船用焊接辅助装置设计与应用
2020-09-10陈宏宇

摘要:焊接是船舶与海洋工程建造领域的重要工作。船舶构件较大,焊机常常需要较长的接线才能满足船体构件焊接的需求。在施工过程中较长的接线容易打结缠绕,这样在理顺的过程中就降低了生产效率,而且还存在引起火災和绊倒等安全隐患。文章介绍了船舶结构以及焊接方法,并且设计了一种焊接辅助装置可以避免焊机较长接线的打结问题。
关键词:船舶结构;船舶焊接;焊线收纳
0 引言
在船舶与海洋工程建造领域存在着大量的焊接工作,加上船舶的构架体型庞大,焊机需要接长线,以便焊接工作的顺利进行。这样就容易出现焊机电线打结缠绕的现象,需要人工进行线组的理顺,浪费了大量的时间,降低了生产效率。除此之外,焊机线组混乱时还存在着安全隐患,例如电火以及绊倒摔伤的现象。本文提出的解决方案能够理顺焊机的长线组,并且缠绕规矩不打结,提高了生产效率,改善了施工现场的工作环境,避免了电火以及摔拌跌倒的安全隐患。具体的措施是通过收线轴、转盘和把手之间的配合,便于对电源线进行收纳,通过第一锥齿轮、第二锥齿轮、传动轴、固定轴、第一齿轮、第二齿轮、转轮、固定柱、连接板、限位板、支撑柱和滑槽之间的配合,可以保证电源线在收线轴上均匀的缠绕,避免了电源线的杂乱。
1 船舶结构及焊接方法介绍
现代的船舶与海洋工程是一个复杂的海上钢质建筑物,承受着来自装载货物、海水、风等外界环境给予的复杂载荷。为了适应其工作环境和满足使用要求,船舶需要设计出特殊的结构。总的来说船舶的结构分为外板和内部结构,随着船舶大型化的进程,双层壳体的结构被应用的越来越多。外板主要是为船舶提供一个封闭的水密空间,供船舶的营运、设备布置等功能使用。单独的外板不能适应复杂的载荷情况,在外板的内部还要增加骨架是船舶获得较好的强度。船舶内部的骨架主要分为两类,一类是成框架布置的,另一类局部布置的。框架布置的是船舶的主要结构起到加强整体强度的作用,共有三个方向上的框架,分别是水平框架、横向框架和纵向框架,这三种框架分别于船舶的基线面、中横剖面、中纵剖面相平行。水平框架的结构有舷侧纵行、首柱、尾柱;横向框架的主要结构有,甲板横梁、肋骨、肋板;纵向的框架主要有甲板纵行,龙骨(船底桁)。构件与构件用肘板或腹板升高等方式过度连接。局部构件起到局部加强的作用,比如加强筋、扶强材等,主要布置在承受局部载荷的位置,例如机械设备的下方、人孔周围。为了分隔船体内部功能区域,在船体内部还设有舱壁结构,横向布置的称为横舱壁,纵向布置的称为纵舱壁。船体上的结构又有强弱之分,不同部位的构件有着不同的叫法,图1是一艘杂货船的剖面,介绍了船舶主要构件的名称和形式。图中标号:1船底板、2中底桁、3旁底桁、4内底边板、5船底纵骨、6内底板、7肋板、8内底纵骨、9加强筋、10减轻孔、11上甲板、12甲板强横梁、13甲板横梁、14甲板纵骨、15甲板纵行、16支柱、17下甲板、18肘板、19主肋骨、20甲板间肋骨、21强肋骨、22舷侧外板、23舭肘板、24甲板横梁、25横舱壁、26舱口围板、27肘板、28舷墙、29扶强肘板、30舭龙骨。
