基于RS232和宏指令的FANUC 0i数控系统信息采集软件的开发
2020-08-16卢锦川钟海雄
卢锦川 钟海雄
摘 要:数控机床在使用的过程中产生了大量的生产过程信息和数据,文章针对FANUC 0i数控系统进行数据采集技术的研究。先对该数控系统上的RS232串行数据接口的信号管脚进行分析,然后研究了该数控系统的特殊宏变量地址,并通过Visual Studio 2010软件开发了基于该数控系统的数据采集系统。数据采集结果表明,本数控系统信息采集软件能够有效的采集到FANUC 0i数控系统运行过程中的数据。
关键词:数控系统;RS232串口;宏指令;Visual Studio 2010;数据采集
中图分类号:TG659 文献标志码:A 文章编号:2095-2945(2020)23-0057-03
Abstract: In the process of using CNC machines, a lot of production process information and data are produced. This paper studies the data acquisition technology for FANUC 0i CNC system. Firstly, the signal pins of RS232 serial data interface on the CNC system is analyzed, then the special macro variable address of the CNC system is studied, and finally, the data acquisition system based on the CNC system is developed by Visual Studio 2010 software. The data collection results show that this software can collect the data of FANUC 0i CNC system more effectively.
Keywords: CNC system; RS232 serial port; macro instruction; Visual Studio 2010; data acquisition
前言
数控机床,作为一个在制造业中扮演着非常重要的角色,是现代生产和加工处理环节的关键。根据生产管理和控制上的需要,要从数控系统上采集尽可能多的数据,如加工的程序,主轴运转状态,机床运转状态,倍率多少,报警状态等等与生产管理相关的信息。
本文针对FANUC 0i数控系统,通过宏指令和RS232串口设计了一个数控系统信息采集软件。
