浅谈铝合金板V型坡口立对接的焊接技术
2020-09-10张宏伟
张宏伟



摘要:针对铝合金板焊接易出现的变形、未熔合、未焊透、密集气孔等问题, 结合本单位及比赛实际情况与要求,对铝合金板V型坡口立对接单面焊双面成形的氩弧焊技术进行初步探索,主要有精确的坡口加工、良好的装配与定位、较好的控制反变形控制、合适的焊接工艺参数等。
关键词:铝合金;V型坡口;立对接;焊接技术
中图分类号:TG444.73 文献标识码:A 文章编号:1674-957X(2020)22-0092-02
0 引言
随着目前世界及我国现代工业的高速发展,各行业企业对铝合金焊接的需求明显扩大,要求也不断提高。随之而来的各类职业院校焊接技能大赛及焊工考试中,常出现铝合金板对接平焊或立焊操作项目[1],其中立对接难度更大。通常在铝合金焊接中,主要有角变形、根部未焊透、未熔合、内部密集气孔等缺陷[2],将直接导致产品焊接质量不达标、技能大赛选手落选的后果。
针对这些问题,我们结合本单位实际情况,以及技能竞赛要求[3],对铝合金板V型坡口立对接,我们采用钨极氩弧焊方法,对单面焊双面成形的焊接技术进行不断探索与尝试,主要包括:坡口加工、装配定位、控制反变形大小、选择焊接工艺参数等,具体如下文所述。
1 焊接工艺
1.1 焊前准备
1.1.1 工件加工
工件为铝锰合金(3003),尺寸为250×40×8mm单边带40°坡口,如图1所示。为保证铝板焊后不变形、反面能够成形及内部不出现未熔合、未焊透和气孔等现象,焊前必须留余量。我们采用平口剪板机剪切铝板,最好用切割机切割后上铣床加工,尺寸为250×40×8mm,这样能够很好的控制精度,要求尺寸误差在±0.5mm范围内。
1.1.2 焊接材料
由于工件工件为铝锰合金,因此我们焊材选用与铝板相匹配的铝锰合金焊丝,型号为SAl 3103,直径分别为Φ2.5mm和Φ3.0mm的两种焊丝。由于铝焊缝内部容易出现气孔,所以我们选用氩气纯度为99.99%的高纯氩气。
1.1.3 焊接设备及工具
氩弧焊机选用江苏省职业学校焊接技能大赛指定品牌汉神-WSME315交直流两用焊机,采用交流焊接,钨针选用Φ3.0mm,前端打磨成圆型,其他焊接辅助工具主要有大力钳、不锈钢丝刷、手套、加热喷灯等,如图1所示。
1.2 开坡口
加工坡口[4]采用机械切割方法,用铣床或数控车床切割V型坡口,坡口角度为40°,严格控制精度,要求角度误差在±1°范围内。
1.3 焊前清理
清理方法可用合金磨头把坡口二侧20mm范围内表面氧化膜去除打磨成亮白色,再用工业酒精和无纺布顺着一个方向擦拭2-3遍,不需要留钝边。
2 焊接
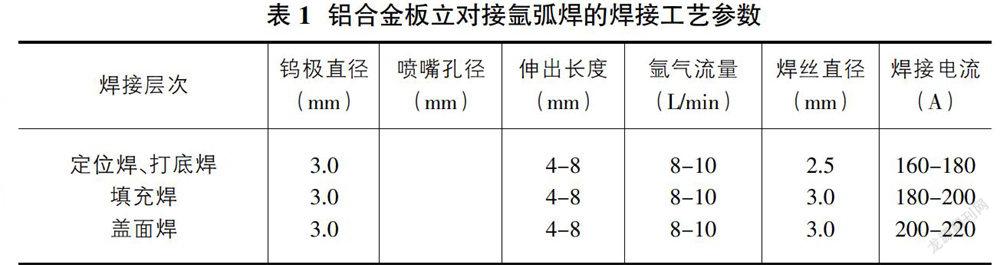
2.1 焊接工艺参数选择
虽然选用的铝板只有8mm厚,但由于铝板熔点较低,导热快所以我们必须进行分三层进行焊接,分别为打底焊、填充焊、盖面焊,尤其对于打底焊来说,电流过大,变形也较大,因此必须精确选择定位焊、打底焊、填充焊、盖面焊的焊接工艺参数,具体如表1所示。
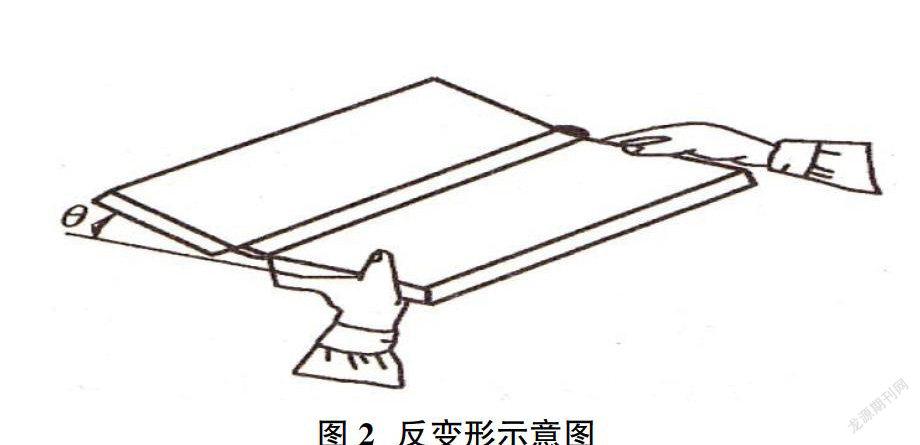
2.2 装配定位及反变形
为了保证铝合金板立对接焊缝双面成形良好,且不烧穿,装配时,工件之间不留间隙,定位焊点在工件两端处。两点定位焊后,要对焊件进行反变形控制[5],使反变形的角度θ约2-3°,误差精确到±1°,具体如图2所示。
2.3 打底焊
