使用饱和蒸汽进行智能化工业清洗生产线研究
2020-09-10宋晓龙
宋晓龙



摘要:针对运用传统且单一的工业清洗方法,对机械零部件表面污垢清洗过程中,存在人工操作劳动强度大、清洗后产生废物对环境污染等问题,设计了一种运用饱和蒸汽精洗的智能化生产线,将饱和蒸汽发生、零件清洗防锈、零件转移输送、废液废气回收、自动控制等5大系统集成于一体,实现工业化、智能化、规模化高效工业清洗作业。
Abstract: Aiming at the use of traditional and single industrial cleaning methods, in the process of cleaning the surface of mechanical parts and components, there are problems such as high labor intensity of manual operation and environmental pollution caused by waste generated after cleaning. A smart cleaning method using saturated steam is designed. The industrialized production line integrates 8 systems including saturated steam generation, parts cleaning and rust prevention, parts transfer and transportation, waste liquid recovery and treatment, exhaust gas negative pressure recovery, and automatic control to realize industrialization, intelligent, large-scale and efficient industrial cleaning operations.
关键词:饱和蒸汽;智能化;工业清洗;生产线
Key words: saturated steam;intelligence;industrial cleaning;production line
中圖分类号:TB492 文献标识码:A 文章编号:1674-957X(2020)22-0013-03
0 引言
航空航天、工程机械、医疗器械等机械设备能正常平稳运行,与组成此类设备零部件表面清洁度[1]密不可分。例如,在设备传动系统中,因零部件之间摩擦而导致其产生金属颗粒物,附着在其表面,直接影响了传动零件尺寸精度,设备正常运行产生潜在安全隐患,必须进行按期保养清洗。再比如,零件在加工制造过程中,附着在零件表面的切削液、油污等颗粒物,在装配使用前,需要进行表面清洗。目前,传统工业清洗方法主要包括人工擦洗、超声波清洗、激光清洗、高压水射清洗等,其所用清洗溶剂常有自来水、化学药液等,虽然这些方法对零件表面清洁度能起到一定的清洗效果,但是因清洗方式为手持、清洗后废液的二次污染、清洗零件运输为人工完成、清洗零件的防锈保护不能很好解决等问题,对于实现规模化、自动化工业清洗提出了挑战。为解决上述工业清洗需求和存在问题:①在原有清洗技术基础上,设计了一种运用饱和蒸汽[2]进行零部件表面精洗系统,因其具有清洗后汽化蒸发特性,可以达到高清洁度要求。②为实现智能化批量生产需求,设计了集饱和蒸汽发生、零件清洗防锈、零件转移输送、废液回收处理、废气负压回收、自动控制于一体,使用饱和蒸汽清洗的智能化生产线。
