模块导热盒微热管安装工艺研究
2020-08-31程虎胡畅
程虎 胡畅


摘要:随着模块集成度越来越高,集成芯片被大量使用,这些芯片功耗高,散热成了决定产品稳定性和运行时间长短的重要因素。在导热盒设计中,微热管散热应用广泛,微热管的安装方式直接影响着产品的质量和生产效率,现通过模块导热盒微热管安装工艺研究,找到了压力机和阴阳互补的支撑模具配合使用的压合方式,满足了生产需求。
关键词:模块导热盒;微热管;安装工艺
0 引言
随着模块集成度越来越高,集成芯片被大量使用,输入功率不断提高,使得热流密度急剧增大,导致器件性能随之降低[1-2],散热成了决定产品稳定性和运行时间长短的重要因素。微热管的导热系数高于常见金属2~3个量级[3-5],因此微热管散热技术应用广泛。
镶嵌贴合是微热管安装在散热模块上的一种有效方式,传统的作业方式为用锤子手工将热管敲入导热盒的凹槽中。这种方式费时费力,生产的工人需要大量时间才能完成一根热管的安装,而且可能敲废热管,造成浪费。同时,在敲击过程中会造成导热盒表面有轻微凹陷的损伤,严重时会造成导热盒报废。敲击时的噪声也会对工人的健康造成影响。由于是工人手工操作,工艺的一致性无法保证,因此敲出来的热管在外观上有好有坏。为了提高质量及效率,急需对现有的安装工艺进行优化改进。
1 工艺原理分析
对现有工艺进行解构分析,得到的力学过程可以简单地描述如下:锤子快速落下,与热管接触,热管在垂头部分受到一个较大的压强,热管受力后向凹槽内运动并且发生形变,热管外壳与凹槽表面紧密接触,保证了热量在结构件与热管间的传递,同时两者间的摩擦力也保证了热管的安装强度,如图1所示。
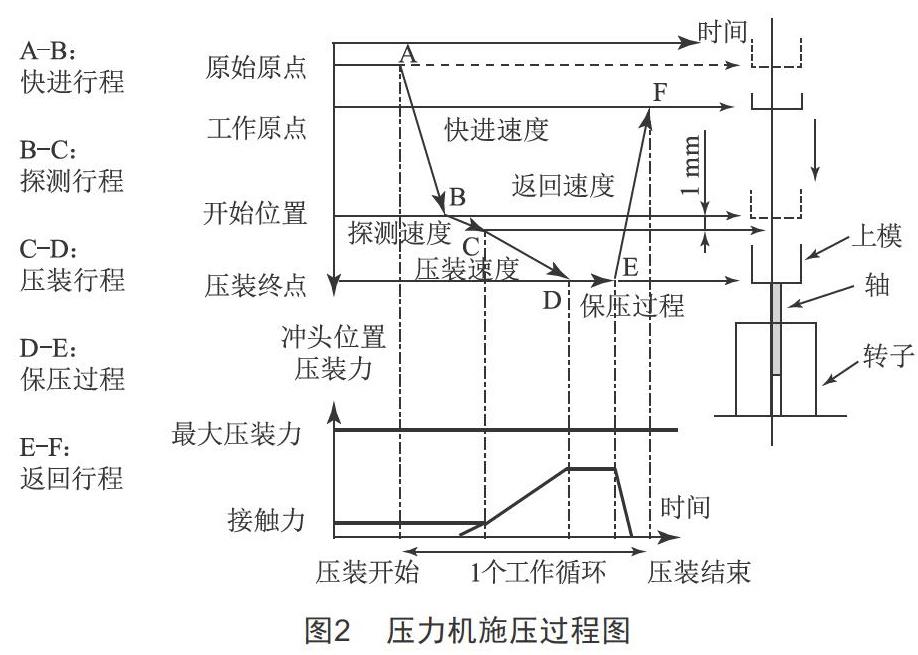
将这一瞬态过程放慢,可以转化为一个渐变的压入过程,压入过程可以类比于机械加工中的冲压和折弯工艺。用压力机的压头替代垂头,并施加合适的压力曲线,理论上可以实现与锤子敲击热管一样的结果。相比用锤子敲击,受压下的热管和结构件的表面受到的冲击小,损伤就会减小,同时也消除了噪声。压力机施压过程如图2所示。
2 安装工艺的研究过程
首先考虑简单情况下的热管压装,即只需要安装两根热管情况下的实际效果。以能提供5 t压力的高密度连接器压接机和能提供10 t压力的精密伺服压装机作为对微热管施加压力的设备,以若干个方块作为导热盒的下垫模,用于工艺试验。
使用2根热管的导热盒通过压力设备压装,测量结果是热管相对于表面高度超差0.1 mm,满足工艺要求。
接下来考虑复杂情况下的热管压装,即需要安装5根热管情况下的实际效果。以有5条安装槽的导热盒作为实验对象,分别采用3种不同方式安装热管:一种为手工敲入热管(导热盒1),一种为高密度连接器压接机压装(导热盒2),另外一种为精密伺服压装机压入热管(导热盒3)。
完成安装后,通过测量得到导热盒1上的热管突出盒体表面平均高度为0.05~0.1 mm,导热盒2上的热管突出盒体表面平均高度为0.4 mm,导热盒3上的热管突出盒体表面平均高度为0.1 mm;同时发现导热盒两侧边沿的热管比中间部分的热管突出高度多。调整下垫模模具位置,再次压合发现两侧边沿的热管与中间部分的热管突出高度差消失。
设计与导热盒阴阳互补的支撑下模,以便给导热盒提供均匀的支撑力,再次进行同种模块导热盒压合验证。支撑模具根据导热盒内凸台及下沉槽情况设计出CAD图加工可得,设计中支撑模具的凸台长宽尺寸应小于导热盒内对应下沉槽尺寸,支撑模具的下沉槽长宽尺寸应大于导热盒内对应下沉槽尺寸,支撑模具凸台及下沉槽高度、深度应与导热盒内凸台及下沉槽高度、深度阴阳互补、互相匹配。支撑模具CAD设计示意图如图3所示。
