五等量块快速测量方法
2020-08-31潍柴动力股份有限公司
/ 潍柴动力股份有限公司
0 引言
目前,量块测量通常采用接触式干涉仪、立式光学计等光学仪器和相同标称长度的标准量块比较测量方法。因光学仪器量程范围小,只能和相同标称长度的标准量块比较测量[1],且因人工记录、数据计算,导致测量时间长,效率低。再者传统光学仪器设备智能化程度低,需要检测人员瞄线、估读,人为误差引入较多,随着对效率、准确度要求的提高,迫切需要引入全自动测量系统[2][3][4]。
在保证准确性的前提下,为提高检测效率,本文通过量块比较仪实现了不同标称长度量块比较测量的方法,此方法相比相同标称长度量块比较测量方法,效率提升50%以上。
1 测量项目
量块作为一种端面长度标准,量块的中心长度及长度变动量是判定量块等级的重要指标,其中中心长度是指两个测量面中心之间的距离,测量面根据标称长度的不同而改变,如标称长度小于5.5mm的量块,标称长度刻印的一面为上测量面,与其相背的为下测量面(如图1);而标称长度大于5.5mm的量块,标称长度刻印的一面为侧面,其左边一面为上测量面,右边一面为下测量面(如图2)。
2 测量方法
2.1 测量程序
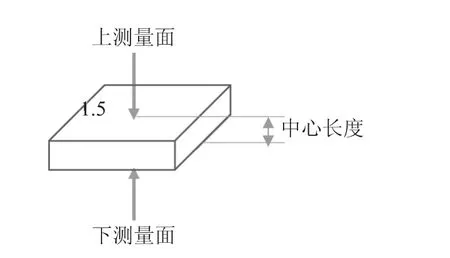
图1 标称长度小于5.5mm的量块
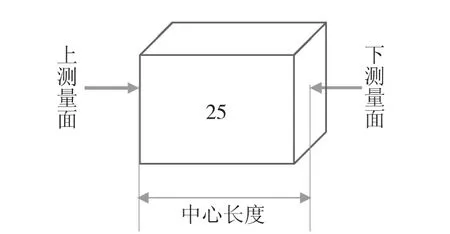
图2 标称长度大于5.5mm的量块