1 饱和蒸汽智能化工业清洗生产线概述
饱和蒸汽,是指饱和状态下的蒸汽,其压强为10MPa,温度为180℃,由气体分子之间的热运动现象造成的无色、无味、无腐蚀的干燥气体。智能化,是指在整条清洗生产线进行机械零部件表面清洗作业全过程,采用PLC控制系统[3]及人机界面进行智能自动控制。工业清洗,是指针对工业机械设备的零部件表面清洗。生产线,是指将零件清洗与防锈等各个系统集成于一条封闭式生产流水线。
2 饱和蒸汽智能化工业清洗生产线系统设计
该智能化生产线系统[4]主要包括蒸汽发生系统、被清洗零件自动化输送系统、零件清洗防锈系统、清洗后废液回收处理系统、蒸汽废汽负压回收系统、自动控制系统组成。
2.1 蒸汽发生系统
该系统主要是为饱和蒸汽清洗生产线提供饱和蒸汽发生源,用于为精洗零件表面提供饱和蒸汽。依据蒸汽发生锅炉数量不同分为不同型号,目前已研发了72kW、108kW、144kW三种型号,其中108kW实物,见图1所示。该系统具备蒸汽锅炉自动补水、锅炉水位控制、温度控制、压力控制等功能。
2.2 清洗零件自动输送系统
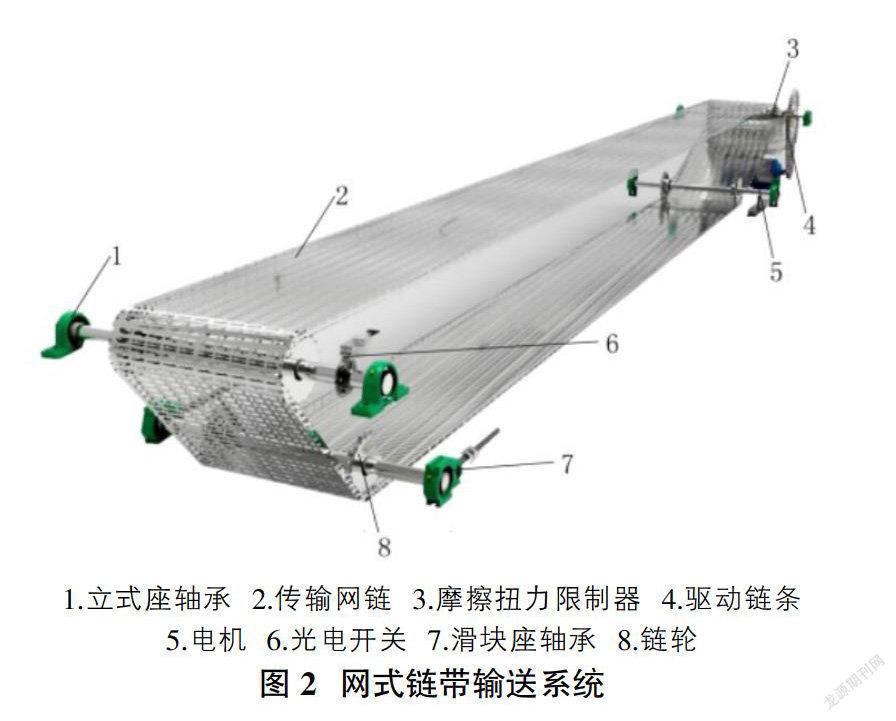
自动输送系统主要是为清洗零部件在各清洗工序之间的运输,依据被清洗零件形状、清洁度等要求,设计了以下两类输送系统。
①网式链带传送式系统,详见图2所示。主要针对清洗面积大、形状规则等零件运输,常应用于药液清洗、蒸汽清洗、高压风切除水、喷防锈剂、热风干燥等清洗工序。
②凸轮分度旋转式输送系统。主要针对清洗部位多、形状复杂、多孔系等零件,常应用于喷淋清洗、蒸汽清洗等清洗工序。
2.3 零件清洗防锈系统
该系统主要由药液清洗单元、自来水清洗单元、饱和蒸汽清洗单元、高压风去除水单元、浸或喷防锈剂单元、油膜成型单元组成。
①药液清洗单元。用于对零件使用稀释的药液清洗剂进行清洗,去除零件表面的颗粒物、有机物等。药液从总管输入后,经汇流管分别流入上、下喷管,经喷嘴喷出4~5个大气压力的射流,对穿越喷嘴阵列中心的被清洗零件进行清洗。同时,在管路外包一个半透明软塑胶挡帘,用于防止喷射药液向四周飞溅。整个清洗单元通过支架固定在清洗仓后壁。
②自来水清洗单元。是使用城市自来水对零件进行漂洗,其目的是去除零件表面清洗药液。如果零件表面清洗药液去除不完全,零件会带着药液进入后续的饱和蒸汽清洗阶段,干燥的饱和蒸汽会汽化药液中水分,则药液会浓缩为白色固态药斑,此药斑对零件有一定腐蚀性,长久粘附在零件表面,会影响零件耐蚀性能。
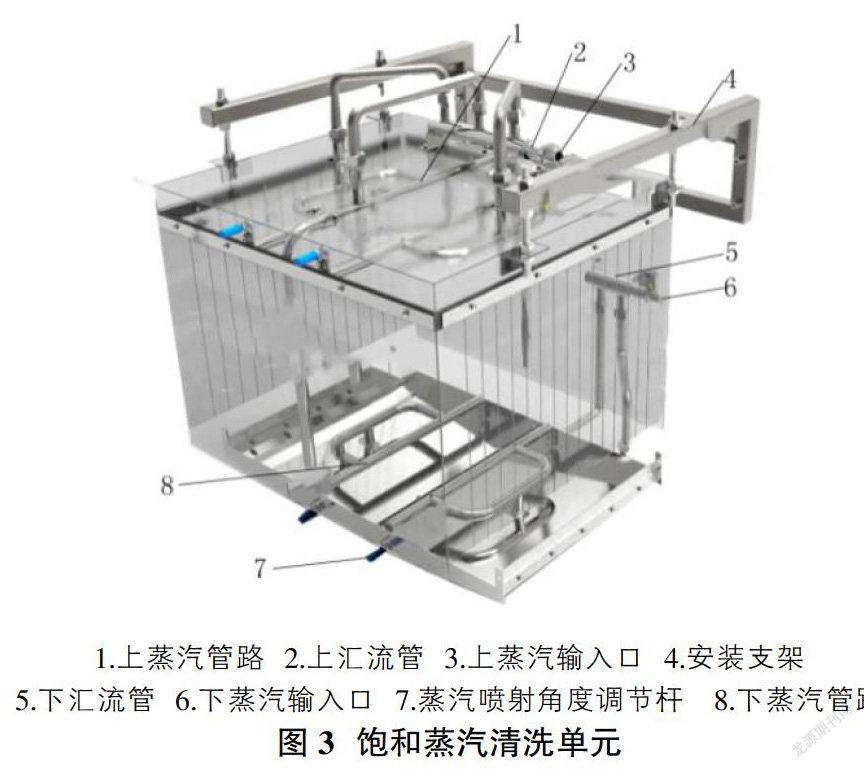
③饱和蒸汽清洗单元,详见图3所示。用于对零件进行精密清洗,分为上、下蒸汽清洗两部分,上蒸汽清洗单元通过支架固定到蒸汽清洗仓后壁。下蒸汽清洗部分,固定到机架上。上、下蒸汽分别从上、下汇流管输入,经管路的喷孔射出,对零件进行清洗。转动蒸汽喷射角度调节杆,可使蒸汽管路旋转,从而对蒸汽喷射角度进行调整,使蒸汽清洗更加高效。
④高压风去除水单元。在高压风上、下输入管路的底部分别开有1毫米的缝,称为上、下风刀。当高压风从此缝射出,能很有效的去除零件上方的水分。通过风刀角度调节杆,带动风刀转轴旋转,从而调整风刀角度,用于阻挡溅起的水珠进入下道工序。零件侧面的水分,由鸭嘴喷口喷射出来的高压风进行切除。上风刀侧风管通过支架安装在切风仓后壁上,下风刀安装在机架上。
