磁光成像传感无损检测技术现状与展望*
2020-08-21季玉坤高向东张南峰张艳喜游德勇肖小亭孙友松
季玉坤,高向东*,张南峰,2,张艳喜,游德勇,肖小亭,孙友松
(1.广东工业大学 广东省焊接工程技术研究中心,广东 广州 510006;2.黄埔海关技术中心,广东 东莞 523076)
0 引 言
无损检测技术在保证产品质量和提高经济效益中承担着重要角色,高效、环保、低成本的无损检测技术将备受青睐。目前,国内外常用的无损检测技术有射线法、涡流法、超声波法、磁粉法、渗透法以及磁光成像法[1-2]。
射线法是利用强度均匀的射线透射工件时强度衰弱的不同,检测工件中是否存在缺陷,利用暗通道先验估计单个X射线图像的射线强度和给定目标的透射函数,可提高射线检测的可视化[3-4]。但射线具有辐射生物效应,对人体健康及环境都不利。涡流法是基于电磁感应现象,通有交流电的线圈置于待测工件表面,交流线圈产生的交变磁场使工件产生漩涡状的感应电流,用探测线圈去检测感应电流引起的磁场变化,进而可知工件内部缺陷等信息[5-6]。由于涡流有难以克服的趋肤效应问题,涡流检测也只限于形状规则的工件表面进行。超声波法利用超声波在被测工件内部传播时受到材料组织变化的影响,通过反射波的变化程度来探测工件缺陷,近年来激光超声检测、电磁超声检测等新型超声检测技术发展迅速,并能有较好的检测效果[7]。但由于声束的覆盖范围较大,获取图像的横向分辨率极易被弱化。磁粉法是漏磁检测范畴,在磁化工件表面涂上磁粉,可形成在光照下人眼可见的裂痕,从而可分析出工件缺陷特征,通过高速摄像机的图像测量揭示了裂纹形状与粘着磁颗粒形状之间的关系,更能准确获得裂纹信息[8-10]。不过磁粉法处理过程复杂,人为因素影响较大。渗透法是利用渗透液来显示构件表面缺陷的一种探伤方法[11-12],但渗透法检测精度易受到表面涂层形状及湿度的影响,渗透时间较长,检测效率较低。
以上无损检测技术均有各自的特点及应用范围,相比而言,磁光成像传感无损检测是一种结合磁、光和电等物理学科的技术,笔者就磁光成像传感无损检测技术的原理、磁光图像处理算法、应用领域以及未来发展方向进行系统地分析和综述。
