具有微小角度零件的加工及检验方法
2020-08-14翟岩姜会林梅贵
翟岩, 姜会林, 梅贵
(1.长春理工大学, 吉林 长春 130022; 2.中国科学院 长春光学精密机械与物理研究所, 吉林 长春 130033)
0 引言
空间遥感对空间分辨率要求的提高使得长焦距、大口径遥感相机占据越来越主要的地位[1]。随着焦距的增加,各光学零件的空间间隔也随之增加。对于同轴光学系统来说,由于其光学元件中心都位于光轴上,仅需要控制各光学元件之间光轴方向的位置[2],因此影响相对较小;而对于离轴三反系统来说,需要同时控制各反射镜镜面位置的6个自由度,使其综合误差需要满足光学设计要求[3]。
离轴三反系统,特别是长焦距而F数较小的光学系统中,为减小系统体积,通常孔径光阑会设置在主镜处,这将导致第3镜的尺寸较主镜尺寸大[4]。为避免反射镜间相互干涉,也为了各反射镜安装空间及工装体积考虑,需要使某两个反射镜之间的间隔进一步增大,甚至第3镜会在主镜背后较远的位置,使得从次镜镜面到第3镜镜面的光程较长。而离轴三反系统中各反射镜的相互位置关系误差并不会由于2个反射镜间光程的增加而降低,由此将导致装调期间反射镜调整垫的精度极高,采用传统加工方法不易实现[5]。
弹性力学表明,物体受压时会产生变形。如果在调整垫各处受力不均匀时,调整垫的各处变形也不均匀。因此在通常情况下,在希望获得调整垫具有微小倾角时,会通过对调整垫两侧紧固螺钉施加不同力矩实现。但由于没有相应的测量和检测手段,最终获得的倾角与设计师期望达到的结果是否一致并不确定,且调整垫上各螺钉受力不均匀,在外界环境变化时,可能出现螺钉断裂或螺纹断裂等事故。但就目前为止,这是处理微小角度所使用的最常用方法,常使用在例如立方镜调整、星敏感器指向等需要高精度角度结果的领域[6]。
随着空间相机的焦距增加,对反射镜面型的要求也随之提高。为避免在应力重新分配时对反射镜面型造成不必要的影响,需要在系统装调时采用可控、可追溯、可重现的技术手段。
1 对具有微小角度零件的需求
在某相机技术设计中,主镜与次镜间隔1 150 mm,次镜与第3镜间隔1 712.5 mm. 光学设计的光路如图1所示。

图1 某相机光学设计图Fig.1 Optical design of a camera
为减小镜头的体积,在次镜与第3镜间设置了一块折叠反射镜,距次镜850 mm.
光学设计对结构设计、加工制造和装配提出的各反射镜表面不规则面型误差及位置误差要求如表1所示。表1中λ为可见光波长,λ=632.8 nm. 由表1可见,各反射镜镜面的空间位置误差要求为:间隔不超过0.3 mm,转角不超过10″.