在当代的船舶与海洋工程的建造过程中,焊接工作是一项非常关键的施工步骤和工艺技术,焊接工作不仅对船体的建造质量有很大的影响,而且还涉及到船舶的建造周期与成本,还影响着生产过程的安全性。好的焊接方法和过程对提高生产率、缩短造船周期起着很大的作用。目前,焊接工时在整个船体建造周期中占40%左右,焊接成本占船体建造总成本的40%左右。因此,研究、改进焊接技术,对提高造船生产率有着重大的意义。现代船舶建造中常用的焊接方法有两类:电弧焊和电渣焊,其中电弧焊最为常用。电弧焊是利用电弧热局部熔化焊体和填充金属(焊条或焊丝),然后凝固成坚实接缝的一种焊接方法。电弧焊分为手弧焊、埋弧焊(自动和半自动焊)、气体保护焊和等离子焊等。电渣焊是利用电流通过液态熔渣(渣池)产生的电阻热使焊件和填充金属(电极)熔化,然后凝固成坚实接缝的一种焊接方法。根据电极的不同,分为板极、丝极和熔嘴电渣焊。焊缝的形式主要取决于焊接接头的形式。焊接接头是指焊件相互连接需要焊接的部分。船体焊接中常见的焊接接头形式有:对接接头、T型接头、角接接头、搭接接头和塞焊接头等,焊缝是焊接接头经施焊后形成的接缝。常见的焊缝形式有:对接焊缝、角焊缝和塞焊缝。船体焊接中,角焊缝数量最多,对接焊缝次之,塞焊缝较少。
2 设计内容
本文所设计的一种船用对接缝装配及焊接辅助装置,解决了现有技术中船用焊接机导线收纳不方便的问题。为了实现上述目的,本文设计了如下技术方案:
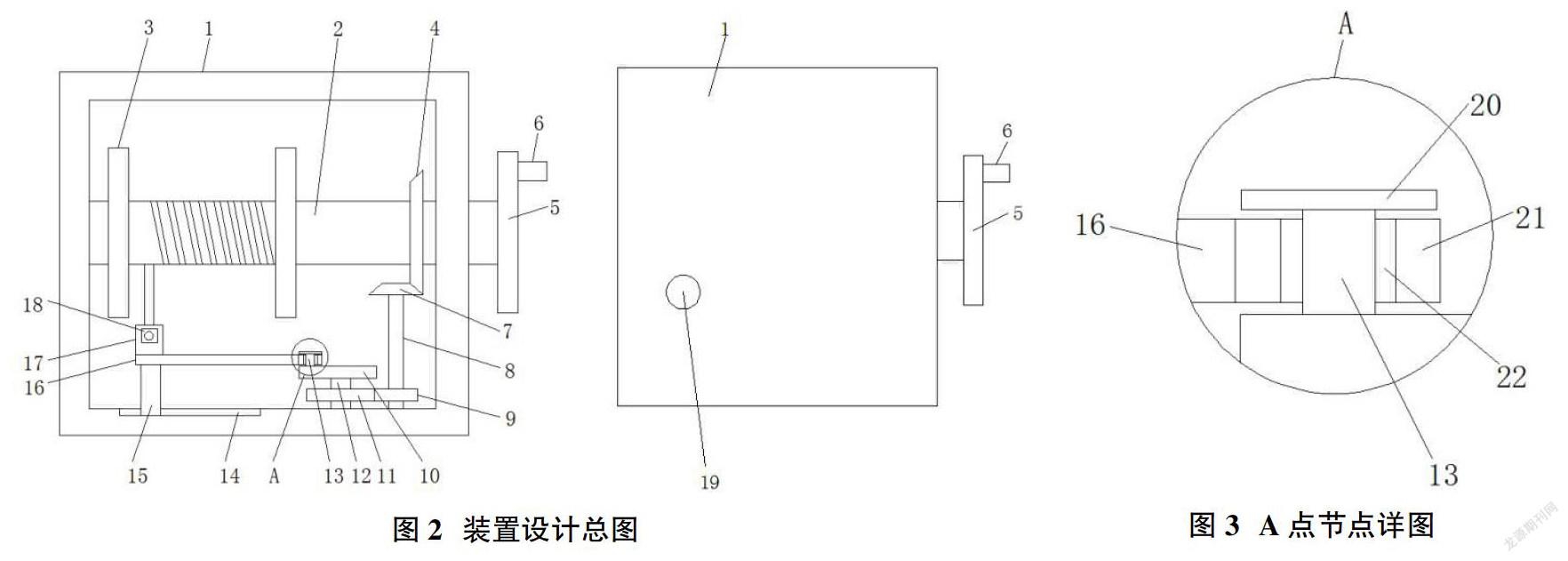
一种船用对接缝装配及焊接辅助装置,包括收纳盒和固定框,所述收纳盒的一侧开设有出线孔,收纳盒的内部转动连接有收线轴,收线轴的外部固定有两个固定板和第一锥齿轮,第一锥齿轮位于两个固定板的一侧,收线轴的一端延伸至收纳盒的外部,且收线轴位于收纳盒外部的一端固定有转盘,收纳盒的底部转动连接有传动轴和固定轴,传动轴位于固定轴的一侧,传动轴的顶部固定有第二锥齿轮,第二锥齿轮与第一锥齿轮相啮合,传动轴的外部固定有第一齿轮,固定轴的顶部固定有转轮,转轮的顶部一侧固定有固定柱,固定轴的外部固定有第二齿轮,第二齿轮与第一齿轮相啮合,所述固定框的顶部开设有连接孔,固定框位于转轮的顶部,固定柱的一端贯穿连接孔延伸至固定框的外部,固定框远离传动轴的一侧固定有连接板,连接板的顶部固定有限位板,限位板的一侧开设有限位孔,具体形式见图2与图3。
图2、图3的图中标号:
