部需要设置最多油石,这是因为气缸底部位置突台较高,加上是盲孔,珩磨头没法完全通过,所以磨石的数量要设置最多,并且还需要预设底部停留时间,弥补底部加厚但珩磨时间太短的问题,以保证珩磨气缸圆柱度。
3.2 磨削速度设计
二冲程气缸珩磨加工一般分为粗珩和精珩两个阶段,粗珩阶段珩磨头快速进给,磨去大部分余量,修正内径尺寸误差,精珩阶段主要是使内径达到公差范围,确保缸孔的圆度、圆柱度,并形成表面珩磨网纹。
珩磨头表面分布多条珩磨条,磨条在孔壁上的切削轨迹由于每分钟的往复和旋转速度不一样,所以是不会重复的,如此多次往复运动,在工件表面形成均匀珩磨网纹。珩磨网纹的夹角与珩磨头的往复速度及旋转速度有关。有研究表明,珩磨网纹夹角在25~55°时发动机的油膜稳定性最好。一般二冲程气缸珩磨头的转速设定为120~200rpm,往复运动的速度一般为10000~15000mm/min。
4 精度与测量
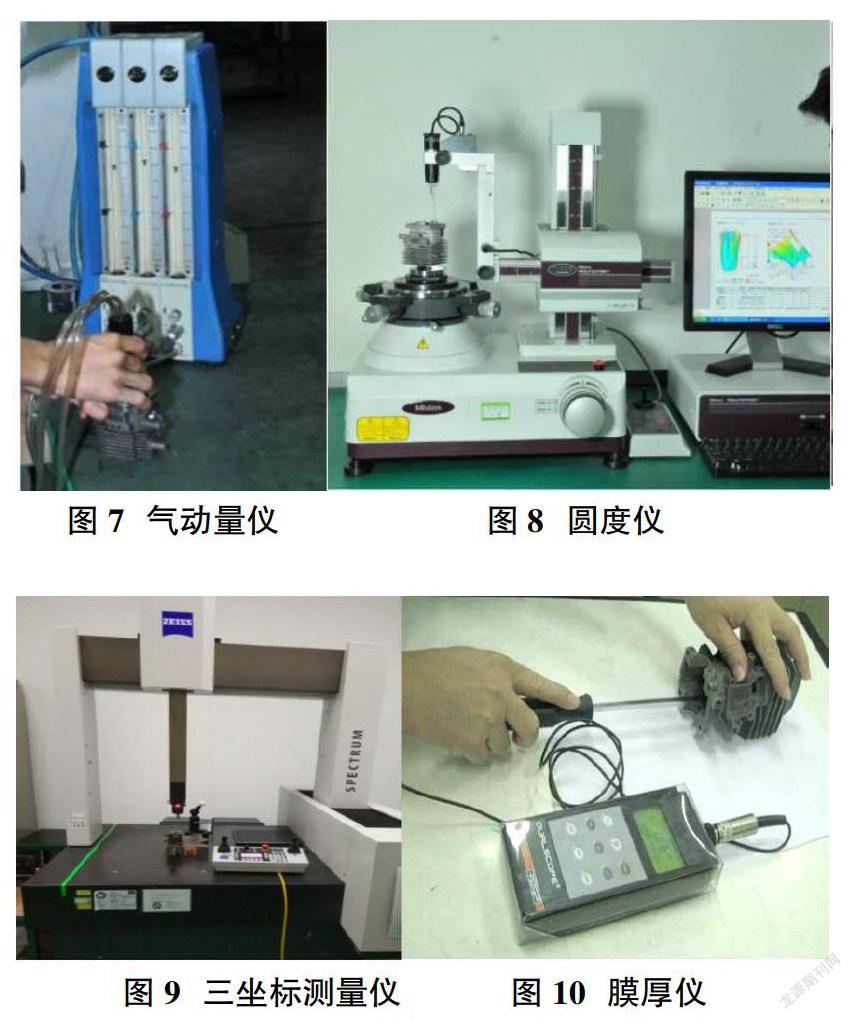
在生产过程中,二冲程气缸的测量一般会分为内径尺寸测量、形状公差(圆度、圆柱度、垂直度)以及镀层厚度的测量,在加工过程中,为了能够快速进行尺寸的确认,一般会采用气动量仪进行测量,气动量仪能够快速准确对气缸内径进行测量,测量一般是三个位置:顶部、中部和口部,顶部一般是测量加厚位置确保是否有珩磨到位,中部一般是测量进排气口附近位置,口部一般是测量距离口部约5mm位置。通过三个位置的对比也可以用来确定缸孔的形状。如图7。
气缸的圆度和圆柱度一般会用圆度仪进行测量,圆度仪能够描述气缸的任何位置的内圆形状,可以确认缸孔是否有变形。如图8。
垂直度一般是用三坐标测量仪进行测量,三坐标测量仪是一个功能十分强大而且准确性高的高精密仪器,根据设定的程序,可以进行不同的尺寸、位置公差、形状公差等的测量。如图9。
镀层厚度可用膜厚仪进行测量,如图10。
5 总结
二冲程发动机气缸是二冲程发动机的核心部件,珩磨加工是保证气缸质量的重要工序,珩磨加工是否良好,对于二冲程发动机的寿命起着关键作用。
参考文献:
[1]崔宇.汽车发动机缸孔珩磨质量研究[D].山东大学,2018.
[2]叶宗茂.发动机气缸体缸孔圆柱度三坐标测量方案[J].汽车工艺师,2015(3):36-39.
[3]韩昌满.缸孔珩磨工艺的发展与应用[D].哈尔滨工程大学,2006.
