冷剪机冲头动作异常故障分析及处理
2020-08-31杜彬陈文武杜雷王涛
杜彬 陈文武 杜雷 王涛
摘要:介绍了液压离合制动器在冷剪机传动剪切中的应用,并对冷剪机冲头动作异常进行了故障分析,提出了相关处理方法,对以后冷剪机日常点检、维护及优化具有一定的现实指导意义。
关键词:离合器;冲头;异常;分析;处理
0 引言
12 000 kN冷剪是中国二重东方重型机械有限公司设计的在线剪切专用设备,适合剪切棒材、扁钢等轧材,剪切钢种有60Si2CrVa、GGr15、42CrMo、51CrV4等。该剪机的剪切动作依靠液压离合制动器(德国进口品牌)驱动,离合器液压站为液压离合制动器提供动力源。在齿轮箱机械部件传动正常的前提下,生产过程中突然出现冷剪机剪切体(冲头)动作异常,由此判定液压离合制动器的液压控制系统出现故障。
1 冷剪机及液壓离合制动器工作原理
1.1 冷剪机工作原理
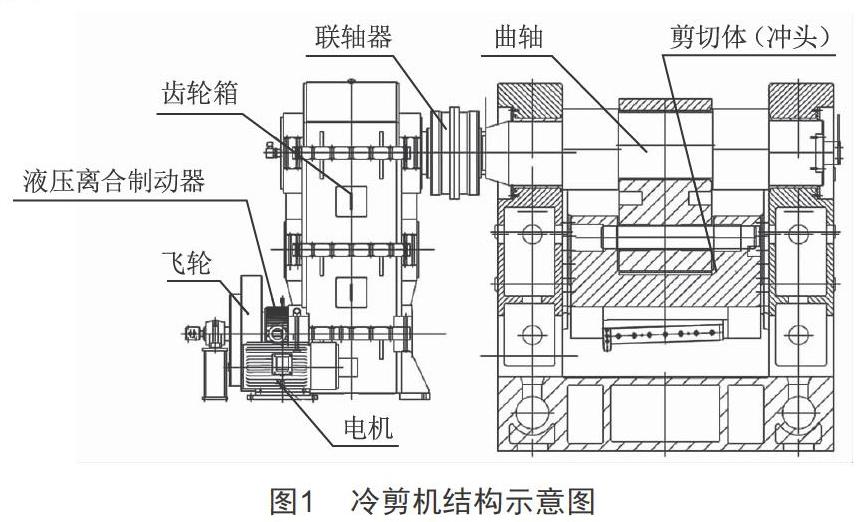
冷剪机主要由主电机、经皮带传动(飞轮)、液压离合制动器、齿轮箱、鼓形联轴器、曲轴、剪切体(冲头)、剪切装置、压料装置、控制装置、液压润滑系统组成。冷剪机结构示意图如图1所示。
启动电机,经过一级皮带传动,带动飞轮传动,此时液压离合器处于制动状态,离合器脱开,飞轮空转,积蓄能量;当离合器结合时飞轮能量及电机能量经输入轴传递给齿轮箱,经齿轮箱输出轴通过鼓形联轴器带动曲轴,经由曲轴上的曲柄连杆机构实现剪切体(冲头)上下直线运动进行剪切。
1.2 液压离合制动器工作原理
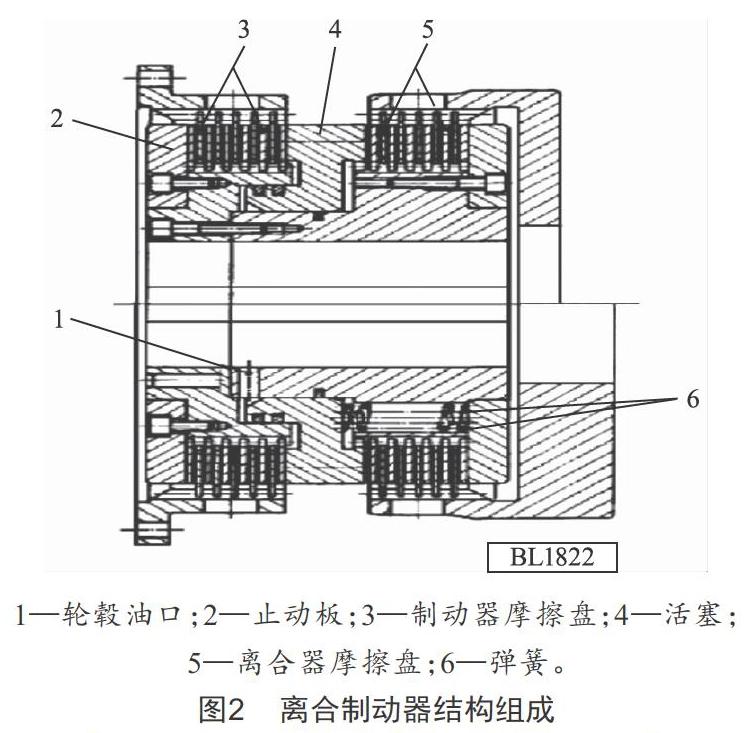
采用德国进口90系列离合制动器时,离合液压啮合,制动器弹簧制动。离合制动器结构如图2所示。
通过旋转接头(通常通过轴和离合器轮毂油口1)的油压使活塞4受压,活塞脱开制动器摩擦盘3直到与离合器摩擦盘5接触,离合器啮合后输入轴经过齿轮箱带动曲轴旋转进行剪切。当剪切完成后油压断开,位于离合器和制动器摩擦盘(5/3)之间的活塞4在弹簧6的作用下推动制动器摩擦盘3,使其靠在止动板2上,产生摩擦连接,制动器制动,冲头回到原始位上。
2 冲头在剪切运行过程中的故障情况
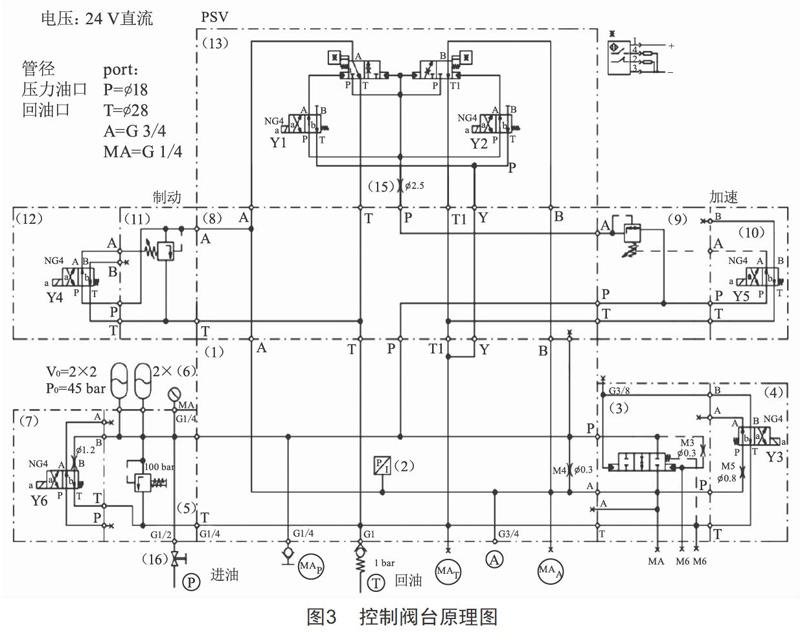
结合冷剪机现场实际运行情况及液压系统原理来看(控制阀台原理如图3所示),冲头动作异常主要有以下4种故障出现:
(1)冲头不动作或在剪切过程中停止。主要表现为操作台操作人员按剪切开关按钮,冲头停止在起始高位不动或在剪切到一半时停止动作,无法完成剪切。
(2)冲头在剪切过程中有顿挫现象。主要表现为成品材剪切不是一次成型,端部有毛刺、塌头,剪切质量差,影响交货。
(3)冲头剪切下降、上升动作缓慢,整个剪切周期由正常3 s延长到4.2 s,严重影响生产产量。
(4)冲头一个周期剪切完成后未回到起始高位,造成下一次不能正常剪切。
3 原因分析
(1)冲头不动作或在剪切过程中停止的主要原因是液压离合器未进行驱动或驱动过程出现停止,可能是系统各项保护设置造成的。一是离合器液压站低液位报警跳泵未产生驱动压力油;二是压力油过滤器堵塞造成驱动压力不足[低于4.2 MPa(42 bar),正常压力6 MPa(60 bar)],安全保护动作,停止离合器动作;三是温度开关设置报警保护,要求低温不低于25 ℃、高温不高于65 ℃;四是压力油管供离合器润滑流量不足,安全保护开启;或者四种情况同时存在。
(2)冲头在剪切过程中有顿挫现象,主要原因是驱动压力不稳,忽上忽下[压力差在1.5 MPa(15 bar)以内波动],一般是液压站上系统压力控制阀(溢流阀)稳不住压所致。
(3)冲头剪切下降、上升动作缓慢主要原因:一是图3中的6蓄能器内氮气压力不足,低于4.2 MPa(42 bar),剪切一瞬间驱动压力迅速下降至4.2 MPa(42 bar),剪切完成压力慢慢恢复到6 MPa(60 bar),同时调压力控制阀不起作用,离合器啮合不顺畅;二是泵源压力和蓄能器内氮气压力正常情况下,离合器的离合侧摩擦盘5间隙过大,造成离合器打滑无法啮合传动;三是离合器内轮毂拉伤严重,压力油泄漏增大,啮合时间变长。
(4)冲头一个周期剪切完成后未回到起始高位,主要原因是制动时图3中电磁阀Y4、Y5动作响应慢或卡死,压力油未及时卸压,周期内未卸完压。
4 处理方法
(1)针对液压系统各项保护设置:1)检查油箱液位是否过低,最低液位要高于最低口30 cm,查看油箱内是否有大量泡沫,如果是则需补充新油液至正常液位。2)按维护技术标准,进油过滤器滤芯最少3个月更换1次,同时循环泵冷却回油滤芯同步更换,保证油液清洁度,6个月油样化验1次,跟踪油液质量,必要时清洗油箱、更换新油。3)控制冷却器进水温度在30 ℃以内,如水温范围内冷却器进回油无温差,需更换冷却器或清洗铜管。4)压力油管供润滑流量不足,则表明主油泵内部磨损泄漏大,需更换备用泵。
