光学玻璃钻削时孔口损伤的形成机理及抑制工艺
2020-08-05马利杰刘红文屈海涛王占奎苏建修
马利杰,刘红文,屈海涛,王占奎,苏建修
(河南科技学院 机电学院,河南 新乡 453003)
1 引 言
光学玻璃是一种可通过折射、反射、透过等方式传递光线或通过吸收改变光的强度或光谱分布的无机玻璃态材料,具有稳定的光学性质和高度光学均匀性,被广泛用于制造光学仪器中的透镜、棱镜、反射镜及窗口等关键性元件。随着光学与电子信息科学、新材料科学的不断融合,作为光电子基础材料的光学玻璃在光传输、光储存和光电显示三大领域的应用突飞猛进,已成为光电信息技术发展的基础条件之一[1]。特殊的用途决定了光学玻璃制件大都具有低损伤、超光滑、高精度的基本要求,因此,光学玻璃加工大都属于精密与超精密加工的范畴[2-3]。
当前,机械去除加工仍是光学玻璃制件的重要生产工艺,然而光学玻璃高硬度、高脆性和低断裂韧性的力学特点,严重制约了光学玻璃加工质量的提高,表面崩碎、表面划伤、边缘破损及裂纹扩展已成为光学玻璃加工缺陷的主要表现形式。为此,国内外学者围绕上述难题开展了深入研究。Jia等[4]对光学玻璃进行了金刚石车削试验,深入研究了刀具磨损对加工表面质量的影响规律,发现:当车削路程大于150 m时,切削方式由塑性变为脆性,刀具磨损加剧,表面粗糙度开始迅速增大。Zhou等[5-6]在车床上进行了BK7光学玻璃的变切深金刚石划痕试验,研究了切削液对临界切削深度的影响,试验表明:与无切削液加工相比,选用硼酸溶液作为切削液可以提高临界切削深度。Jiang等[7]对光学玻璃进行了一系列精密磨削试验,通过改进的图像处理算法对加工表面的脆性材料去除分数与亚表面损伤深度的关系进行了实验研究,结果表明,脆性材料去除分数是由不同的加工参数(磨削深度、砂轮转速和工件进给速度)决定的。Yao等[8]根据表面和亚表面裂纹的特征以及平面磨削的运动学特征,建立了表面粗糙度与亚表面损伤深度的关系,研究发现:表面粗糙度与亚表面损伤深度之间的关系受磨粒半尖角和超晶粒挤压量的影响。Yu等[9]对BK7光学玻璃的磨削特性进行了研究,重点分析了加工参数对表面形貌、亚表面损伤和磨削力的影响规律。Li等[10-11]通过差动腐蚀速率法,研究了不同研抛方式、粒径大小对K9光学玻璃的亚表面损伤深度的影响,发现固结磨料研磨可以获得更好的表面质量,并且小尺度磨粒能够减小亚表面损伤深度,提高表面加工质量。林魁等[12]采用亲水性固结磨料抛光垫对K9玻璃进行了一系列单因素的抛光试验,研究了工艺参数对材料去除率及表面粗糙度的影响规律。Pal等[13]对BK7玻璃基板全口径抛光工艺进行了研究,结果表明:磨料浓度对材料去除率和表面粗糙度有着决定性的作用;法向载荷严重影响材料去除率,但对表面粗糙度的影响较小。樊吉龙等[14]研究了工艺参数对研磨表面质量的影响,并对研磨参数进行了优化。Lv等[15]研究了BK7光学玻璃钻削的孔入口缺陷,认为:钻孔过程中,当切削深度超过材料的塑性-脆性转变临界值时,塑性区底部开始出现裂纹成核并向外扩展,当裂纹扩展至工件上表面时形成崩边脱落。
综述分析,当前关于光学玻璃的高质量加工已经有很多研究,在加工工艺方面,关于光学玻璃超精密车削、磨削、抛光的研究比较多,针对其他工艺的研究相对较少。另一方面,当前关于光学玻璃加工的材料去除机理、表面粗糙度、表面及亚表面损伤研究的偏多,而涉及边缘损伤的研究偏少。
内孔是光学器件中的常见形面,钻削仍是光学玻璃中小直径内孔的主要加工方法。光学玻璃内孔钻削时,孔口损伤已成为影响加工质量的决定性因素[16-17]。为此,本文围绕BK7光学玻璃的内孔钻削开展研究,对光学玻璃的孔口损伤特征及其形成机理进行深入分析;在此基础上,研究旋转超声钻削(Rotary Ultrasonic Drilling,RUD)及旋转超声啄式钻削(Rotary Ultrasonic Pecking Drilling,RUPD)两种非传统钻削工艺对孔口损伤的抑制效果。
2 光学玻璃钻削时孔口损伤的基本特征
2.1 试验条件
试验在JT-VL850B高速立式加工中心上进行。工件为90 mm×40 mm×5 mm的BK7光学玻璃板,其物理力学性能详见表1。

