提高切梗丝合格率改进
2020-08-19李红波万永华
李红波 万永华

摘要:切梗的好坏直接关系到梗丝的质量,也是衡量成品烟丝的一项重要指标。为提高现阶段切梗工序的梗丝合格率,对其进行了原因分析和改进关键词:梗丝 切梗机 刀门间隙
1.立项背景
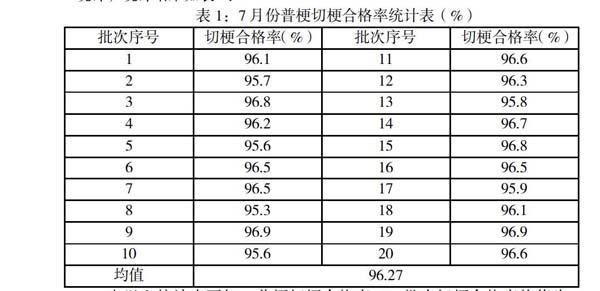
切梗工序是制丝加工梗丝的一道重要工序,切梗的好坏直接关系到梗丝的质量,也是衡量成品烟丝的一项重要指标。為了解现阶段切梗工序的梗丝合格率,对今年7月份生产的20批次普通梗丝的切梗合格率进行了统计,统计结果如表1:
由以上统计表可知,普梗切梗合格率20批次切梗合格率均值为96.27%,还有一定的提升空间。
2.原因分析
2.1梗丝厚薄不均匀
正常生产时,如果刀片不锋利、烟梗水分过小或其它原因造成刀片切出的梗片厚薄不均匀,因为铜排链一直在匀速向刀门输送烟梗,会造成下一把刀片切梗时切得过厚。过厚的梗丝会降低烟丝填充值,产生空烟头;过薄的梗丝经过烘干会增加烟尘和梗丝中的碎末,增加消耗。
2.2梗丝含梗头偏多
刀片不锋利、烟梗到达刀门时有空穴或压不紧等都会产生梗头。梗头不但增加损耗,也会使流化床梗丝水分不容易掌握,出现水分不稳定情况。
2.3针对以上问题进行原因分析,整理成如下树状图,如图1:
由以上树状图可以看出,刀片锋利程度直接影响这切梗厚度与梗头含量,而影响刀片锋利程度的因素又分为刀片硬度和砂轮磨削程度。
3.改进措施
3.1提高刀片硬度
专门购进一台里氏硬度测量仪,对切梗切丝机使用的刀片的硬度进行测量,每新购进一批刀片后,抽检其中10%的刀片,测量其硬度是否达到标。对其不合格的刀片进行更换处理。重新更换后,所检测的刀片硬度都达到要求。很好的控制了刀片的硬度质量,保证了梗丝的生产质量。
3.2控制刀片与下刀门间隙
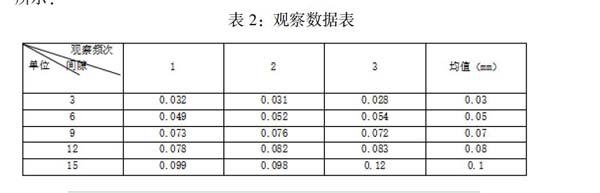
为了控制刀门间隙的调整时间,通过现场观察测量,以每3批次为一个测量单位,每个测量单位分别观察3次,得出以下数据,如表2和图2所示:
可看出,当每生产15批次时,会出现刀门间隙大于0.1mm标准的现象;低于15批次时,刀门间隙在正常范围内。考虑到稳定产品质量,提高生产效率以及降低维修工的劳动强度,决定生产9到12批烟梗调整一次刀门间隙,并且每次调整后作好记录。
4.实施效果
在对策实施完成后,为了验证改进后梗丝合格率,对生产的20批次普通梗丝的切梗合格率进行了统计,统计结果如表3:
由以上统计表可知,切梗合格率20批次切梗合格率均值为98.23%,过程稳定,改进后效果显著,有效的解决了切梗厚度不均与梗头较多的现象,提高了切梗丝合格率,杜绝了质量隐患。
作者简介:
李红波,男,1980年12月生,本科学历,助理工程师。主要在漯河卷烟厂从事设备管理工作。
万永华,男,1975年12月生。硕士学位,副高级工程师。主要在漯河卷烟厂从事设备技术及安全管理工作。