表1 各反射镜表面不规则面型误差及位置误差要求
通过对镜头的有限元分析,得到反射镜组件安装在机身组件上后,在重力场和温度场(5 ℃温差)共同作用下各反射镜镜面的位置误差及转角误差,如表2所示。
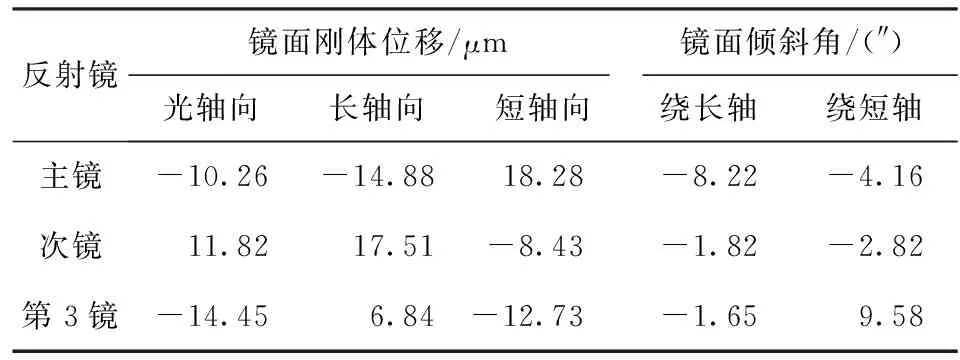
表2 镜头在重力场和温度场共同作用下反射镜镜面的位移和转角
通过表2可以看出,各反射镜镜面的位置误差全部满足光学设计要求,并留有较大余量,在装调过程中可较易实现。但各反射镜镜面的转角误差与光学设计要求的误差接近,其中第3镜镜面的转角误差仅有0.42″的余量,使镜头的总成难度增加。
2 零件尺寸误差分析
由光学系统允差和反射镜在镜头中的变形量可知,第3镜组件的安装转角极限误差不能大于0.42″,预留50%裕量后为0.21″. 对应次镜至第3镜间隔1 712.5 mm,第3镜组件安装面相对光轴的高差δT=1 712.5×tan 0.21″=0.001 744 mm. 由于机械零件的研磨工艺技术限制,第3镜组件在机身上的安装面最高仅能加工到平面度0.001 mm,即第3镜组件3块调整垫的综合高差为(0.001 744±0.001)mm,以下计算分析和设计均针对其中的较小值0.000 744 mm作出。
如图2所示,第3镜是面积为1 630 mm×710 mm的长条形凹面非球面反射镜,采用3点背部支撑形式,第3镜组件的接口为3处120 mm×80 mm的长方形平面,其中一个位于第3镜的上方中间,两个位于第3镜下方,相对第3镜对称轴对称,间隔960 mm.

图2 某相机中的第3镜组件Fig.2 The third mirror assembly in a camera


3 材料与方法选择
根据计算结果,第3镜上部调整垫的厚度及误差均为纳米级,目前市场上能够采购到的长度测量仪最小的可测距离为0.000 2 mm,即200 nm,不能够满足设计需求。
调整垫上需使用的表面,为与机身组件接触的下表面和与反射镜背板接触的上表面,其最终形式均为平面。现有的针对平面或具有一定夹角的平面的加工手段,包含铣削、磨削、研磨和抛光。其中磨削和抛光针对不同元件,又有光学磨削、光学抛光与针对普通金属结构件的磨削和抛光的区分。对于精密零件来说,通常采用先铣削达到误差范围,然后通过磨削或者研磨来保证零件面型误差的方法。应用此种方法,可将零件加工至0.001~0.002 mm的精度范围内。
现阶段加工和检验中,能够得到高精度平面结果的方法是应用在光学零件加工的磨削加工方法和使用干涉仪进行检测的干涉检验法[7]。针对光学零件的加工方式,即光学磨削和光学抛光,可将光学零件的表面面型加工至λ/20,即31.64 nm;采用干涉仪对光学元件面型的检验精度可以达到λ/1 000,即0.632 8 nm. 因此,此零件的加工可采用光学抛光的方法进行,检验手段可使用干涉仪进行干涉检验。
由于零件所需达到的尺寸精度为亚纳米级,采用传统机械加工手段已经不能满足需求,需要采用光学加工手段和检测手段来保证零件的加工和检测[8]。
反射镜组件调整垫材料为钛合金材料。钛合金材料的一些物理学性能给切削加工带来了较大的难度。钛合金切削时变形系数小,使得切屑在前刀面上滑动摩擦路径增大,加速刀具磨损。钛合金导热系数小,切削时产生的热量不易传出,集中在切削刃附近的小范围内。由于钛合金对刀具材料的化学亲和性强,在切削温度高和单位面积上切削力大的情况下,刀具容易产生粘结磨损。切屑呈挤裂状,加工表面易生成硬脆变质层[9-10]。
可见单纯采用光学加工的方法,通过车削、磨削和抛光的手段,都会导致钛合金调整垫自身温度升高、“糊”刀等现象,导致零件精度不能达到设计要求[11]。在抛光阶段由于调整垫温度较高,使得零件本身变形,抛光去量不可控,导致零件报废。
4 加工工装设计
为避免在加工过程中发生加工零件温度升高,表面层在切削力、切削热的作用下,会产生不同程度的塑性变形和金属组织的变化导致其体积改变,使垫圈表面层产生内应力。再次加工后,内应力重新分布,垫圈产生变形[12]。可使用水淋的方法使其降温,并在零件周边设置适于进行磨削加工的硬质材料以保证加工的进给量均匀。设计如图3所示的工装,以保证零件在抛光过程中去量的可监控性。