表1 BK7光学玻璃的物理力学性能Tab.1 Physical and mechanical properties of BK7 optical glass
如图1为试验刀具,选择电镀金刚石空心磨棒作为刀具,其结构参数为:内径∅2.4 mm,外径∅4 mm,电镀长度5 mm,金刚石磨粒的粒度80#。采用套料钻削的方式加工出所需的内孔,试验中选用10%普通乳化液作为切削液,润滑方式为外冷式。试验结束后,先对工件进行超声清洗,然后使用Leica体视显微镜观察所加工内孔的入口和出口的损伤特征,并测量其损伤尺寸。

图1 试验刀具Fig.1 Test tool
2.2 孔口损伤的特征及评价指标
2.2.1 孔入口损伤
图2为孔入口照片及其损伤示意图,加工参数为主轴转速n=5 000 r/min、进给速度vf=1.5 mm/min。由图2可以看出:光学玻璃钻削时在孔入口边缘的部分区域出现了不同程度的崩碎型损伤,因此局部崩边是入口损伤的主要形式;在崩边形态上,有的呈碎裂状、有的呈半圆形;入口崩边沿孔深方向的尺寸一般较小,但其径向尺寸较大。基于上述特征,为了方便对入口损伤的定量分析,最大入口崩边尺寸Lin_max被选作评价指标,其表达式为:
Lin_max=Max(Lin1,Lin2,…,Lini,…,Linn),
(1)
式中Lini为沿着孔径方向测量的崩边尺寸。

图2 孔入口照片及其损伤示意图
2.2.2 孔出口损伤
图3为孔出口照片及其损伤示意图,与图2为同一孔的出口部位。由图3可以看出:无论是从孔深方向,还是从孔径方向衡量,出口损伤的程度通常都大于入口损伤;出口损伤的形式与入口截然不同,总体上表现为沿着出口边缘四周的整体剥落(图3中灰色阴影),且经常在剥落断面上产生贝壳状条纹;除整体剥落之外,在接近内孔表面的剥落断面上也经常出现不连续崩碎(图3中深黑色区域),这种不连续崩碎的径向尺寸通常都小于整体剥落,但其深度一般较大。综上所述,整体剥落和不连续崩碎相互叠加是孔出口损伤的表现形式,因此本文选取最大出口剥落尺寸ds_max和最大出口崩碎尺寸Lout_max作为出口损伤的评价指标,其中Lout_max的评价方法与Lin_max相同,ds_max的计算公式为:
(2)
式中:Dm为与被加工内孔同心的整体剥落的外接圆直径;D0为内孔直径。

