典型增压器涡壳开裂失效案例分析
2020-09-10管奇贤董碧瑾杨亚宾蔺桂成
管奇贤 董碧瑾 杨亚宾 蔺桂成






摘要:涡轮增压器处在高温、高压和高速运转的复杂工作状态下,承受着较高的瞬态热负荷,对制造的材料、零部件的结构及加工技术等都有较高的要求。由于汽油机排气温度很高,随着不同工况的变化,涡壳通常在400~900 ℃高温交变热负荷下工作[1],高温、快速、大范围的温变工况致使热应力引起的涡壳开裂成为增压器常见的失效现象。采用计算机辅助工程(CAE)分析计算、材料耐温分析、微观组织质量评价与台架试验边界等方法,对涡壳开裂问题进行探讨,增加在新产品开发及试制过程中处理及改善此类问题的经验,从而减少产品开发的成本,缩短开发周期,对提升发动机的可靠性及耐久性具有重要意义。
关键词:涡轮增压器;开裂;D5S材料
0 前言
涡轮增压技术可有效提高发动机升功率及燃油经济性,特别是有助于满足日益严格的车辆排放标准法规,从而成为了汽车技术的焦点。本文通过对某机型涡轮增压器涡壳开裂失效案例进行研究,对其失效机理开展分析,从而制定改进措施,并进行了效果验证。
1 涡轮增压器涡壳开裂失效现象
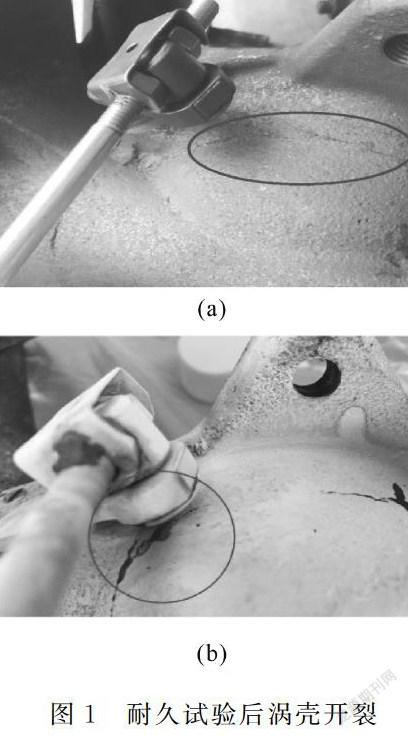
涡轮增压器在发动机台架耐久试验过程中经常会发生涡壳开裂现象。在本案例中,发动机在完成400 h冷热冲击试验后,研究人员发现废气阀座附近存在贯穿裂纹,开裂情况见图1。
研究人员通过对涡壳开裂部位断面的SEM分析,得出开裂主要原因为热应力。
2 增压器涡壳开裂失效原因分析
引起汽油机涡轮增压器涡壳开裂失效的原因一般是各种因素的综合结果,但根据实际案例经验的积累,基本可分为以下4大类:
(1) 涡壳结构设计缺陷。由于安装空间和其他连接部件的限制,涡壳外形结构复杂而导致涡壳开裂[2]。主要表现为结构设计不合理,整体壁厚设计不均匀,局部倒角、圆角过小,过渡突兀等,可结合计算机辅助工程(CAE)仿真分析等手段进行分析。
(2) 产品铸造、热处理问题。考量微观组织质量,主要表现为涡壳热处理不满足要求或者无热处理,无法目视的铸造缺陷(砂眼、气孔、缩松、缺肉等),金相组织、孔隙率等微观质量问题。
(3) 标定排温控制。涡壳在运行过程中的稳态最高排温超过了材料本身的许用限值导致开裂。
(4) 试验边界,台架悬置不合理(带来异常振动等)。排气系统未按照设计要求布置,未采用柔性悬挂,台架散热不佳或无散热等。
综上,本文将重点围绕这4类导致涡壳开裂的典型原因进行分析论述。
2.1 渦壳介绍
