水力发电机组转轮室气蚀修复措施探讨
2020-09-10王传磊
王传磊

摘 要:王甫洲水电站装设4台进口灯泡贯流式水轮机组,水轮机由奥地利ANDRIZ水轮机制造厂制造。运行以来,长期处于超高设计水头运行,逐渐发生汽蚀,并不断加深,直接影响到机组的出力和安全运行。气蚀是一种复杂的水动力学现象,为消除和减轻气蚀的危害,在加强设计、制造和使用研究的同时,文章将探讨那些能够修复已产生气蚀破坏的部件、部位的有效措施。
关键词:气蚀;转轮;转轮室;修复措施
中图分类号:TK730.3 文献标识码:A 文章编号:1674-1064(2020)09-0051-02
王甫洲水电站装设4台进口灯泡贯流式水轮机组,水轮机由奥地利ANDRIZ水轮机制造厂制造。其主要技术参数为:额定水头7.52m,额定流量412m³/s,额定出力28.1MW,额定转速71.4r/min,机械飞轮力矩480t㎡,水力飞轮力矩240t㎡,最大毛水头10.3m,最小毛水头3.7m,转轮直径7.2m,其由转轮室、导叶机构、转轮、尾水管等组成。水电站转轮和桨叶为不锈钢材料,在检修过程中发现转轮室内表面沿桨叶转动区域存在汽蚀现象,直接影响到机组的出力和安全运行。气蚀是一种复杂的水动力学现象,为消除和减轻气蚀的危害,在加强设计、制造和使用研究的同时,对已产生气蚀破坏的部件、部位进行有效修复。
1 检查中发现的问题
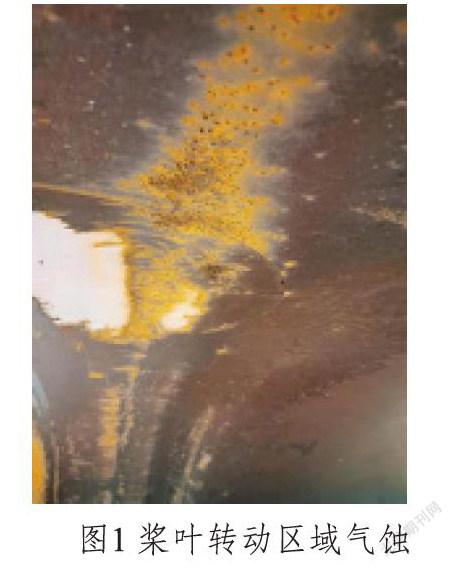
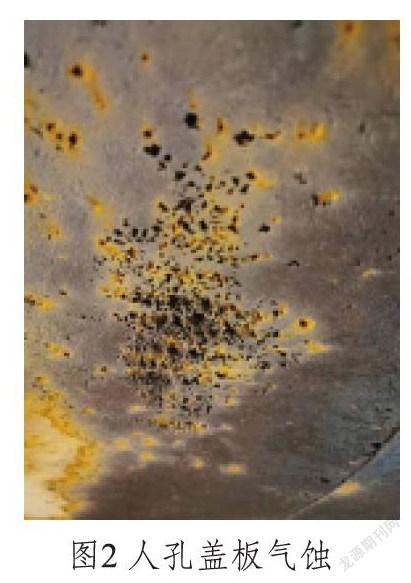
2019年10月,王甫洲水电站#3机组在进行A级检修时,组织技术人员对拆卸完成的转轮室进行检查,发现4扇转轮室有明显的气蚀现象。产生的汽蚀缺陷位于转轮室内表面沿桨叶转动区域,以上部人孔盖板及附近最为严重,呈蜂窝状孔洞,点状分布,宽度为600mm~800mm,普遍深度为1mm~5mm,局部深度达25mm,气蚀区域约25㎡,如图1、图2所示。查阅制造安全图纸标注的转轮室母材为Fe360C,对应中国国标材料为Q235。
2 产生原因分析
王甫洲水电站灯泡贯流式水轮机组额定水头7.52m,最大毛水头10.3m,最小毛水头3.7m。水电站转轮和桨叶为不锈钢材料,转轮室母材为 Fe360C,对应中国国标材料为 Q235,其韧性和防汽蚀性能不佳。为了降低度电耗水率,提高机组发电效率,运行以来长期处于超高设计水头10.3m区域运行,尾水出现大量的汽泡。运行过程中,水流在水轮机中流动通过压力低于汽化压力区,从桨叶间隙过水部份水汽化沸腾产生汽泡,产生局部冲击压力,产生对金属周期性的撞击并产生水击压力,使金属表面受到反复的冲击载荷,造成材料被破坏,导致金属晶体汽蚀脱落[1]。汽蚀反复发生在同桨叶进、出水边的转轮室上,故在长时间超高水头运行下,逐渐发生汽蚀并不断加深。
3 具体修复措施
结合国内同类型灯泡贯流式水轮机组水电站处理的经验,根据王甫洲水电站转轮室的气蚀范围和深度,以及水轮机组长期运行状态,可以对气蚀区采用转轮室修复(冷补)工艺修复(贝尔佐纳金属修补技术)进行处理,使修复后的转轮室达到耐磨损、耐气蚀的效果,同时更能有效控制转轮室的变形。
3.1 预先清洁气蚀区域
人工用钢丝刷、铲刀、抹布等对每块转轮室进行预清洁、除油、除锈、除垢等,对气蚀孔洞用小电磨头进行钻孔打磨,清除气蚀层、盲孔及锈蚀点,清除气蚀区域内的污物、锈蚀物、氧化层、淤泥等。
3.2 气蚀区域表面粗糙处理