⑤浸或喷防锈剂单元。此单元结构与药液清洗单元类似,所不同的是喷淋的是稀释后的防锈剂或高闪点轻油作稀释剂的防锈油。
⑥油膜成型单元。此单元结构与高压风切除水单元类似,但输入的是高溫热风,以便于油膜的成形和防油滴露。
2.4 废物回收系统
该系统主要由药液或自来水回收水箱、蒸汽和药液负压回收系统、防锈废气回收系统三部分组成。
①药液或自来水清洗回收水箱。清洗后的药液通过回流口流向水箱。经过滤管路输入至左侧过滤泵,对微小颗粒状、纤维状物体进行过滤后,再回到水箱中。再通过带式除油机,去除水箱内漂浮的有机物,达到了废液回收目标。
②蒸汽和药液负压回收系统,详见图4所示。在药液清洗阶段,经过负压旋涡风机抽吸,将清洗后药液从药液入口,吸到药液回收罐内,和药液一同被吸入的空气从顶部空气回收管路被吸走,药液通过卧式离心泵,回送到药液水箱。在蒸汽清洗阶段,清洗后的废蒸汽从回收管路吸入到回收罐内,通过罐内加放的金属丝网,进行加速蒸汽的冷凝,将大部分蒸汽冷凝成水,再通过常开电磁阀和内丝四通排出,进行回收再利用。极少量未冷凝的蒸汽通过排气烟窗排入到空气中。在无蒸汽或系统负压值达到一定时,分别通过空气过滤器和释压阀,预防负压风机被过载卡死而损坏。
③防锈废气回收系统。干燥仓的水或稀释用轻油废气,由百级过滤器(一级)进行过滤,经循环风机吸取,送到电加热器进行加热,再次通过百级过滤器(二级)进行过滤,将过滤出的水或稀释轻油废气通过底部管路回收利用。同时,将过滤的蒸汽,经双送风管路,分左右两路分别送回到两个干燥仓,对零件进行干燥。另外,使用两个干燥仓,是为了零件充分干燥,防护膜充分形成,起到更好的防锈作用。
2.5 自动控制系统
该系统主要由受控电子元器件、PLC集成控制单元[5]组成。
①受控电子元器件。主要由气缸、旋涡风机、步进电机、分度器、电机保护器、高压泵、流体控制阀、单向阀、安全阀、液位探头、压力开关、光电传感器、接触器、开关电源、模组、触摸屏及其它自动化零件等组成。
②PLC集成控制单元,主要由控制柜、操作臂、人机界面等组成,详见图10所示。通过电源总开关控制电控柜的整个电源。微型空调负责为电控柜降温。当机器任何部位有故障时,三色灯闪烁报警,同时蜂鸣器报警响起。摇臂可以进行360°旋转,可使人机界面在一定范围内任意运动,方便用于控制和监测清洗过程的相关操作。
3 结语
整条清洗生产线运用PLC控制系统将所有子系统进行集成控制,可以有效提高清洗效率,减轻人工劳动强度和人力成本投入,实现智能化自动控制。特别优越之处:①设计有废气、废物回收利用系统,可以节约自然资源,解决废物排放问题。②设计浸油防锈系统,可以及时保护清洗零件表面,避免对其清洁度造成二次影响。
参考文献:
[1]左管军,赵会强.清洁度分析与控制研究[J].汽车实用技术,2016(5):170-172.
[2]曾羽燕,毛为乙,李超.蒸气清洗磷化膜中油渍的工艺研究[J].现代涂料与涂装,2019(4).
[3]莫伟强,文豪,刘娜.基于PLC的不规则零件清洗设备设计与研究[J].机械工程与自动化,2020(3):15-16.
[4]桂林星蓝节能环保科技有限公司.智能化蒸汽—清洗—蒸煮—烘干系统生产线设备:CN201710159173.1[P].2018-10-09.
[5]常佳龙.基于PLC在线清洗(CIP)系统的设计[D].黑龙江科技大学,2014.