1 RS232接口协议
RS232协议是由美国电子工业协会EIA制定的一种串行物理接口标准,并广泛应用在计算机串行接口外设连接。FANUC 0i数控系统就具有两个RS232串行接口。
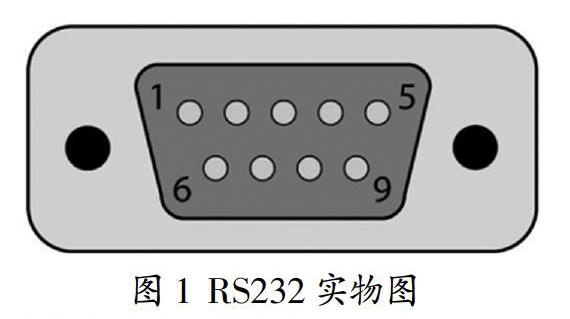
RS232接口的端子定义如图1所示,对应的信号名称如图2所示。
图1 RS232实物图
各个端子的含义如下:(1)DCD(Data Carrier Detect)载波检测。(2)RXD(Received Data)接收数据。(3)TXD
(Transmit Data)发送数据。(4)DTR(Data Terminal Ready)数据终端准备好。(5)SG(Signal Ground)信号地。(6)DSR(Data Set Ready)数据准备好。(7)RTS(Request To Send)请求发送。(8)CTS(Clear To Send)清除发送。(9)RI(Ring Indicator)振铃提示[1]。
2 FANUC宏指令及使用
FANUC 0i数控系统自带有宏指令,可以通过这些宏指令将本系统内的特定变量里的内容从串口输出。在这个系统中,机床的运行状态信息都保存在这些特定变量当中,通过获得这些地址变量里内容的分析,就可以获得机床当前的相关信息。具体的实现方法是在NC程序中加入相应的宏指令,数控系统在运行NC程序时,当运行到特定的宏指令时就会将系统内部的变量发送到串口,在通过串口连接被计算机接收到。在FANUC 0i系统中用宏指令可以采集到的数据主要有:NC程序的程序号、数控系统的日期、当前各个轴的坐标、进给速度等信息。
FANUC 0i系统的宏指令地址共有14个。分別如下:(1)#3000代表报警信息。(2)#3001代表以1毫秒为增量的计时器,计时到65535毫秒时,归零。(3)#3002地址放置的是机床的运行时间。(4)#3011地址存放数控系统的年、月、日的信息。(5)#3012地址存放数控系统运行的时间即小时、分、秒的信息。(6)#3901地址存放数控机床已经加工的工件数。(7)#3902地址存放还要加工的工件数。(8)#4109地址存放主轴的进给速度。(9)#4111地址存放刀具的长度补偿值。(10)#4115地址存放当前运行的NC程序号。(11)#4119地址存放主轴的转速。(12)#4120地址存放当前所使用的刀具号。(13)#5021~#5023地址存放主轴相对于机床坐标系的坐标位置值(分别对应X、Y、Z)。(14)#5041~#5043地址存放主轴相对于工件坐标系的坐标位置值(分别对应X、Y、Z)[2-3]。