对转轮室气蚀区域1000mm宽度沿周长方向进行喷砂除锈、除垢等作业,处理后表面粗糙度不小于75μm;喷砂作业要在封闭空间进行。喷砂过程中,要保证喷砂量和质量,作业过程中要控制喷砂速度,匀速进行操作,必须把气蚀区域全部处理干净;喷砂作业人员必须戴输送空气全封闭面罩,穿好防护服,戴好防护手套等作业防护用品,防止被作业产生的粉尘等伤害。保证修补材料吸附及粘合质量,并延长材料使用寿命。
3.3 气蚀区域表面吹扫
现场采用移动式空压机产生压缩空气,对喷丸区域进行吹扫。吹扫过程中要从一个方向开始,防止粉尘四处扩散。采用抽风措施控制空气中的杂质,不得有遗漏区域。将汽蚀孔洞的灰砂吹扫干净,确保孔洞和周边区域清洁。
3.4 气蚀处理区域基面清洗
用清洗剂将已除锈的表面清洗干净。清洗作业前,对抹布进行检查,应干净无其他杂色;抹布擦拭区域要没有遗漏,直至抹布颜色与原来本色一致。
3.5 气蚀修补
等待清洗剂自然完全干燥和挥发后(常温下约30min),气蚀处理区域基面彻底干燥完成。将修补材料用电子称称重,按说明书要求配比混合,搅拌均匀后对气蚀孔洞进行填充、修补,并用专用工具尽量刮平。
3.6 气蚀修补后表面打磨
等待修补材料约2h内初步固化后,用抛光机装夹R40粗砂纸对修补材料进行磨平,将气蚀修补后表面的凹凸起处磨平,保证整个气蚀修补后表面光滑无明显凸起。打磨过程中,与气蚀修补后表面要轻轻接触,不能用力过猛,造成气蚀修补表面磨损,损坏修补部位。
3.7 修补后表面清洗
用清洗剂将已磨平的表面清洗干净。清洗作业前,对抹布进行检查,应干净无其他杂色;抹布擦拭区域要没有遗漏,直至抹布颜色与原来本色一致。
3.8 敷涂
按要求在气蚀区域表面进行三层涂敷,每层间隔在2h左右,确保干燥后进行下一层涂层;每层按表面积计算涂料重量,根据配比混合高分子超滑材料,搅拌均匀后对转轮室气蚀区域表面进行均匀刷涂;最终厚度可控制在0.4mm左右;敷涂作业期间不能间断,每层敷涂要尽量压实,确保没有空隙和气泡,作业场地周围无产生粉尘、油烟废气及动火作业等,保持作业现场环境清洁。
3.9 检测
敷涂作业完成,当涂层完全干燥后,在每个转轮室气蚀处理区域要有不少于24个的检测点并均匀分布。检查整个刷涂面的连贯性与完整性,测量涂层厚度,既要达到修复要求,也要确保回装后桨叶与转轮室的空气间隙在规定范围内。
3.10 细磨
人工用细砂纸对整个表面做去毛刺处理。毛刺处理过程中,与涂层表面要轻轻接触,不能用力过猛,以免造成涂层表面磨损、损坏修补部位,保证整个表面光滑。
3.11 中间验收
每道工序完工后,先自检合格,然后通知甲方及監理来现场见证与验收,方可进入下一道工序。每块转轮室完工后,经甲方及监理验收合格方可开始下一块转轮室的施工。
3.12 最终验收
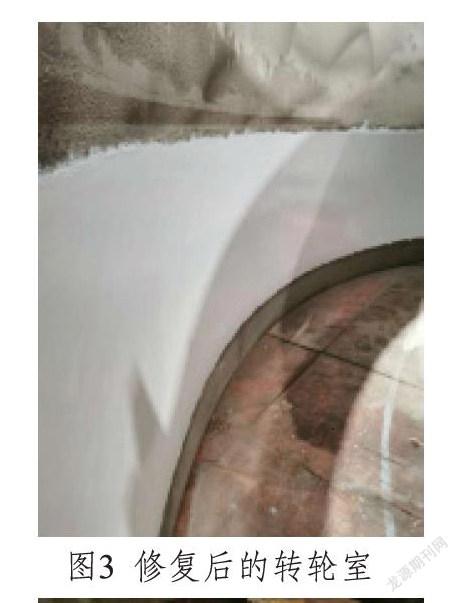
最后一个块转轮室施工完毕,经甲方及监理验收合格后,按照甲方及监理要求工完场清,开始拆卸施工防护罩及设施。平台现场清扫干净,废料收集到指定地点,做好相关资料移交手续,修复后的转轮室和和人孔盖板如图3、图4所示。
4 结语
水轮机转轮室的气蚀,严重威胁了水轮发电机组的安全稳定性。其降低了水轮机的工作效率,减少发电量,破坏材料,威胁发电设备的安全运行[2]。王甫洲水电站采用转轮室修复(冷补)工艺修复,不仅能够高效、迅速地修复水轮机转轮室的气蚀问题,还减少了水轮机检修费用,缩短了水轮机检修时间,确保能在省调批准的计划检修时间内完成A级检修,顺利开机并网。并且取得了良好的使用效果,提高了水电站的综合效益和社会效益。
参考文献
[1] 张石坚.高分子材料在水轮机转轮室气蚀修复中的应用[J].广东水利水电,2019(2):48-50.
[2] 林泉江.转轮及转轮室空蚀的处理[J].水电站机电技术,2005,28(2):37-41.