使用能提供10 t压力的精密伺服压装机和支撑模具配合进行压合,导热盒两侧边沿的热管与中间部分的热管突出高度差现象不再出现,导热管突出高度一致,尺寸为0.1 mm,符合要求。
通过试压结果分析可以得到,在热管较多的情况下,压力不够,会造成热管突出表面高度过大,超过工艺要求,这会直接导致热管与导热盒接触面积变小,导热效率下降;下模如不能对导热盒所有部位都起到支撑作用,会导致压合后的热管形成高度差,以致贴合不紧密。因此,在压合时要选用压力大的设备作为施压工具,同时还要设计与导热盒阴阳互补的支撑下模,才能保证压合效果。
3 工艺效果试验分析
安装热管的根本目的是提高模块散热效率,检验工艺是否满足要求,需要对热管的散热效果进行对比试验。
将敲入热管的导热盒和压装热管的导热盒分别在反面安装一个25 W的电阻作为热源,模拟模块正常工作情况下的散热过程。将热电偶一端用胶布贴在电阻附近,测量热源附近的温度。热电偶安装图如图4所示。
为了更接近实际情况,将导热盒装入6U标准机箱,盖上前面板,用螺钉定位,导线接入电源,调整电压,使电阻按额定功率25 W工作。试验结果如表1、表2所示。
将两组试验数据拟合成曲线,如图5所示。
由以上数据可以分析出,两种安装方式的热管温升曲线基本一致,且热平衡温度也基本一致,这说明采用压装机安装的热管与手工敲入的热管热性能相同,能满足产品的散热要求。
4 结语
文章通过模块导热盒微热管安装工艺研究,找到了使用合适压力的压力机和阴阳互补的支撑模具配合的压合方式,其散热性能完全满足散热要求。使用该方法进行微热管的镶嵌压合,不仅保障了微热管镶嵌压合的质量,还大大提高了作业效率。
[参考文献]
[1] NIKOLAYEV V S.Effect of tube heat conduction on the single branch pulsating heat pipe start-up[J].International Journal of Heat and Mass Transfer,2016(95):477-487.
[2] LI X B,LI M J,LI M,et al.For-ming method of micro heat pipe with compound structure of sintered wick on grooved subs-trate[J].Heat and Mass Transfer,2016,52(3):581-593.
[3] 余莉,韩玉,曹业玲,等.電子设备散热用平板式热管的实验研究[J].南京航空航天大学学报,2008,40(5):627-631.
[4] WANG Y W,ZHANG J X,CEN J W,et al.A feasibility study about using Si O2nanofluid screen mesh wick heat pipe for cooling of high-power LEDs[J].Heat transfer engineering,2016(379):741-750.
[5] 王相蓉,罗怡,王晓东,等.微热管高精度测试系统的热源控制与温度采集[J].仪表技术与传感器,2020(1):70-74.
收稿日期:2020-04-26
作者简介:程虎(1986—),男,湖北武汉人,技师,研究方向:无线电装接。
胡畅(1987—),男,湖北武汉人,硕士,工程师,研究方向:机械制造。