涡壳的流道曲面形状和外形结构复杂,影响涡壳开裂的因素较多,诸如流道设计结构、流道整体壁厚、涡轮外壳(W/G)凸台、涡壳材料等。本文所述增压器涡壳结构与排气歧管集成,材料采用高镍铸铁材料GGG.NiSiCr35.5.2 (以下简称D5S)。安全使用温度约为920 ℃,实际应用瞬态工况可以允许达到950 ℃,持续时间一般应小于5 s。材料的低热膨胀系数和稳定的金相组织有着较高重要性,它决定着涡壳在使用过程中的伸长、收缩和弯曲变形,材料具有较高的相变温度才能获得稳定的基体组织,以减小相变引起的热裂和变形[3]。该材料的力学性能见表1。
2.2 热应力分析.校核涡壳结构设计
2.2.1 裂纹原因分析
在试验冷热过程中,由于受到材料热胀冷缩、壁厚不均、高温蠕变、振动及涡壳结构等因素的影响,会形成应力集中区,随着耐久试验的推进,应力集中区会产生裂纹。对于涡壳铸件来说,其壁厚一般为4~5 mm。均匀的壁厚将有利于涡壳的良好散热,也不容易产生热应力集中的情况。
2.2.2 分析模型图
通过模拟计算,评估涡壳热应力开裂风险并给出相应改进方案,分析流程按下文所述4点开展进行[4],并根据结果进行优化。
(1) 设定边界条件(基于有限元模型)。
涡壳温度场负荷:气体换热系数和气体温度、环境热对流与辐射、模拟中间体冷却。
涡壳热应力负荷:温度场、位移约束涡壳进气法兰[5];其中气体换热系数和气体温度通过计算流体力学(CFD)计算求得。
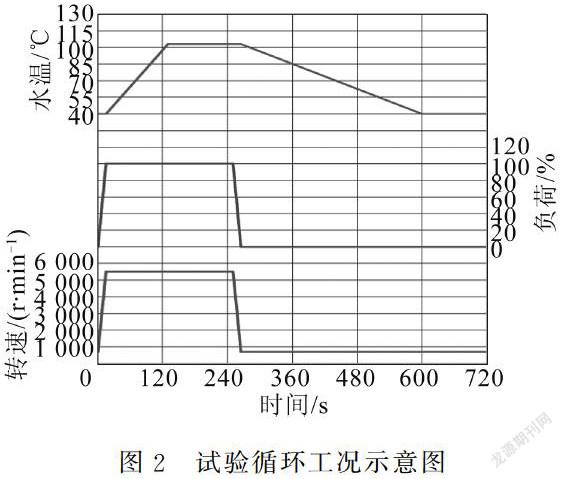
(2) 试验工况。模拟计算需加入台架试验的循环工况(冷热冲击),其示意图如图2所示。
根据试验循环工况,排温最高出现在全速全负荷时候,模拟计算涡壳前废气排温怠速425 ℃,额定功率点950 ℃(实测数据)进行。
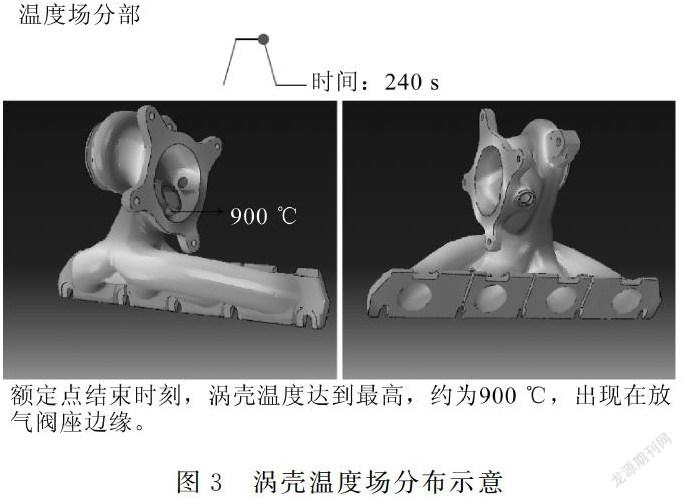
(3) 温度场分布。根据试验工况,得出各工况点下的涡壳温度场分布,可得出高温区域范围。涡壳温度场分布如图3所示。
塑性应变分布:得出应变分布,业内考核通常采用等效塑性应变幅值(ΔPEEQ)来评价,涡壳内外部的考核标准根据实际有所差异,一般要求外部ΔPEEQ<01%。
2.3 铸件微观组织质量对开裂的影响
本试验采用高镍球墨铸铁(奥氏体镍抗球墨铸铁),高镍球铁一般含镍量为13%~36%。镍是强力的奥氏体稳定化学元素,可扩大奥氏体的存在区间,可以使基体在室温下获得稳定奥氏体组织[6.7]。高镍球铁具有优异的高温组织稳定性和抗氧化能力,下文从如下几个微观组织方面进行论述。
2.3.1 碳化物
金相组织中碳化物一般以粒状或网状分布较多,粒状要优于网状。如果碳化物呈网状分布的话,会降低材料的塑性。一旦出现了裂纹,则会大幅降低其抑制裂纹扩展的能力[8]。同时,铸件如果未采用热处理工艺,则其碳化物分布均匀性会相对较差。
2.3.2 显微缩松(孔隙率)