清洗标准量块和被测量块,在(20±1)℃充分恒温24h后,分别放在量块比较仪的量块定位装置中,量块定位装置如图3所示,并将温度补偿装置贴在量块的表面,来回拨动几次量块定位装置,确保标准量块、被测量块和带筋工作台充分研合。拨动量块定位装置至位置1,让测头对准标准量块中心,点击测量,计算机显示示值为零。然后拨动量块定位装置至位置2,让测头对准被测量块中心,点击测量,计算机显示被测量块中心长度偏差值δ。
因标准量块和被测量块的材质、标准量块示值的偏差、标准量块和被测量块的温度值已提前录入计算机,且内嵌了修正公式,测量时会自动修正,所以被测量块的中心长度偏差值δ,即为最终测量结果,不需再次修正,节省了人工记录、数据处理的时间。

图3 量块定位装置
为避免测量过程中粗大误差引入的影响,在测量中至少重复测量五次,且五次测量结果的差值不大于0.05μm时,此测量结果才可被接受,并记录第一次的校准结果。
2.2 不同标称长度量块比较测量方法
本文以83块组五等量块为例,量块标称长度分布如表1所示。其中标称长度介于0.5~5mm的量块有64块,占全部量块组数量的77%,采用与标称长度为0.5mm的标准量块进行比较的测量方法。标称长度介于5.5~10mm的量块有10块,占全部量块组数量的12%,采用与标称长度为5.5mm的标准量块进行比较的测量方法。标称长度介于20~100mm的量块有9块,占全部量块组数量的11%,采用与相同标称长度的标准量块进行比较的测量方法[5]。
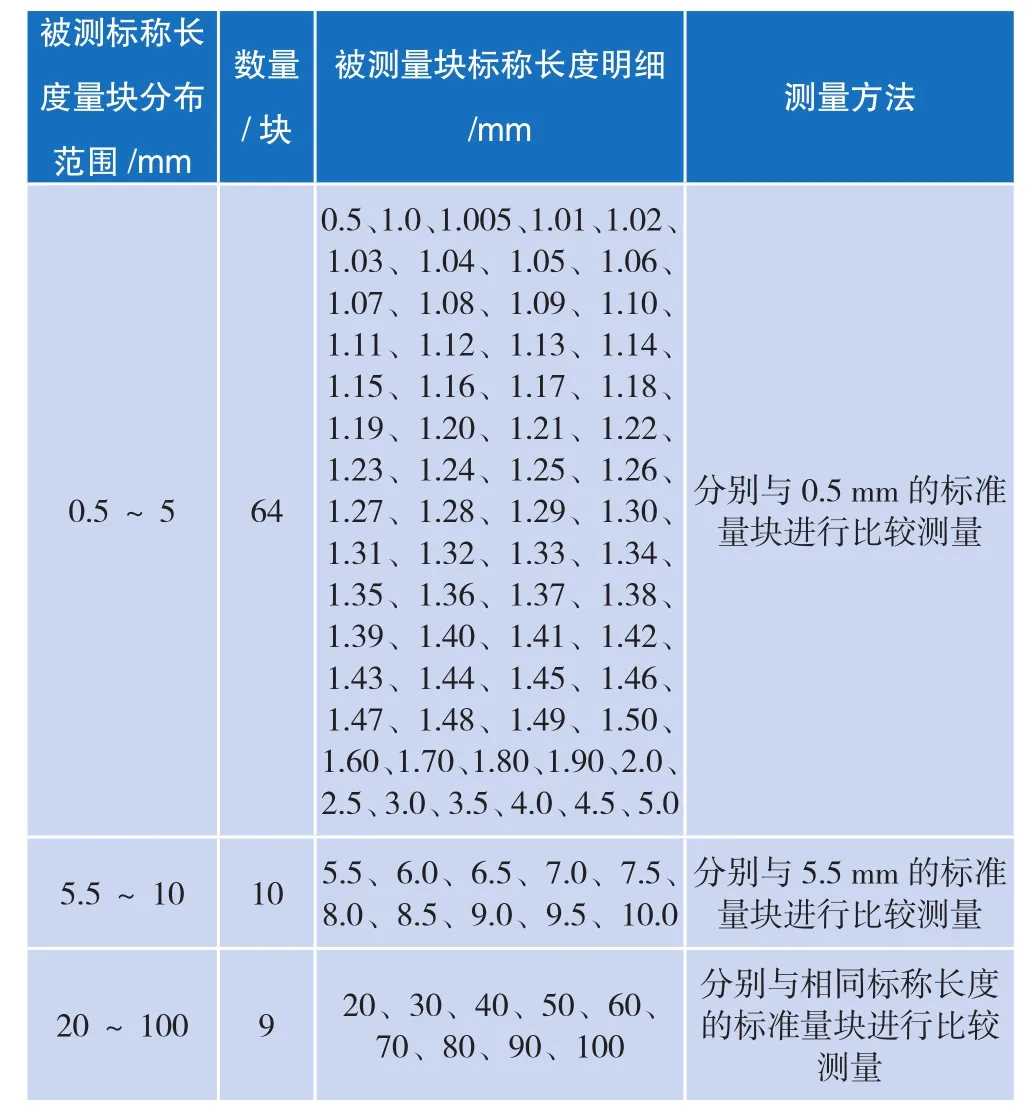
表1 83块组五等不同标称长度量块比较测量方法
3 测量效率对比
3.1 测量过程
测量过程中,标准量块只测量中心点,被测量块测量5个点,分别为中心点及四角位置的点。
