响应面优化黑水虻幼虫粗油脂提取工艺
2020-08-25刘复荣何敬愉罗涛蒙海林吴伟浩崔金明
刘复荣,何敬愉,罗涛,蒙海林,吴伟浩,崔金明*
1.广州中国科学院先进技术研究所(广州 511458);2.深圳市腾浪再生资源发展有限公司(深圳 518054)
黑水虻(Hermetia illucens Larva)是一种双翅目水虻科昆虫。原分布地在美洲,目前在热带、亚热带与温带地区都有广泛分布,在我国主要分布在南方地区[1]。黑水虻是一种腐食性昆虫,其幼虫食物来源范围广大,如畜禽粪便、餐厨垃圾、食品工业产生的废弃物[2-3],不仅可有效防止家蝇的繁殖,且对人类健康和环境无害。根据此特征,以黑水虻为主要功能要素的生态处理系统逐渐构建起来,能够安全、高效地将危害人类生存环境的废弃物转化为可利用的资源,如蛋白、碳水化合物和油脂[4-7]。因此它是物质资源循环利用的促进者,在自然界食物链中扮演着重要角色[8-9]。
目前对黑水虻的培育条件优化的研究较多,以期对种虫的优良繁育[10]。另外,黑水虻在畜禽类养殖、餐厨垃圾和粪便处理、作为饲料添加剂等方面的应用等也是当下的研究热点[11-12]。在产品开发上,主要以蛋白质、氨基酸类和碳水化合物类为主[4-5]。据报道,黑水虻幼虫粗蛋白和粗油脂含量分别达35.53%和28.89%以上[13-16],且富含多种氨基酸[17],具有巨大的发展潜力。尽管人们认为其油脂有作为生物燃料、日化行业用原料的潜在可能性,但其油脂相关产品的开发却相对缺乏。为了充分、合理开发黑水虻资源,研究针对餐厨喂食的黑水虻粗油脂的提取工艺进行优化,以提高油脂提取效率,为黑水虻油脂的资源化利用提供技术参考。
1 材料与方法
1.1 材料
1.1.1 原料与试剂
黑水虻幼虫,由深圳市腾浪再生资源发展有限公司提供;石油醚(分析纯,60~90 ℃,天津市大茂化学试剂厂);正己烷(色谱纯,上海阿拉丁公司);超纯水(电阻率≥18 MΩ·cm,Milli-Q,美国Millipore公司);无水硫酸钠(分析纯,广州化学试剂厂)。
1.1.2 仪器与设备