(2)针对驱动压力不稳:调整系统出口电磁溢流阀并观察P口压力有无变化,如无变化则表明调压阀芯卡紧,需清洗阀芯或更换新阀。首先要提高油液清洁度,避免颗粒性污染物进入滑阀移动副产生卡紧,常规阀油液过滤精度至少为10 μm,必要时清洗油箱、更换新油。
(3)针对冲头剪切下降、上升动作缓慢现象:1)按维护技术标准6个月检测一次蓄能器内压力,标准压力设定为4.2 MPa(42 bar)左右,可根据实际情况用氮气瓶进行补气。如皮囊破损、补气解决不了问题,则需更换新蓄能器,同时进行故障修复测试,将主电机关掉,只开启泵站,然后强制图3中Y1、Y2得电,压力在保持6 MPa(60 bar)稳定,证明处理正确完成。2)利用每年年修对离合器离合端摩擦盘间隙进行塞尺测量(方法如图4所示),如发现间隙变大但在可调整范围之内,可以通过增加压片把间隙调整在最佳范围内,超过则建议更换新离合器或整套新摩擦片组,不然离合器一直在打滑边缘,如继续使用,则易引起摩擦片烧损,粘合在一起。3)离合器内轮毂及快速轴配合处拉伤,使用金相砂皮纸研磨,同时调整控制时间周期,必要时进行内轮毂激光堆焊重新加工,以达到装配要求。
(4)针对一个周期剪切完成后冲头未回到起始高位的现象,首先手动检查电磁阀Y4、Y5阀芯是否卡紧,如卡紧则清洗电磁阀阀芯、使用金相砂皮纸研磨或更换电磁阀。同时,要防止油液污染,提高油液清洁度,避免颗粒性污染物进入滑阀移动副导致卡紧,常规阀油液过滤精度至少为10 μm,必要时清洗油箱、更换新油。
5 改进后的效果
液压系统的故障75%是由油液污染引起的,因此正确使用、管理油液,控制污染是前提。有了合格的工作介质,液压系统才能稳定可靠运行,液压元件使用寿命才能延长。设备维护人员根据以上分析进行处理,可提高设备正常运行率,减少热停时间。冷剪机正常运行,可以减少对产品质量及产量的影响,实现降本增效。
6 结语
本文介绍了冷剪机液压控制系统基本工作原理,通过对冷剪机冲头在使用中出现的动作异常进行故障分析和总结,提出了具体的解决措施,对后期液压系统的点检、维护及技改具有一定的现实指导意义,有助于尽快排除大部分故障,极大地提高了工作效率及生产效益,减少了对产品质量的影响。
[参考文献]
[1] 左健民.液压与气压传动[M].2版.北京:机械工业出版社,1999.
[2] 中国机械工程学会设备与维修工程分会《机械设备维修问答丛书》编委会.液压与气动设备维修问答[M].北京:机械工业出版社,2002.
收稿日期:2020-04-13
作者简介:杜彬(1985—),男,江苏溧阳人,工程师,研究方向:设备管理。