在具体使用这些变量地址时,要在NC程序中的相应行输入POPEN、BPRNT/DPRNT和PCLOS宏指令。POPEN表示打开,PCLOS表示关闭,BPRNT/DPRNT表示要获取的信息的宏指令地址、数值标记。
以要获取机床X、Y轴的运行坐标为例,要在数控机床的NC程序中使用宏指令的方式如下:
O0010
POPEN
DPRNT/BPRNT[PARTX#5041[34]]PARTZ#5042[34]
PCLOS
G91X20F3.0S500
Y10
M30
当数控系统运行上面的NC程序时,数控系统会把当前机床的X和Y轴的坐标值送到RS232串口中,通过计算机端的数据采集软件就可以获得这些数值了。
3 计算机端数控机床数据信息采集软件的设计
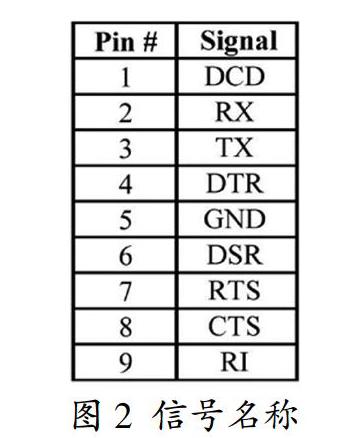
本数控机床数据信息采集软件采用Visual Studio 2010来开发[4-6],其界面如图3所示。
在该软件中,要有com口的选择设置,这里“打开文件”是要选择要下载到数控系统中的NC程序,“接收程序换行”是要把所选的程序进行分行标准化,如果想采集机床的日期,则点击“采集机床日期”按钮,则所选的已经分行标准化的NC中就会加入相应的宏指令及地址。然后,通过点击“发送数据”按钮就可以把NC程序下载到数控系统中,当该NC程序在数控系统中运行时,“当前机床日期”下面的编辑框中就会显示采集到的原始数据,再经过解析,机床日期的数据,就会分别显示在年、月、日旁边的编辑框中。
NC程序分行标准化如图4所示。
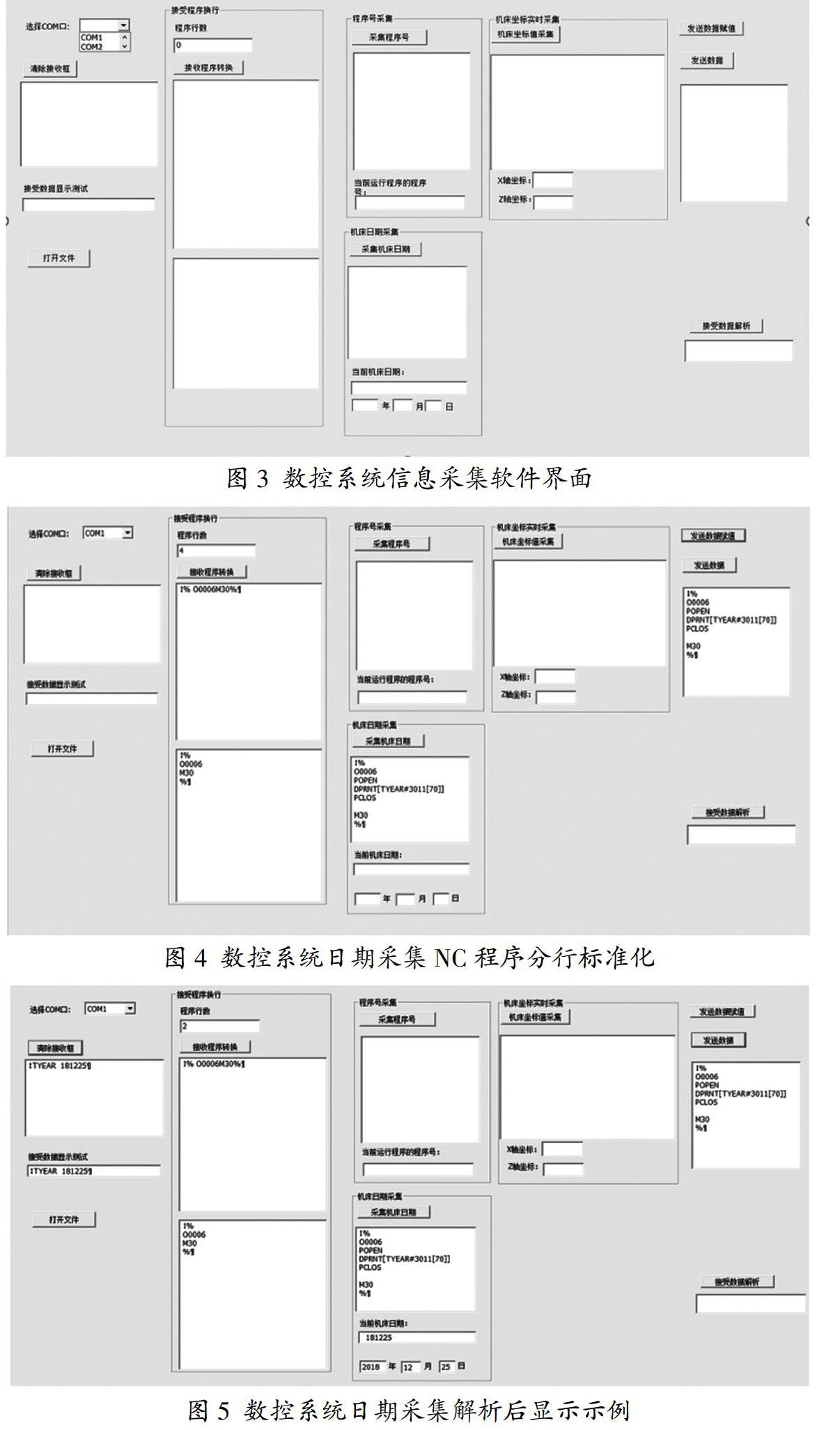
采集到机床的日期并进行解析后,如图5所示。
4 结束语
通过研究FANUC 0i数控系统的宏指令,开发出了具有串口通信功能的数控程序上传和下载功能及数控系统的数据信息采集功能的软件,提供算法实现程序,为随后开发和研制出商业化的数控系统数据采集软件提供了理论基础和先行经验。
参考文献:
[1]王海涛.基于RS232串口的数控机床程序传输及状态监控系统的研究[D].长春理工大学,2012.
[2]吴飞,霍松林.基于串口通信的DNC技术研究[J].武汉理工大学学报(信息与管理工程版),2009,31(06):893-895+929.
[3]李波.基于串口的DNC信息采集系统的研究[D].南京航空航天大学,2007.
[4]董红政,王忠勇,史晓鹏.基于MSComm控件实现串行通信的方法[J].微计算机信息,2007,23(27):145-147.
[5]杨朝晖,胡东明,盛安.基于MSComm控件实现双机的数据通讯[J].科技信息(科学教研),2007(11):70-70.
[6]李治.基于Web的機床信息采集系统的研究与开发[D].大连理工大学,2005.