益多FSJ-600万能粉碎机(欧凯莱芙宝业公司);HWS-26恒温水浴锅(上海一恒科学仪器有限公司);莱伯泰科(LABTECH)EV331型旋转蒸发器(广州无线电集团有限公司);TE212-L精密电子天平(海精天电子仪器有限公司);气相色谱质谱联用仪(7890A/5975C气质联用仪,美国Agilent公司)。
1.2 试验方法
1.2.1 黑水虻幼虫预处理和粗油脂的提取
黑水虻幼虫用清水洗净,置于烘箱中60 ℃干燥至恒质量后进行粉碎,幼虫粉末过40目筛;取5.0 g虫粉于索氏提取器中,加入石油醚(沸程60~90 ℃)进行提取;提取液在40 ℃下负压挥干石油醚,得到粗油脂。精确称量粗油脂质量,计算提取率(Y)。

式中:m1为粗油脂质量,g;m0为黑水虻幼虫粉末的总质量,g。
1.2.2 索氏提取粗油脂的工艺单因素试验
以石油醚作为提取溶剂,采用索氏提取法提取黑水虻幼虫中粗油脂,分别考察提取温度、提取时间及液料比对粗油脂提取率的影响。
1.2.3 响应面优化提取工艺
根据单因素试验测定的水平范围,采用Box-Behnken的中心组合试验设计原理,设计三因素三水平的响应试验。
1.2.4 数据处理
采用Design Expert 8.0.6软件进行数据统计分析。
2 结果与讨论
2.1 单因素试验考察结果
2.1.1 提取温度的影响
在提取时间为8 h、料液比为1∶24 g/mL条件下,考察不同提取温度对粗油脂提取率的影响,结果如图1所示。由图可知,提取温度于65~85 ℃,粗油脂的提取率随温度升高先上升后趋于稳定;在75~85 ℃之间,粗油脂提取率达27.50%~27.94%。可能原因是在保持提取时间和料液比不变的条件下,随着温度升高,油脂分子扩散至溶剂中的速度加快,相应地,粗油脂提取率会随之升高;而当温度升至75 ℃及以上时,扩散至溶剂中的油脂增量不大,因而提取率基本不变。
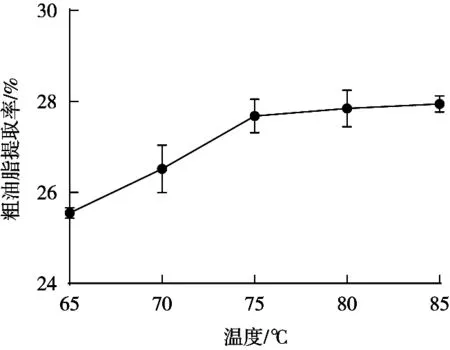
图1 不同提取温度对粗油脂提取率的影响
2.1.2 提取时间的影响