图3 孔出口照片及其损伤示意图Fig.3 Exit of machined hole and its damage schematic diagram
3 孔入口损伤的形成机理
3.1 入口损伤的产生原因
金刚石磨棒套料钻削可以被看作是端面磨粒的垂直切入和圆周磨粒的侧向铣磨两个切削过程的叠加,因此,光学玻璃钻削时孔入口损伤的形成原因和程度大小必定与这两个过程密切相关。下面主要从这两个方面进行分析。
3.1.1 端面磨粒的作用机理
如图4所示,单一端面磨粒的垂直切入过程可以简化成一个锥形刀具的变切深刻划过程。切入过程中,在金刚石磨粒法向分力Fn的作用下,从刻划表面自上而下会产生塑性变形区和脆性裂纹区,其中在脆性裂纹区包含有许多中位裂纹和侧向裂纹[18]。随着钻进过程的继续,当侧向裂纹扩展至工件上表面并相互贯通时,就会产生入口边缘损伤,因此侧向裂纹成核和扩展是造成孔入口崩边的重要原因。侧向裂纹的成核深度Cd和扩展长度Cl可分别表达为[19]:
(3)
(4)
式中:ρ1和ρ2为比例常数;Hv和KIC分别为工件材料的维氏硬度和断裂韧性。对于确定的材料,Hv和KIC均为定值,因此侧向裂纹的成核深度Cd和扩展长度Cl与法向分力Fn具有非线性正比关系。

图4 端面磨粒的刻划切入及亚表层裂纹形成示意图Fig.4 Cut-in of end abrasive and formation of subsurface crack
根据磨削原理,进给速度vf是轴向力Fz的重要影响因素,且随着进给速度vf的提高而增大[20]。因此,式(4)中侧向裂纹的扩展长度Cl可以被描述为:
(5)
式中:Fz为钻削轴向力(这里假设轴向力Fz全部由端面有效磨粒产生,且各磨粒所产生的法向分力相等);m为金刚石磨棒端面的有效磨粒数。
基于上述分析,端面磨粒的刻划切入所导致的亚表层侧向裂纹扩展是导致孔入口损伤的重要原因。从形成机理上分析,图2中的半圆形崩边可能就是侧向裂纹扩展所造成的损伤。
3.1.2 圆周磨粒的作用机理
如图5所示,与端面磨粒的刻划切入不同,由于圆周磨粒的尺寸差异和分布不均匀性,凸起的磨粒会对已加工孔壁产生二次铣磨作用,与此同时也就必然伴随着对孔口的冲击损伤。圆周磨粒对孔入口的冲击损伤程度与主轴转速n、金刚石磨粒的粒度大小及其分布均匀性密切相关,主轴转速越高、粒度越大、颗粒分布越不均匀造成的损伤就越严重。实际上,由于钻入过程中圆周磨粒的材料切除量较小,其造成的损伤也会小些。图2中的碎裂状崩边即为圆周磨粒的冲击作用结果。