以83块组五等量块为例,采用了不同标称长度量块比较测量方法和相同标称长度量块比较测量的方法,这两种测量方法的测量结果(如表2所示)表明,减少了标准量块的测量数量,标称长度0.5~5mm量块的测量效率提升了20%左右;标称长度5.5~10mm量块的测量效率提升了18%左右;标称长度20~100mm量块的测量效率与相同标称长度量块比较测量的方法持平。
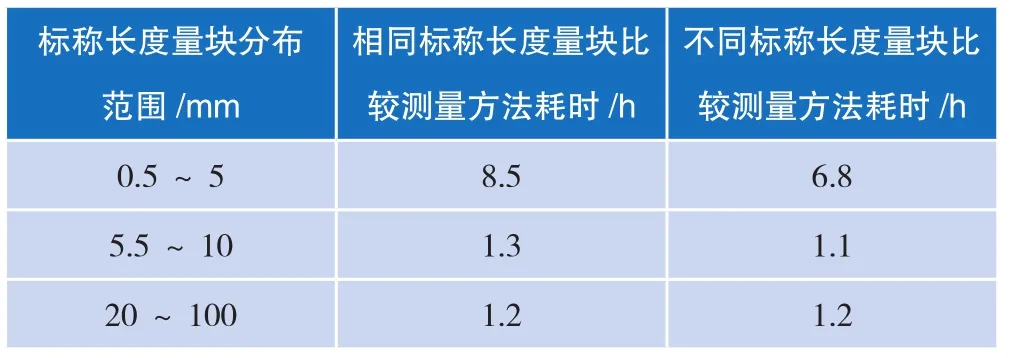
表2 两种比较测量方法的测量消耗时间
3.2 数据处理
相同标称长度量块比较测量方法,因接触式干涉仪、立式光学计属于传统机械式仪器,每个量块的校准参量需要人工记录、计算数据,每个量块的校准参量包括:标准量块组中心长度偏差、被测量块组中心长度偏差及四角测量位置的长度偏差、标准量块和被测量块的温度修正量等,83块组五等量块需要记录和计算581个数据,每个数据耗时约15s,总的耗时大约2.5h。
量块比较仪采用不同标称长度量块比较测量方法在数据处理环节显示出明显的优势,数据自动生成,无需等待。这是由于标准量块和被测量块的材质、标准量块中心长度偏差、标准量块和被测量块温度修正量等参量已提前录入计算机,录入时间只要0.5h。且标准量块的信息可以重复引用,一个周期只需要更新一次数据,被测量块组的信息也只需要第一次录入,后续检定可直接引用,平均到每次,耗时几乎可以忽略不计。
3.3 数据记录及报告
为了便于追溯,标准量块、被测量块、光学仪器或量块比较仪、测量温度等原始信息,都需要在原始记录及检定报告中体现。
相同标称长度量块比较测量方法,83块组五等量块人工记录和报告出具时间大约0.5h。而量块比较仪自动生成原始记录和检定报告,耗时几乎可以忽略不计。
3.4 测量效率