在提取温度为80 ℃、料液比为1∶24 g/mL条件下,考察不同的提取时间对粗油脂提取率的影响,结果如图2所示。由图可知,粗油脂的提取率随时间的延长呈现先升高后基本不变的趋势。其中,6和8 h的粗油脂提取率分别为28.18%和28.14%,表明粗油脂在6 h后基本被提取完全,提取率达到最大。可能原因是在保持提取温度和料液比不变的条件下,随着提取时间的延长,物料中油脂黏度降低,流动性明显增强,从而扩散至溶剂中油脂量急剧增多,且在6 h达到最大值,当提取时间超过6 h时,扩散出的油脂基本不变,因而提取率保持恒定。
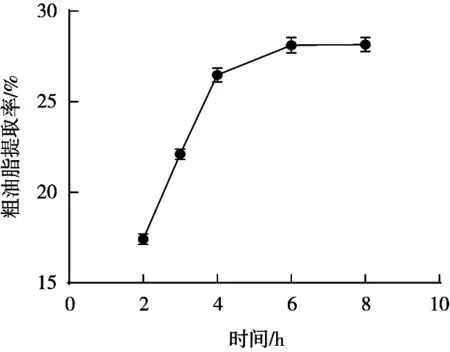
图2 不同提取时间对粗油脂提取率的影响
2.1.3 料液比的影响
在提取时间为8 h、提取温度为80 ℃条件下,考察不同料液比对粗油脂提取率的影响,结果如图3所示。由图可知,料液比在1∶16~1∶28 g/mL时,粗油脂提取率呈先上升后缓慢下降的趋势,于1∶24 g/mL时达到最高,为28.25%。可能原因是料液比在1∶16~1∶24 g/mL时,溶剂量越多,物料内油脂与溶剂间的浓度差越大,越利于物料内油脂扩散至溶剂中,因而提取效率越高;而当料液比在1∶24~1∶28 g/mL时,随着溶剂体积增大,物料中扩散至溶剂的油脂量增多不明显,而由于溶剂体积较大,在挥去石油醚过程中,相对损失的油脂也增多,因而当料液比在1∶24~1∶28 g/mL时,粗油脂提取率有所降低。
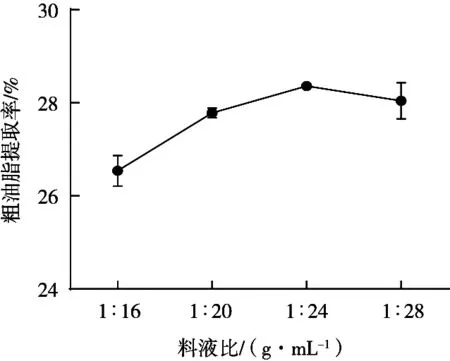
图3 料液比对粗油脂提取率的影响
2.2 响应面优化提取工艺
根据单因素试验考察结果,确定响应面试验因素水平,如表1所示;响应面试验设计及结果如表2所示。
以表2中15组试验结果为基础,得到黑水虻粗油脂提取率(Y)与提取温度(A)、提取时间(B)及料液比(C)的拟合方程:Y=28.03+1.37A+0.29B-0.024C-0.12AB+0.27AC-0.075BC-1.15A2-0.19B2-0.32C2。对试验结果进行拟合,回归模型方差分析结果如表3所示。
