FIDIA数控系统工件零点偏置防错功能开发与应用
2020-08-13昌河飞机工业集团有限责任公司江西景德镇333002
■ 昌河飞机工业(集团)有限责任公司 (江西景德镇 333002) 胡 辉
在零件实际加工过程中,受材料变形、环境温度、设备精度、刀具磨损及加工方法等因素的影响,零件的厚度会出现过厚或过薄的情况,这时需要操作者根据实际加工情况,对该工件的零点在某个方向进行偏置,这样整个加工程序会整体偏移,使得最终加工结果满足设计公差要求,FIDIA数控系统将该功能称之为CQA(原点偏移)。操作者在手动设置CQA过程中,由于疏忽,如果偏置值设置过大,轻则造成工件报废,重则造成设备撞机。为预防该错误发生,本文以FIDIA数控系统为例,介绍了工件零点偏置防错功能开发方法。
1. 工件零点偏置防错功能介绍
操作者在FIDIA数控系统CQA界面中输入偏置值,如图1所示,对于数控系统本身来说,并不具备对该值大小进行判断的功能,这就需要额外进行功能的开发,对该值进行实时监控,一旦该值大于某个设定值,数控系统会自动弹出提示信息,提示操作者对输入值进行检查复核,防止错误的发生。
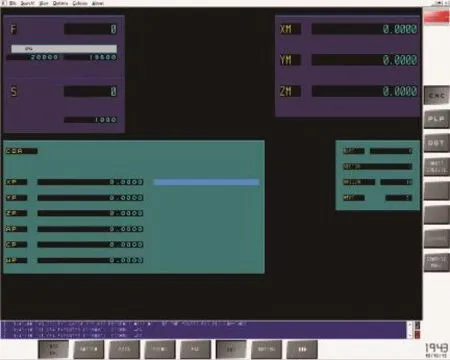
图1 CQA设定界面
2. 工件零点偏置防错功能开发步骤
该功能的开发步骤是利用数控系统自带的PLC循环功能,在PLC主程序中增加一段PLC程序,将CQA系统参数输入值读入PLC某个变量,然后将该输入值与设定值(本文以0.1mm为例,可在PLC程序中根据需要修改)进行比较,如果大于该值,则数控系统自动弹出PLC报警信息。
首先在PLCxxx.DEF文件中,增加一个长实数类型寄存器:.LONG CQAVALUE,一个报警信息号的内存位:.MBIT MPRI001。
在PLCxxx.PLC主程序中,增加以下子程序:
READP “CQA ZP”, CQAVALUE;将CQA在Z轴方向上的偏置值读入到CQA VALUE变量中
IFLT NEG CQA VALUE ;如果CQA VALUE为负值,则将该值取反
CMP 100L,CQA VALUE ;将0.1与CQA VALUE变量值相减
IFGE JUMP PINI_001A ;如果≥0,则跳转到PIN_001A程序;<0,则继续往下执行
ACL MPRI001;读取MPRI001内存位
IFEQ DBMSG 1;如果该位为0,则显示定义的第一条PLC信息
BSET MPRI001;将MPRI001置为1
PEND ;程序结束
PINI_001A: ;程序入口PIN_001A
ACL MPRI001;读取MPRI001内存位
IFEQ PEND ;如果MPRI001为0,则程序结束;为1,则继续往下执行
BCLR MPRI001;如果为1,将MPRI001内存位清为0
PEND ;程序结束PLC001: .ASCIZ
/ATTENTION:CQA VALUE INCORRECT,PLEASE CHECK!/;PLC文本信息ATTENTION:CQA VALUE INCORRECT,PLEASE CHECK!(CQA值不正确,请检查!),提示操作者对设定值进行检查复核,该防错功能生效。

图2 PLC报警提示信息
将修改后的PLC程序重新进行编译,加载到数控系统后进行测试,在CQA界面中,在Z轴方向输入2mm,大于0.1mm,系统界面立即弹出PLC报警信息,如图2所示,FP1_001
3. 结语
以上PLC程序例子仅仅是对CQA在Z轴方向上的输入值进行监控,如果需要对X轴和Y轴方向上的输入值进行监控,只需对程序进行简单修改,将READP“CQA ZP”,CQA VALUE程序中的“CQA ZP”修改为“CQA XP”或“CQA YP”即可。在数控设备实际加工操作过程中,有可能由于疏忽,造成工件加工超差或设备损坏,作为数控设备维护人员,可通过开发完善的数控系统或设备功能,从技术层面预防事故的发生,提高设备的利用率。