图5 圆周磨粒的铣磨和冲击作用示意图Fig.5 Grinding and impact of circular abrasive
3.2 钻削参数对入口损伤的影响规律
图6为钻削参数对孔入口损伤的影响规律。根据图6(a),当主轴速度n取5 000 r/min时,随着进给速度vf的提高,最大入口崩边尺寸Lin_max呈增大趋势。其原因在于:在钻入过程中,进给速度vf提高,能带来法向分力Fn的增加,从而导致侧向裂纹扩展长度Cl和最大入口崩边尺寸Lin_max的增大。如图6(b),当进给速度vf为1 mm/min时,随着主轴速度n的增加,最大入口崩边尺寸Lin_max也呈增大趋势。这个结果与式(5) 好像是矛盾的,因为仅提高主轴转速n,并不会增加磨粒的法向分力Fn,也不应该导致侧向裂纹长度Cl的增加;但注意到,圆周磨粒的冲击损伤会随着主轴转速n的提高而增强,从而带来了最大入口崩边尺寸Lin_max的增加。
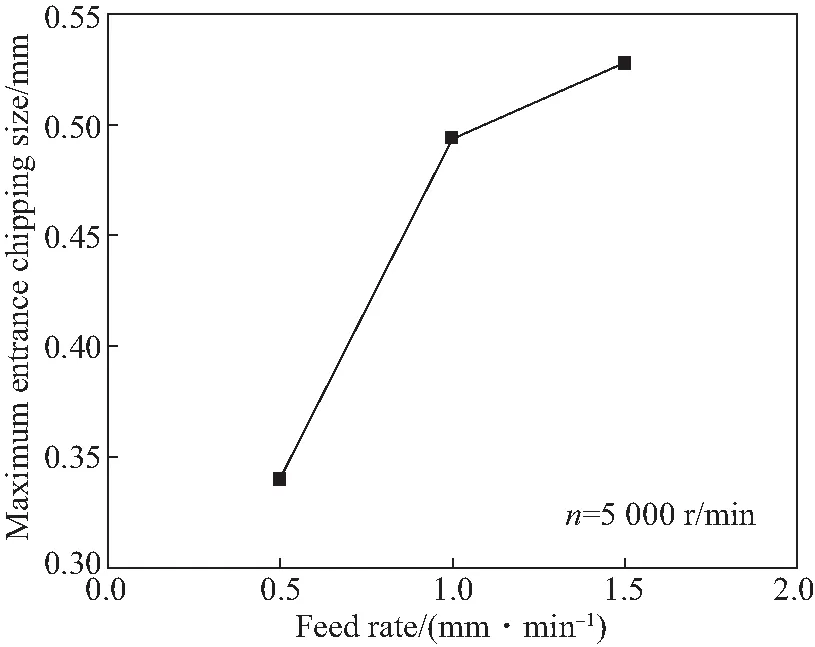
(a)变进给速度(a)Variation of feed rate
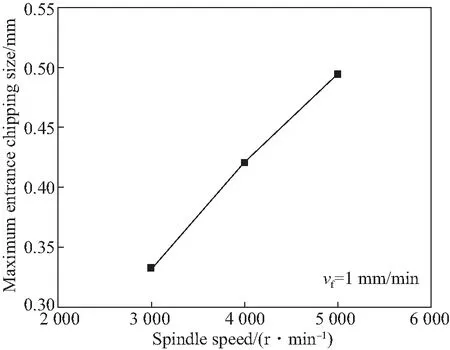
(b)变主轴转速(b)Variation of spindle speed图6 钻削参数对孔入口损伤的影响Fig.6 Influence of drilling parameters on hole entrance damage
4 孔出口损伤的形成机理
4.1 出口损伤的形成过程
光学玻璃钻削时,孔出口的损伤形式与塑性材料截然不同;塑性材料通常表现为孔出口毛刺,而光学玻璃却表现为较大面积的环形剥落。图7为光学玻璃孔出口损伤的形成过程,这是用PHANTOM高速摄像机拍摄的结果,为了便于观察,加工前将工件的孔出口表面涂成蓝色(彩图见期刊电子版)。如图7(a)~7(d),出口损伤的形成共包含了正常钻削、初始裂纹形成、裂纹扩展及整体剥落四个阶段。其具体过程描述如下:金刚石磨棒的端面磨粒在去除材料的同时也伴随着亚表层的裂纹成核和扩展,其中中位裂纹一直向下扩展,并最终穿透孔出口表面形成初始裂纹;随着加工过程的持续进行,初始裂纹逐渐长大,使出口材料的支撑强度逐渐降低;最后,当出口材料的支撑强度小于磨棒的轴向作用力时,沿交叉裂纹的脆弱界面整体剥落。图7(e)为最终去除的连带环形剥落的玻璃芯料。


(c)裂纹扩展(c)Crack extension


(e)玻璃芯料(e)Glass rod
4.2 出口损伤的形成原因
图8为孔出口整体剥落的形成示意图。实际加工中,由于磨棒端面上各磨粒的形状差异,加工表面亚表层的中位裂纹的方向也会有较大的不同,从而会与内孔的圆柱面呈现不同的夹角。孔出口材料的整体剥落尺寸ds与中位裂纹的长度Cm、轴向力Fz以及材料的断裂韧性KIC有关,且它们之间的关系可以通过式(6)进行描述[21]:
(6)
式中:k为指数系数,ρ3表示与磨粒大小、材料特性等相关的系数。根据Lambropoulos的研究[22],中位裂纹的扩展长度Cm可以被表达为:
(7)
式中ρ4表示与磨粒顶角、形状等有关的系数;E为工件材料的弹性模量。把式(5)代入式(7),再代入式(6),可得:
(8)