1 磁光成像基本原理
1.1 磁路及漏磁机理分析
磁路可表示为通过磁通的闭合路径,将磁路与电路类比分析,相似之处在于电路中的电动势、电流、电阻、电导率分别对应着磁路中磁动势、磁通、磁阻、磁导率。磁路中的欧姆定律满足方程:
F=Rm×Φ
(1)
式中:F—磁动势;Rm—磁阻;Φ—磁通。
磁路与电路一个重要的不同点在于实际磁路中存在漏磁现象,当磁铁两极放在工件表面时,工件内部会形成磁路,方向是从磁铁N极指向S极,如果工件内部不连续时,则磁路会在不连续处发生局部畸形产生磁极,由于空气磁阻与工件磁阻不同,从而产生漏磁现象[13-14]。通过磁路和漏磁理论,说明导磁性工件缺陷信息可由漏磁场信息来表示,提取工件漏磁场信息,进而分析工件缺陷特征。
1.2 法拉第效应
法拉第效应基本原理如图1所示。

图1 法拉第效应基本原理
一束自然光经过起偏器变成线偏振光(入射光),线偏振光通过旋光性介质时,如果在介质中沿光传播方向上加一磁感应强度为B的外加磁场,光通过介质的路径长度为L,则光振动的振动面将转过角度θ,这种外加磁场使介质产生旋光性的现象,称为法拉第效应或磁致旋光效应[15],角度θ满足方程:
θ=VBL
(2)
式中:V—菲德尔常数,由于偏振光旋转角θ的变化,从而引起光强大小的改变。
磁光成像检测原理如图2所示。
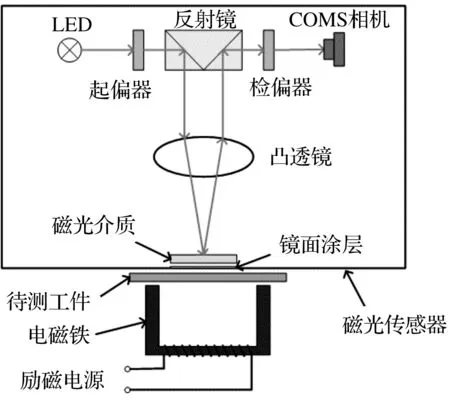
图2 磁光成像检测原理
磁光成像检测硬件部分由磁光传感器、工件、电磁铁以及励磁电源组成。光源由LED产生自然光,经过起振器变成线偏振光,线偏振光由反射镜和凸镜经磁光介质到达镜面涂层,在工件产生的漏磁场附近返回,并经过检偏器被CMOS相机获取,最终生成光强图(磁光图像)。结合1.1和1.2分析可知,漏磁场信息包含工件缺陷信息,磁场信息又可以用光强信息表示,简而言之,磁光图像可以包含工件缺陷信息。
1.3 磁光成像检测系统
磁光成像检测系统示意图如图3所示。
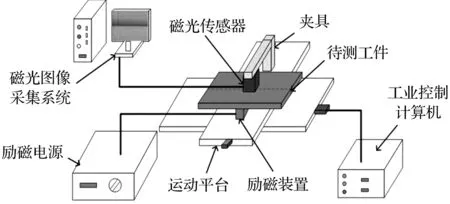
图3 磁光成像无损检测系统示意图