综上所述,83块组五等量块两种测量方法相比(表3),不同标称长度量块比较测量方法相比相同标称长度量块比较测量方法,测量效率提升53%。
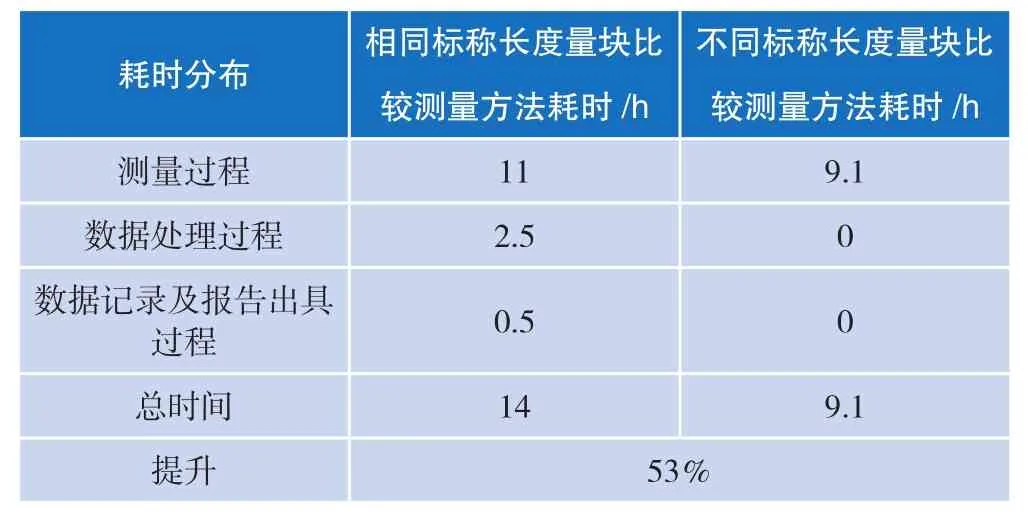
表3 83块组五等量块两种比较测量方法耗时
4 不确定度验证
查阅JJG146-2011《量块》检定规程[6]中表4,各等量块长度测量不确定度和长度变动量最大允许值,当标称长度小于10mm时,五等量块的测量不确定度为0.6μm,所以设定被测量块和标准量块的差值标准为0.6μm。由此可得,当差值小于0.6μm时,结果可以接受;当差值大于0.6μm时,结果不可以接受。
选取83块组五等量块中的16块量块进行比较测量:1.005~10.0mm的被测量块与1.0mm标准量块比较;7.0~10.0mm的被测量块与6.0mm标准量块比较,比较结果详见表4。
通过表4发现:当被测量块和标准量块的标称长度相差小于5mm时,两者之间的差值小于0.6μm,结果可以接受。当被测量块和标准量块的标称长度相差大于5mm时,两者之间的差值大于0.6μm,结果不可以接受。
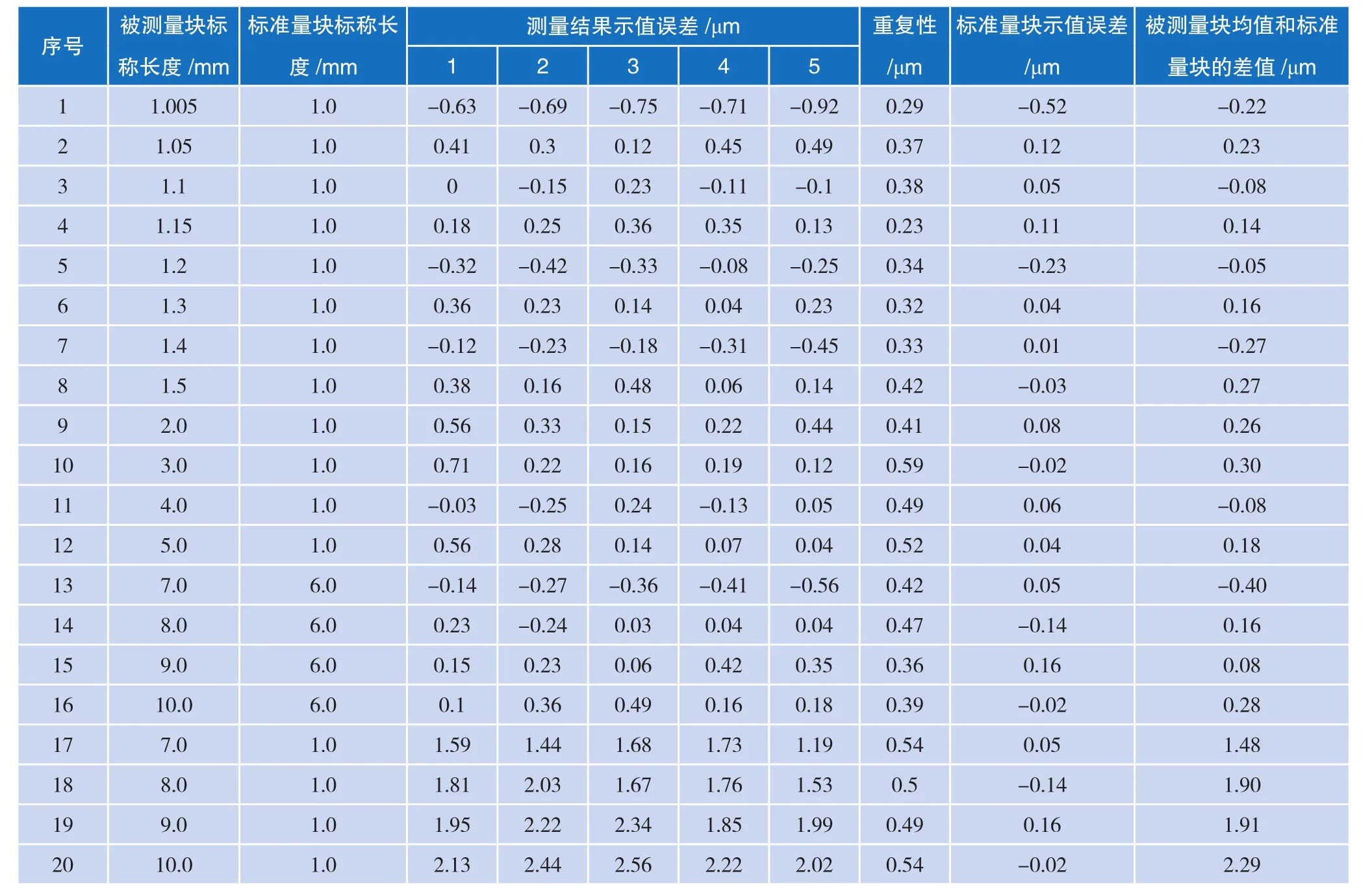
表4 被测量块和标准量块的差值
综上所述,不同标称长度量块比较测量法符合不确定度验证。
5 结语
通过实验发现,不同标称长度量块比较测量法用于被测量块和标准量块的标称长度相差小于5mm时,测量结果可以接受;当用于被测量块和标准量块的标称长度相差大于5mm时,测量结果不可接受,且随着量块长度的增加,示值误差呈现线性增大。
综上所述,采用不同标称长度量块比较测量的方法比相同标称长度量块比较测量方法的测量效率整体提升50%以上。