图8 孔出口整体剥落形成示意图Fig.8 Schematic diagram of layer separation at hole exit
磨棒圆周磨粒对孔出口的损伤机理及其影响规律与孔入口相同,然而由于孔出口材料瞬时剥落时带来出口形状的不规则性会导致圆周磨粒的冲击作用增强。因此,除整体剥落外,孔出口的崩碎现象也会更严重些。
4.3 钻削参数对出口损伤的影响规律
图9为钻削参数对出口损伤的影响规律。根据图9(a),当主轴速度n取5 000 r/min时,最大出口剥落尺寸ds_max随着进给速度vf的提高而增大,而最大出口崩碎尺寸Lout_max却基本不变。这是因为,当转速n保持不变时,轴向力Fz随着进给速度vf的提高而增大,根据式(7)和式(8),增加的轴向力将导致中位裂纹长度Cm和最大出口剥落尺寸ds_max随之增大;然而,由于转速n没有改变,圆周磨粒对孔出口材料的冲击变化不大,最大出口崩碎尺寸Lout_max也基本不发生变化。由图9(b),当进给速度vf取1 mm/min时,最大出口剥落尺寸ds_max随主轴速度n的提高而减小,而最大出口崩碎尺寸Lout_max却随之增大。其原因在于:当进给速度vf不变时,随着转速n的增加,端面各磨粒单位时间内参与切削的次数增加,而每次参与切削的材料去除量将会减小,从而带来轴向力Fz的减小;然而圆周磨粒的冲击作用却随着转速的提高而不断增加,两方面共同作用的结果将带来最大出口剥落尺寸ds_max的减小和最大出口崩碎尺寸Lout_max的增大。

(a)变进给速度(a)Variation of feed rate

(b)变主轴转速(b)Variation of spindle speed图9 钻削参数对出口损伤的影响Fig.9 Influence of drilling parameters on exit damage
5 不同钻削工艺对孔口损伤的抑制效果
5.1 旋转超声钻削的抑制效果
5.1.1 旋转超声钻削提高内孔质量的原因
旋转超声钻削(RUD)是隈部教授于20世纪60年代提出来的一种加工新技术,其基本原理是:在普通钻削(Common Drilling, CD)的基础上,通过给刀具或工件施加可控的超声振动,起到改变切削机理、改善切削工况的作用,从而实现改善加工质量、提高加工精度、延长刀具寿命的目的[23]。近年来,国内外数名学者对光学玻璃、陶瓷等硬脆材料的旋转超声钻削开展了研究,并在改善内孔表面质量、抑制孔口缺陷、提高加工精度方面取得了较好的效果[24-28]。他们认为:外加超声振动之所以能够提高钻削质量,其原因主要在于:(1) 超声振动能够变连续性钻削过程为断续切削,从而使切削液更容易进入切削区,更好地发挥其性能[27];(2) 超声振动改变了刀齿或磨粒的运动轨迹,改善了刀具的切削性能、促进了切屑的排出[24-25];(3) 外加超声振动能够提高刀具的刚性、改善钻削稳定性[26];(4) 超声振动改变了被加工材料的断裂失效特性,从而改变了材料的去除机理[28]。
5.1.2 试验验证及结果分析
本试验通过专用刀柄给刀具施加可控的轴向振动,实现旋转超声钻削加工。图10为试验用超声振动刀柄,其振动频率fvib为50 KHz,振幅A可以通过控制刀柄的输入功率在2~10 μm内调整。当输入功率为零时,刀具不发生振动,此时即为普通钻削的情况。