一般而言,显微缩松越严重,说明铸造质量越差,其机械性能也就越差。根据涡壳具体部位的不同,对于孔隙率的评判标准也不大相同,关键放气阀座、涡壳舌口等功能部位要求严格,缩松目标为不大于2%,非功能区标准应控制在5%以下。
2.3.3 球化率
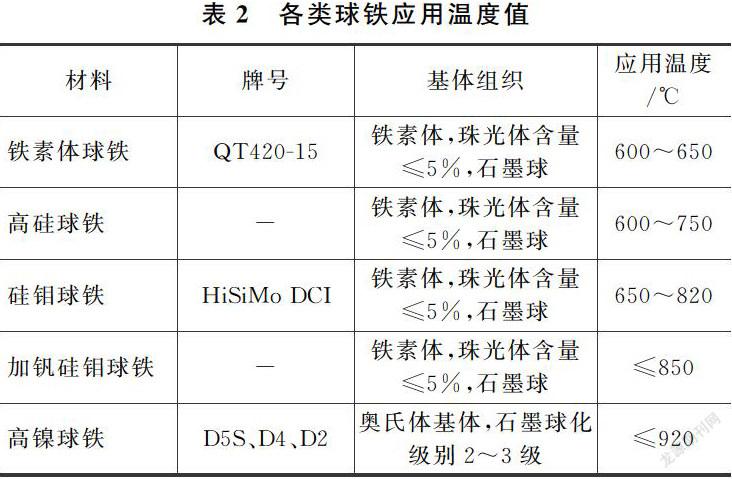
球化率指标有着较高重要性,详见表2标准。在排气系统特别是在涡轮增压器涡壳的应用上建议为2级或者更高,即球化率大于90%。球化率级别越高,其机械性能越好,反之越差。另外,对石墨的大小也有要求,一般为6~7级。
2.4 标定排温控制对开裂的影响
根据表2可知,D5S排温最高应不超过920 ℃,可允许瞬时最高排温至950 ℃。
对于大负荷工况下的汽油机排温控制而言,通常的手段是采用加浓燃油喷射。因此在标定策略上必须以增压器涡壳材料耐温限值来约束标定的最高排温,以本研究的高镍球墨铸铁D5S为例,最高标定稳态排温必须限制在920 ℃,此时过量空气系数λ≈0.79~080。
2.5 试验边界条件的控制
对于试验边界条件的控制(台架布置的合理性),主要是通过散热及振动来关注。
2.5.1 振动加速度、振幅
试验人员对台架耐久发动机排气系统振动加速度及振动幅值进行测试,在所有工况下的最大振动加速度最高可达12.5 G,见图4。相比振动加速度,其振动幅值相对较小,其幅值为0.45 mm,见图5。
由此可以判断,过大的振动加速度将加剧涡壳开裂失效的风险。在可控范围内,加速度以及振幅均是越小越好[9]。
2.5.2 散热条件
台架耐久试验不同于整车道路耐久试验,其全速全负荷工况恶劣,必须在排气侧加装额外的大功率散热风扇。
综上分析,需要对此涡壳开裂案例进行整改,以达到规避风险的目标要求。
3 锁定本案例失效的主因
根据上文可知,其热应力区域与本文故障增压器涡壳开裂区域相吻合,热应力是其开裂的主要原因之一,详见图6塑性应变分布。
D5S材料的耐温上限为920 ℃,此故障件耐久试验并未对排温进行严格控制,详见图7。最高温度情况达到了950 ℃,这是导致涡壳开裂的重要原因之一。
随着,研究人员对失效故障件切片进行微观组件检测,其孔隙率、碳化物含量偏高,可知微观质量缺陷为开裂主因之一,详见图8。
显微缩松显示,碳化物含量偏高,且局部成网状分布,对机械性能产生影响,抑制裂纹扩展的能力大幅下降[8],详见图9。
在试验室台架布置中,所有紧固支架、支撑点、散热风扇均已按照设计及试验要求安装,但是根据上述振动加速度的测量,振动加速度偏高。鉴于试验台架无法完全与整车布置一致,且台架悬置也已经按整车要求加装橡胶垫,因此振动加速度偏大不被纳入主因。失效故障增压器厂家设定的振动加速度标准为小于15 G,但针对非旋转部件(涡壳、中间壳等)的振动限值须根据实际项目应用情况测试,结果以满足使用要求、无共振为导向。