该系统主要由磁光传感器、励磁装置、运动平台、夹具、磁光图像采集系统以及待测工件组成。其中,励磁装置中的励磁方式可分为恒定磁场励磁、交变磁场励磁、旋转磁场励磁等。磁光传感器检测工件的有效磁场范围在[-2,2] kA/m内,超出会导致磁光图像饱和,无法获取准确的工件缺陷信息,因此一般采用非恒定励磁方式。
两种励磁焊接缺陷磁光图像对比图如图4所示。
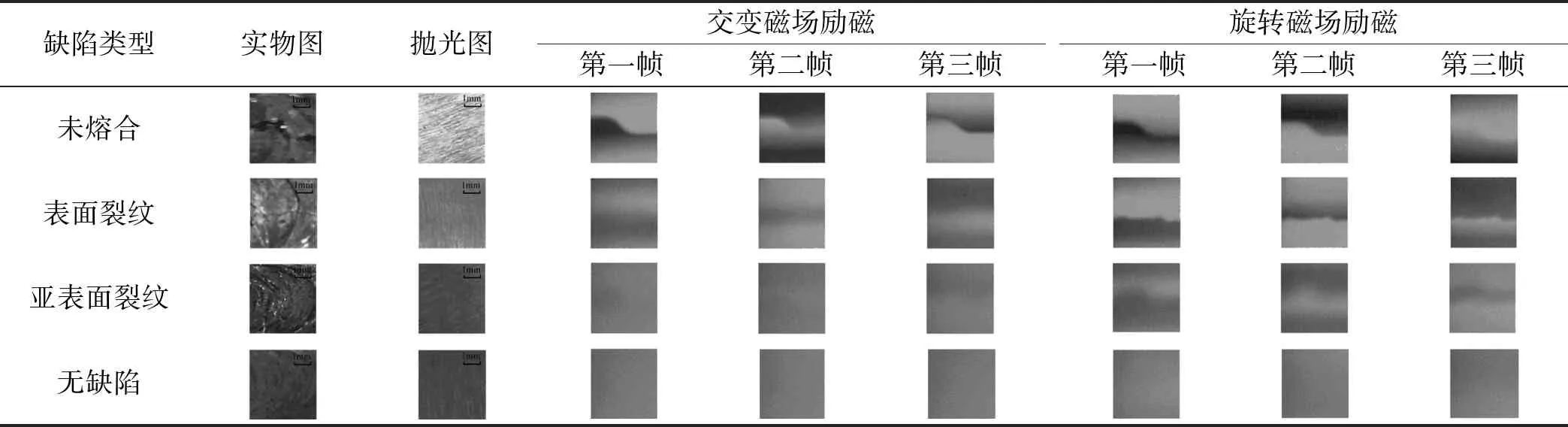
缺陷类型实物图抛光图交变磁场励磁第一帧第二帧第三帧旋转磁场励磁第一帧第二帧第三帧未熔合表面裂纹亚表面裂纹无缺陷
图4 两种励磁焊接缺陷磁光图像对比图
对于表面及亚表面缺陷的检测一般利用交变磁场会有较好的检测效果,复合磁场能够解决工件内部缺陷信息检测问题,旋转激励下的磁光图像适合获取工件内部不同方向和未知形状的缺陷信息。在磁光图像检测焊接缺陷的过程中,通过交变磁场检测焊件表面及亚表面裂纹,为下一步分析检测提供较为清晰的图像信息,而旋转励磁下获得的磁光图像更容易分辨出不同方向下焊接缺陷类型[16-17]。
针对某一类型缺陷可以选择合适的励磁方式,但如何确定最佳励磁方式中的具体参数仍有待解决。比如交变磁场中励磁频率对不同深度缺陷的灵敏度不同,研究缺陷深度与最佳励磁频率的规律是重点内容;在复合磁场励磁的过程中,恒定磁场与交变磁场所占比重对采集完整的缺陷信息尤为重要,确定两者在复合励磁时的权重还未解决。
针对以上如何选取最佳励磁方式的问题,除研究其基本原理以及仿真验证以外,应设计大量相关的工艺试验,通过试验总结出不同类型缺陷应采用的最佳励磁方式。
2 磁光图像优化算法
2.1 图像信息提取
图像信息提取是图像信息分析的前提,其实质是对二维矩阵进行各种数学变换,获得人们所需的图像信息[18]。图像信息提取方法包括灰度共生矩阵、图像信息融合等。
灰度共生矩阵是利用空间(距离和角度)像素对出现的联合概率表示,描述图像纹理特征。通过提取图像的能量W1、熵W2、惯性矩W3和自相关性W44个纹理特征信息,分别反映图像纹理的粗细度、清晰度、非均匀程度和一致性[19-20]。