1收纳盒、2收线轴、3固定板、4第一锥齿轮、5转盘、6把手、7第二锥齿轮、8传动轴、9第一齿轮、10转轮、11第二齿轮、12固定轴、13固定柱、14滑槽、15支撑柱、16连接板、17限位板、18限位孔、19出线孔、20挡板、21固定框、22连接孔。
成果设计还应该注意以下问题:
①转轮、固定框、连接板和限位板均位于收线轴的下方,固定柱位于连接孔外部的一端固定有挡板。
②擋板为圆柱形结构,连接孔为矩形结构,挡板的直径大于连接孔的宽度。
③所述连接板的底部固定有支撑柱,收纳盒的底部内壁上开设有滑槽,支撑柱的一端延伸至滑槽的内部。
④所述转盘远离收纳盒的一侧转动连接有把手。
⑤两个所述固定板之间设有距离,且两个固定板之间的距离与转轮的直径相同。
3 使用方法
本文设计的焊接辅助装置应用时加装在焊机上,将焊线收纳于装置上,具体的操作方法如下:
本使用过程中,转轮10、固定框21、连接板16和限位板17均位于收线轴2的下方,固定柱13位于连接孔22外部的一端固定有挡板20,挡板20为圆柱形结构,连接孔22为矩形结构,挡板20的直径大于连接孔22的宽度,连接板16的底部固定有支撑柱15,收纳盒1的底部内壁上开设有滑槽14,支撑柱15的一端延伸至滑槽14的内部,转盘5远离收纳盒1的一侧转动连接有把手6,两个固定板3之间设有距离,且两个固定板3之间的距离与转轮10的直径相同。
收线轴2上缠绕有电源线,电源线的一端穿过限位孔18和出线孔19延伸至收纳盒1的外部,收线时,握住把手6带动转盘5转动,转盘5带动收线轴2转动,从而将电源线收卷在收线轴2上,与此同时,第一锥齿轮4带动第二锥齿轮7转动,第二锥齿轮7带动传动轴8转动,转动轴8通过第一齿轮9带动第二齿轮11转动,第二齿轮11进而通过固定轴12带动转轮10转动,转轮10进而带动固定框21在水平方向上往复运动,固定框21进而通过连接板16带动限位板17在水平方向上往复运动,从而保证了电源线均匀的缠绕在收线轴2上。
4 结语
本文介绍了船舶的结构形式与焊接方法,设计了一种船用焊接辅助装置,针对船用焊接机导线收纳不方便的问题,现提出了方案。设计的辅助结构合理,操作简单,解决了现有技术中船用焊接机导线收纳不方便的问题,避免了焊接机电源线的散乱,提高了生产效率,改善工作环境,避免焊接线缆发生火灾,避免绊倒摔伤。
参考文献:
[1]杨文林.船舶建造工艺学[M].哈尔滨:哈尔滨工程大学出版社,2014,8:174-176.
[2]刘军华.船舶焊接方法与工艺[M].北京:人民交通出版社,2014,10:10-23.
[3]陈宏宇.一种船用对接缝装配及焊接辅助装置:ZL201822279848.9[P].2019-10-15.
[4]刘雪梅.船舶结构与识图[M].北京:人民交通出版社股份有限公司,2017,1:34-54.