4 改进措施及效果验证
研究人员在偏薄区域增加壁厚,按5 mm的厚度考量,加大根部圆角,局部增设加强筋,优化涡壳三维(3D)造型,缓解热应力,详见图10。
研究人员考虑优化微观结构,减少孔隙率、显微缩松,弱化碳化物。图11示出了改善后的结果,其已经满足功能区不大于2%,非功能区小于5%的目标要求。
在失效案例整改的过程中,试验人员与铸造厂家交流了铸造工艺方面的几个要点:
(1) 炉料要求干净、无油污,杂质含量严格控制,浇冒口要抛丸处理;
(2) 严格控制开浇温度;
(3) 增加脱氧次数,提高抗氧化性[10];
台架耐久排温监测,严格控制涡轮前废气温度,温度如达到920 ℃会报警,温度如达到950 ℃则会自动停机。
通过上述整改措施,在后续的400 h冷热冲击耐久试验中,开裂问題得到有效解决。
5 结论
本文通过对涡轮增压汽油机涡壳台架耐久后开裂(贯穿裂纹)问题进行分析,围绕结构设计、涡壳材料、材料微观组织、排温、试验边界等方面开展详细的验证工作,最终开裂问题得到有效解决,从中得到如下结论。
(1) 涡壳结构的设计必须通过有限元分析研究,优化热应力集中部位结构,缓解热应力。
(2) 涡壳微观组织必须得到监控,根据不同材料制定相应的评价标准,同一批次保留样件,供后续分析、对比检测使用。
(3) 排温必须在涡壳材料许用温度限制以内,如采用果不能满足,则需要更换耐温更高的材料,如采用铸钢DIN1.4837材料。
(4) 台架振动带来的影响不可避免,尽可能通过结构优化及布置方式来减缓台架振动对排气侧的影响。
参考文献
[1]王泽华,许鹤皋,蒋兴国,等.汽车增压器涡轮壳材料研究[J].内燃机,1999(1):31.35.
[2]蒋德明.高等内燃机原理[M].西安:西安交通大学出版社,1993.
[3]王佳华. 发动机排气歧管开裂失效分析 [D]. 上海:同济大学机械与汽车工程学院, 2009.
[4]李红庆. 杨万里, 刘国庆,等. 内燃机排气歧管热应力分析[J]. 内燃机工程, 2005, 26(5):81.84.
[5]谷爱国.车用涡轮增压器涡壳流场分析[D].长春:吉林大学, 2007.
[6]金永锡,范仲嘉.高镍奥氏体球墨铸铁涡轮增压器壳体材质及工艺研究[J].铸造,2005,54(5):494.500.
[7]陈平昌, 黄志刚, 肖理明,等.高镍奥氏体球墨铸铁高温性能研究[J].华中理工大学学报,1995,23(1):104.108.
[8]球墨铸铁金相检验[S].GB/T 9441.2009.
[9]刑素芳, 王现荣, 王超,等.发动机排气系统振动分析[J].河北工业大学学报, 2005, 34(5):109.111.
[10]中国机械工程学会.铸造手册(第1卷铸铁)[M].北京:机械工业出版社,1997.