文献[21]首先将实验获取的256级动态焊接缺陷磁光图像转化为16级图像,然后通过灰度共生矩阵提取磁光图像的能量、熵、对比度以及相关性,最后利用图像信息融合技术将每个焊接样本的3张图像的4个信息融合为1张图像中,得到的FW1、FW2、FW3、FW4作为焊接缺陷检测预测模型的输入信息,用方程表示为:
F=aF1+bF2+cF3
(3)
式中:F1,F2,F3—图像特征参数;a,b,c—不同权重,和为1。
2.2 神经网络预测模型
目前,在利用神经网络检测磁光图像缺陷信息的过程中,主要研究工作集中在标准神经网络上。
磁光成像神经网络预测模型如图5所示。
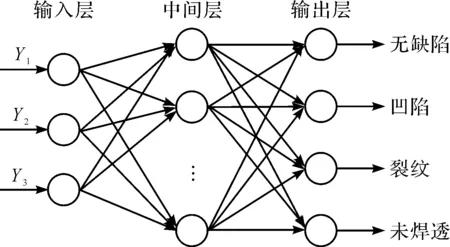
图5 磁光成像神经网络预测模型
标准神经网络首要工作是确定输入量,比如可以通过主成分分析(PCA),获得磁光图像的前3列信息作为网络模型输入量(Y1,Y2,Y3),将真实值(缺陷类型)转化作为输出[22],可将标准神经网络与其他优化算法一起使用达到更好的预测效果,径向基函数神经网络就是其中之一,其结构简单,优于标准网络训练精度[23]。为更进一步获得更多磁光图像所蕴含的工件缺陷信息,可结合卷积神经网络(CNN)预测模型,CNN是直接将图像作为输入信息,输出为预测结果,有效避免图像信息提取时产生噪声或者提取信息不完整的情况。在CNN模型的基础上,繁衍出了许多更加高效的算法,Faster R-CNN可实现图像上的目标检测,通过Faster R-CNN理论设计一套表面缺陷检测系统,可有效检测圆柱形金属工件表面缺陷[24-26]。
在神经网络和深度学习迅速发展的背景下,磁光图像传感检测与人工智能结合是要解决的主要技术难点之一。实现智能检测的关键一步是软硬件结合,由于深度学习模型需要大量的运算,要求硬件平台应具备高效可靠的运算能力。目前一些搭载GPU+NPU的硬件系统随之产生,提供强大的运算能力,使得利用深度学习实时在线监测成为了可能。
3 磁光成像技术在无损检测中的应用
3.1 航空航天业