图3 加工检测工装与调整垫图Fig.3 Inspection tooling and adjustable pad
如图3所示,在工装板上零件的周围设计4个支撑柱,在磨削盘的工作范围外设置第5个支撑柱,5个支撑柱上面各粘接一块平面反射镜。在工装板零件安装的平面粘接第6块反射镜,作为调整垫下表面的标记。
工装材料选用6061铝合金,其下表面通过铣削、研磨手段获得优于0.001 mm的平面度。安装第6块反射镜,调整反射镜,使反射镜的上表面与工装本体的底面平行。5个支撑柱上粘接的反射镜采用碳化硅材料。采用较大的磨削盘,将零件上表面连同5块反射镜一同加工,形成同一平面,检测5块反射镜材料共同形成的面,使其整体面型峰谷值小于λ/10,并与第6块反射镜法线垂直。然后对零件周边的4块反射镜进行加工,并不碰触图3中最右侧的反射镜,使零件周围的4块反射镜共同形成面的法线与磨削盘外侧反射镜的法线成设定的角度。此时可认为,零件上表面的法线与磨削盘外的反射镜法线成既定的角度。最后通过对零件及周边4块反射镜表面进行抛光,并保持加工所得角度,即可得到所需要的零件。
工作过程中,以干涉仪监视各反射镜所成平面的面型。通过获得的干涉条纹计算4个反射镜所成面与初始面的夹角,推算零件高点与低点的高差[13],指导进一步加工的加工量和加工角度。通过4块反射镜所成面与反映零件背面反射镜面之间干涉条纹的差别,计算二者所成角度的数值[14]。
5 加工和检测结果
使用如图3设计的工装对零件进行加工,取得第3镜上部调整垫倾斜面加工结果,干涉仪检验结果如图4所示,其中图4(a)为调整垫安装平面面型检测结果,图4(b)为调整垫安装平面的倾角面面型检测结果,图4(c)为调整垫安装面倾角面型等效结果。

图4 第3镜上部调整垫干涉仪检测结果Fig.4 Test result of adjustable pad on the top of the third mirror
由图4(b)与图4(c)中所知,第3镜上部调整垫的上边缘和下边缘高度差近似为0.100λ,即63.28 nm,处于分析结果中第3镜上部调整垫的上、下边缘厚度差(59±14)nm的范围内,即45~73 nm. 调整垫倾角面表面面型均方根值为0.020λ,即12.656 nm. 通过将加工面的面型检测结果与倾角面面型检测结果合成(见图4(c))可以看出,加工平面的倾角平面过度均匀平滑,无凸点等影响安装精度的加工缺欠。
在安装过程中,3个调整垫周边的4个螺钉均使用力矩扳手以定力矩紧固,镜头实验室检测结果与力学试验、热光学试验后检测结果一致性好,系统完全满足设计要求。
6 结论
本文通过高精度磨削工艺加工制造了上下边缘高度差为63 nm的调整垫,可以满足反射镜组件装配所需的精度。调整垫的检验结果准确可靠,使得整个光学系统能够在重力场和温度场共同作用下,各反射镜的镜面转角满足光学设计要求。得出以下主要结论:
1) 采用有针对性的工装设计,可以将光学加工、光学检验方法应用于具有超高精度需求的结构件加工工艺中。
2) 采用干涉仪对受加工件进行检验,计算加工量,可以指导超高精度机械加工。
采用光学加工手段进行加工和检测的方法处理结构件,取得了很好的加工效果,可以成为其他零件进行超高精度加工、检测的一种可行方法,具有一定的借鉴作用。