在铝合金工件正式施焊前,最好采用喷灯对工件正面进行预热,由于立对接焊缝的熔化金属因重力作用而产生下坠,熔池的大小和形状不容易控制,要注意预热的温度不宜过高,预热温度应控制在200℃左右,可以用TEMPILSTIK温度测试蜡笔,该系例的测试蜡笔共有87个温度级别,由40℃开始到400℃以下,每5℃为一个级别,焊前用蜡笔在预热处画一直线,当预热温度达到所选定的温度时,则该颜色的蜡笔会改变颜色。这样就可以停止预热。
打底焊时,从下向上进行焊接,右手握焊枪,左手拿焊丝。钨极伸出喷嘴长度为4-8mm,喷嘴与焊件夹角为75-85°,引弧后将电弧在定位焊缝处稍加停留,当定位焊缝处熔化后,方可加丝,加丝时,向熔池内送焊丝用力不能过猛,焊丝不能超越熔池前端。焊枪沿着坡口两侧作均匀的锯齿形摆动。同时,电弧不能抬得过高,摆动的幅度也不能过大,手动加丝速度均匀,加丝动作均匀、有规律。氩弧焊过程中,还要注意观察焊接参数的变化及相互关系,随时调整焊枪的角度和焊接的速度。当发现熔池增大、焊缝出现下塌时,说明熔池温度偏高,这时要加快焊接速度和加丝速度;当发现熔池较小时,说明熔池温度偏低,这时应减慢焊接速度和加丝速度,直至熔池恢复原来尺寸大小。
打底焊后,对焊缝进行清理,清除打底层的黑灰、飞溅等,保护铝合金工件表面的同时,保证焊缝表面干净,焊缝反面成形如图3所示。
2.4 填充焊
打底焊后,进行填充焊,填充焊的具体焊接操作方法和注意事项与打底焊基本相同。填充焊时,要适当的减小焊接电流,焊接过程中焊枪应做左右锯齿形横向摆动,因填充层的焊接区域增大,焊枪摆动的幅度要比打底焊大,同时,焊丝在打底层与焊件坡口面相接处,保证坡口两侧完全熔合。填充层的焊缝应比焊件表面低1mm左右,坡口两侧的棱边不能熔化,要保持坡口边缘的原始形状,直至焊接结束。填充焊后,仔细清理干净焊缝表面,为盖面焊打好基础。
2.5 盖面焊
盖面焊的焊接操作方法与打底层的方法也基本相同,焊接过程中焊枪的摆动幅度要更大一些,同时注意电弧摆动到两侧棱边处时,要压低电弧,防止产生咬边。还要根据焊缝的余高而确定送丝速度,保证熔池充分填满剖口两侧的棱边,盖面焊后,同样清理焊缝,确保焊缝表面干净,焊缝正面成形如图4所示。
2.6 焊后检测
焊后,通过游标卡尺和焊接检验尺对被焊工件进行检测[6],焊缝无气孔、咬边、未焊透、未熔合等明显缺陷,且变形控制在2-3mm范围内,达到一般焊接技能考核及普通铝合金产品焊接标准。
3 结论
综上所述,对于铝合金板V型坡口立对接的氩弧焊,为获得良好的单面焊双面成形效果,结合各行业企业中铝合金产品的焊接质量要求,及各类焊接技能竞赛中铝合金项目标准,焊接技术要点如下:
①焊前尺寸预留与坡口精确加工:焊前尺寸加工,必须留有余量,一般尺寸误差控制在±0.5mm范围;坡口加工采用机械加工方法,角度误差控制在±1°范围内。
②正确选择焊接工艺参数:打底焊电流为160-180A,填充焊电流为180-200A,盖面焊电流为200-220A,氩气流量在8-10L/min等。
③合理的焊接工艺顺序:焊前、焊后必须仔细清理焊件;焊前适当预热,温度控制在90℃左右;严格控制好送丝速度、焊丝摆动规律、喷嘴与焊件的夹角等。
参考文献:
[1]刘云龙.国家职业资格培训教材(焊工高级)[M].2007:74-75.
[2]周万盛,姚军山.铝及铝合金的焊接[M].北京:中国机械工业出版社,2006.
[3]黄声明.浅谈手工钨极氩弧焊操作的训练要点[J].福建建材,2014(17):23-25.
[4]徐在林.焊接坡口加工方法的选择[J].机械工人,2001(12):53-56.
[5]高磐.焊接變形的控制与矫正[J].科技风,2011(3):159.
[6]戴建树.焊接生产管理与检测[M].北京:机械工业出版社,2011:167-170.