磁光成像传感检测技术较早应用于航空航天业,可实现对飞机蒙皮和铆钉等工件缺陷的检测[27]。利用磁光成像传感检测技术检测飞机工件缺陷的首要工作是采集到工件缺陷的磁光图像并建立缺陷损伤图像库,然后利用图像处理及缺陷分类等算法,为这些图像的特征识别提供定量依据,可以将分类算法植入到数字信号处理器板内,完成部分实时检测的能力[28-30];为了提高对铁磁性材料的探伤能力并减少时间和成本,可以建立仿真模型,寻找最佳磁激励方式、提离度等参数,为调整磁光成像中励磁参数提供了较为可行的参考方法[31-32]。
无损检测在保障航空航天安全方面有着举足轻重的作用,磁光成像检测技术以其轻便、检测范围广等优点,能够胜任飞机中不同缺陷的检测任务。
3.2 焊接缺陷检测
焊接工艺在制造业中有着举足轻重的地位,实现对常见焊接缺陷精准、快速检测是关键。
焊接缺陷磁光图像分类流程如图6所示。
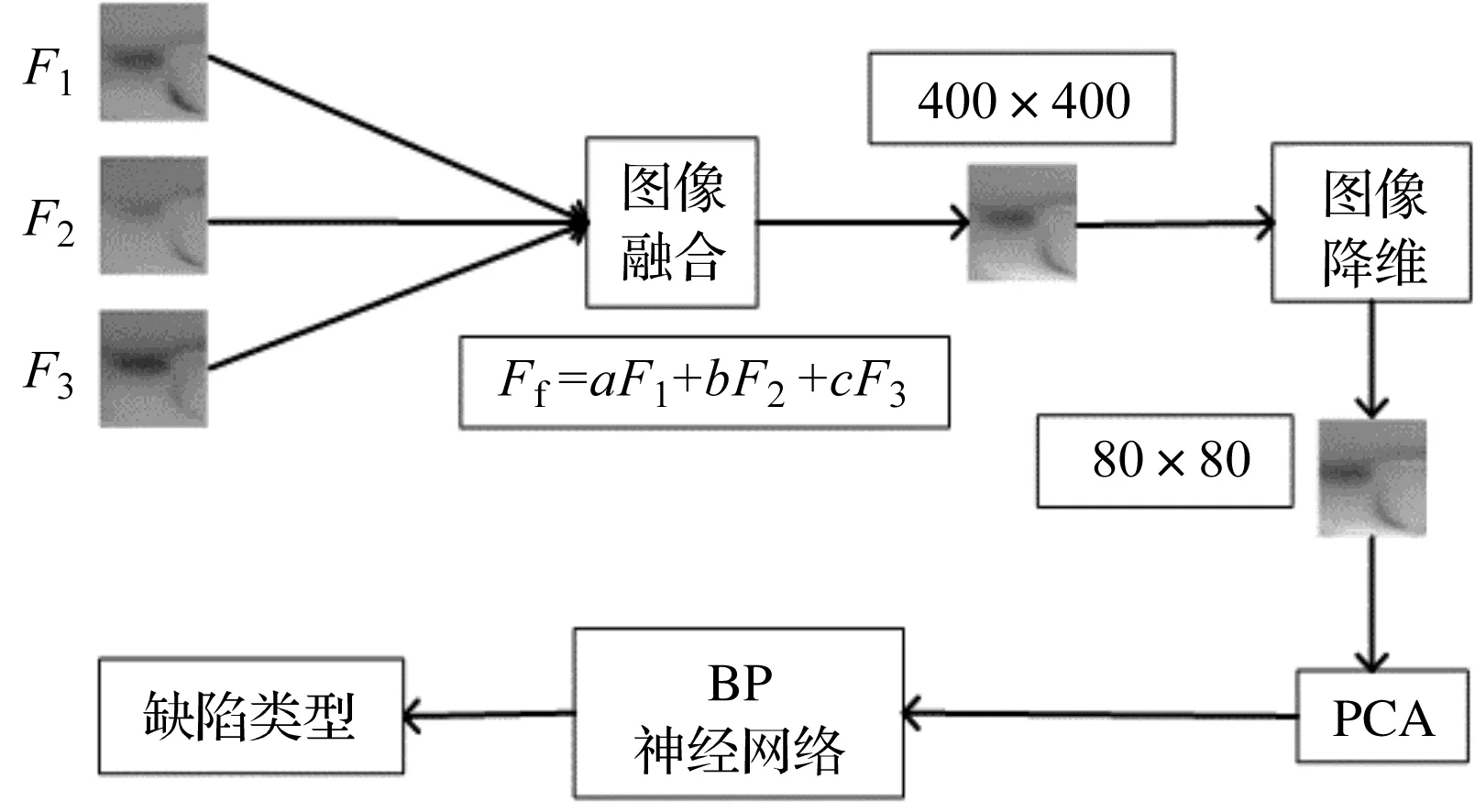
图6 焊接缺陷磁光图像分类流程
在非恒定励磁情况下,每个焊件会采取3张不同场强励磁下的磁光图像,首先对3张磁光图像进行图像融合技术,融合后的图像像素大小为400×400 pixel,通过图像降维提取有用信息,转化为80×80 pixel的图像,然后使用PCA技术提取特征参数,作为BP神经网络的输入层,最后通过反馈网络训练获得焊接缺陷结果[33]。
目前,大部分磁光图像传感检测技术都是在二维平面进行分析检测,然而工件缺陷是一个三维的特征实体,利用磁光图像对缺陷进行三维重构,能够更加清楚地了解缺陷特征。这一技术问题可以从磁光图像以外的维度去考虑研究,比如利用缺陷处场能堆积效应以及磁光图像功率谱、能量谱等,寻找更多与缺陷特征有关的信息进行定性分析。
4 结束语
磁光成像传感无损检测技术可以总结为:利用漏磁场理论及法拉第效应,通过改变励磁方式可实现对不同类型缺陷进行检测,磁光传感器获取包含工件缺陷信息的磁光图像,然后对磁光图像进行不同算法的处理,最后获得被测工件的缺陷信息。
磁光成像检测法的技术难点以及未来发展方向如下:针对不同缺陷寻找最佳励磁方式是首要解决的问题;在二维的磁光图像上构建工件缺陷的三维信息是研究重点和难点;磁光成像传感无损检测技术与人工智能相结合,使得检测系统可以智能地完成识别、定位、轮廓重构等操作,逐步实现机器代替人的目标。