由表3结果可知,模型的p=0.001 1,为极显著;失拟项的p=0.390 5>0.05,说明无失拟因素;响应值的变化与提取时间(p<0.05)及提取温度(p<0.001)有显著的相关性。在一次项及二次项中有显著性,表明各试验因素对油脂得率的影响不是呈简单的线性关系;各个因子与响应值之间的线性关系良好(R2=0.979 2),说明所得方程对试验的拟合度好,能够准确地描述各因素与油脂得率之间的关系。根据F可知,影响粗油脂提取率的因素主次顺序依次为提取温度>提取时间>料液比。
根据该模型,可分析出最佳提取工艺条件:提取温度为80.82 ℃、提取时间为7.08 h、料液比为1∶20.57 g/mL。此时黑水虻粗油脂提取率可达到最大化,预测为28.50%。
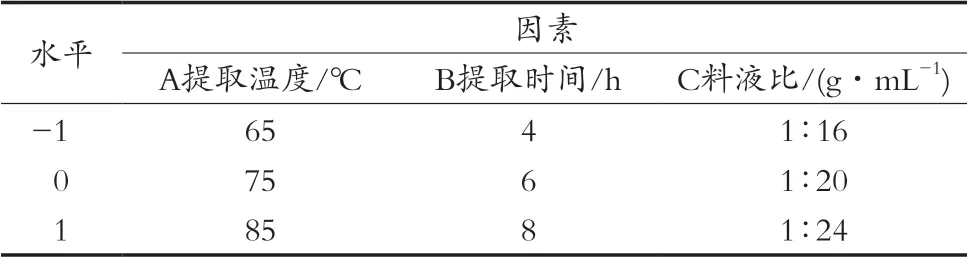
表1 响应面试验因素水平
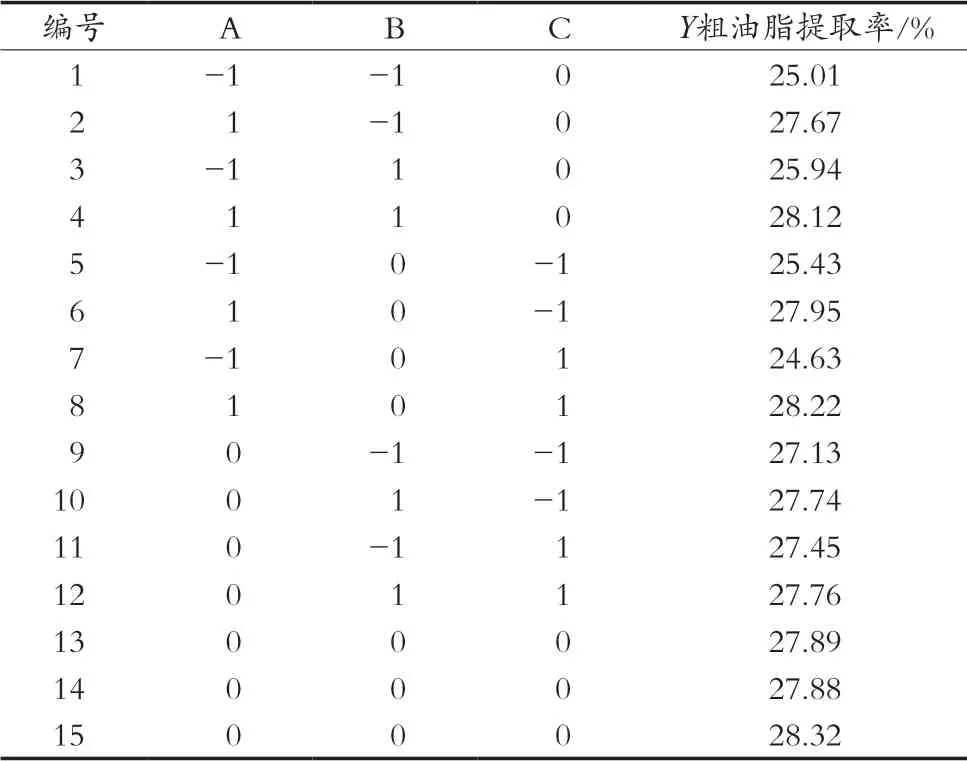
表2 响应面试验设计及结果
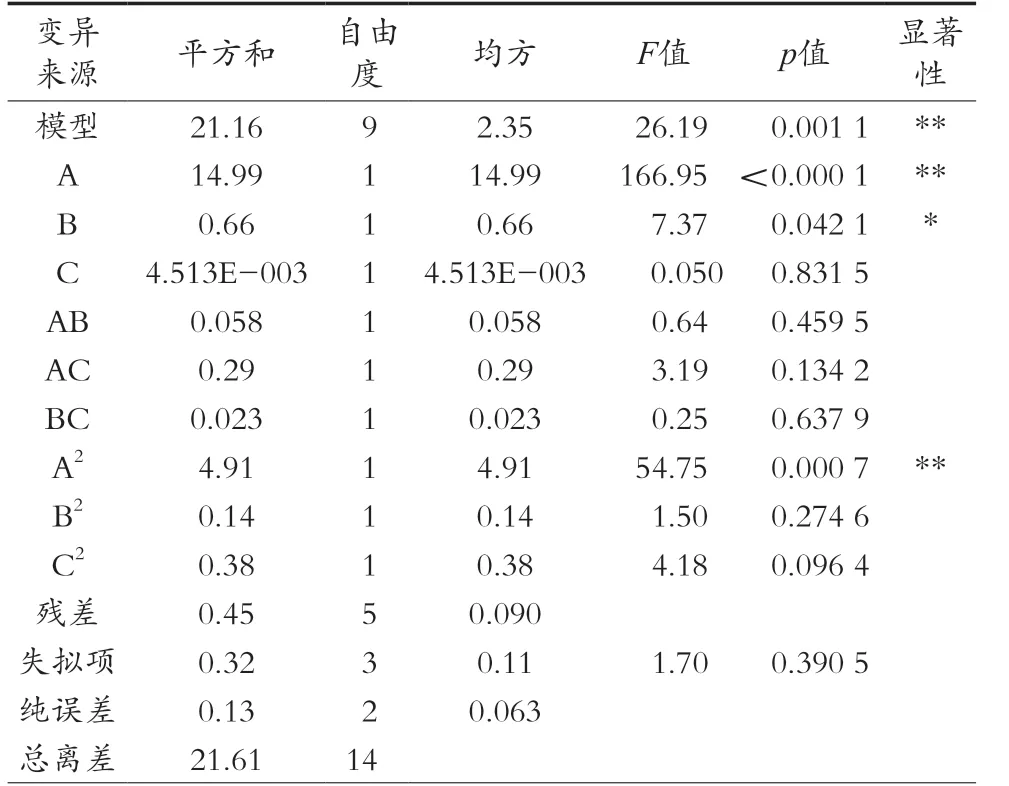
表3 回归模型方差分析
2.3 验证试验
根据分析的最佳工艺条件及实际试验条件,设定提取温度为80.8 ℃、提取时间为7.08 h、料液比为1∶20.57 g/mL进行验证试验,进行3次重复试验,结果如表4所示。
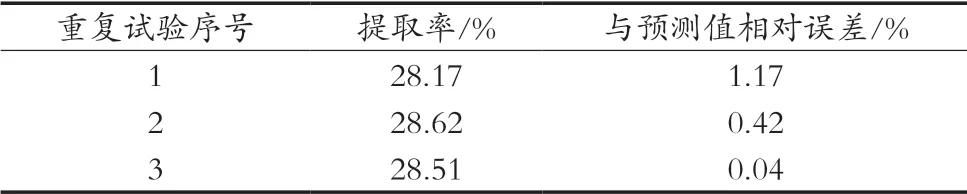
表4 验证试验结果
根据上述条件得到的平均提取率为28.43%,与预测的最高提取率(28.50%)高度吻合,说明此响应面优化分析的结果是合理可行的。
3 结论
采用索氏提取法提取黑水虻幼虫粗油脂,在单因素试验和响应面优化后能获得最佳提取工艺参数:提取温度为80.82 ℃、提取时间为7.08 h、料液比为1∶20.57 g/mL。在此条件下预测得率为28.50%。在此条件下实测值为28.43%±0.23%,表明响应面优化试验所得工艺条件有应用价值。
然而,考虑到提取时间和溶剂用量等提取成本及对环境影响的问题,当粗油脂提取率为28%或以上的提取工艺就认为达到要求。根据响应面拟合方程公式可得到提取时间短、溶剂用量少的一组参数:提取温度为83.31 ℃,提取时间为4.21 h,料液比为1∶20.06 g/mL,粗油脂提取率为28.05%。此组参数对以后的中试试验及工业生产应用有重要的参考意义。