图10 试验用超声振动刀柄Fig.10 Ultrasonic vibration tool handle
图11为CD和RUD的孔口损伤对比,两者采用相同的主轴转速n和进给量vf。从图11(a)可以看出:RUD的最大入口崩边尺寸Lin_max显著小于CD,尤其是在CD中经常出现的较大尺寸的半圆形崩边基本消失,整体上表现为围绕孔入口边缘的碎裂状崩边。这表明:超声振动有利于改善端面磨粒的垂直切入状态,变连续切入为脉冲切入,避免了由于端面磨粒连续挤压而导致的裂纹持续扩展,从而减小了侧向裂纹的扩展长度和入口崩边尺寸。根据图11(b),RUD的最大出口剥落尺寸ds_max也明显小于CD,这表明:RUD中刀具的高频低幅振动能使中位裂纹沿着更加集聚的方向扩展,从而起到了抑制出口损伤的效果。究其内在原因,可能与光学玻璃受到冲击后产生的失效波有关[29]。
此外,由于圆周磨粒的轴向往复抛磨,RUD相对于CD的出口崩碎现象也越来越不明显,因此下文中仅以最大出口剥落尺寸ds_max对出口损伤进行评价。

(a)孔入口(a)Hole entrance

(b)孔出口(b)Hole exit图11 CD和RUD的孔口损伤对比

图12 不同超声振幅下的孔口损伤Fig.12 Hole edge damage with different ultrasonic amplitudes
图12为不同超声振幅下的孔口损伤,由图可知,试验条件下,RUD对于入口和出口损伤都具有较好的抑制效果,其最大入口崩边尺寸Lin_max和最大出口剥落尺寸ds_max分别下降为CD的15%~50%和45%~65%,且较小的振幅具有更好的效果。
5.2 旋转超声啄式钻削的抑制效果
啄钻工艺(Peck Drilling, PD)是难加工材料和深小孔钻削时经常用到的加工方法,对于改善切削液作用效果、促进断屑排屑具有重要的作用[30-31]。由于金刚石磨棒的特殊结构以及外冷式润滑方式的制约,即使在RUD情况下,也经常会出现排屑不畅,脱落的金刚石磨粒和磨屑划伤孔壁的现象。为此,把RUD和PD结合起来,初步尝试旋转超声啄式钻削(Rotatory Ultrasonic Pecking Drilling, RUPD)对孔口损伤的抑制效果。试验中选用的啄钻下刀量Q为0.5 mm,也即加工过程中每钻进0.5 mm的深度,金刚石磨棒就要退出孔外,短暂停留后再次进行钻削,如此反复直至钻透工件为止。除此之外,其他钻削参数与图11完全相同。

图13 不同钻削工艺下的孔出口损伤对比Fig.13 Comparison of hole exit damage with different drilling technologies
图13为不同钻削工艺下的孔出口损伤对比,由图可知,与CD相比,RUD和RUPD对于抑制孔入口和出口损伤都具有较好的效果,且RUPD比RUD更有利于减小出口损伤,其最大出口剥落尺寸ds_max约为RUD的1/3、CD的1/6;然而RUPD的最大入口崩边尺寸Lin_max却大于RUD,这可能与磨棒多次退出孔外,进而对孔入口的多次切削有关。
由于光学玻璃钻削时孔出口损伤一般都大于入口损伤,所以,总体上讲,RUPD能够获得比RUD更好的孔口损伤抑制效果。其原因在于:RUPD除具有RUD的工艺特征之外,啄钻工艺能够进一步提升切削液的冷却和清洗效果,加速玻璃碎屑和脱落磨粒排出孔外,从而减小了它们所带来的负面影响。
6 结 论
孔口损伤是光学玻璃钻削的常见缺陷形式,由于被加工孔入口和出口材料的受力状态不同,入口和出口具有不同的损伤形式。“局部崩边”是入口损伤的主要形式,“整体剥落”和“不连续崩碎”相互叠加是出口损伤的表现形式。
金刚石磨棒端面磨粒垂直切入所导致的亚表层侧向裂纹扩展是造成入口损伤的重要原因,中位裂纹扩展和轴向压溃是出口损伤的主要成因。此外,由于磨棒圆周磨粒的大小差异和分布不均匀性所带来的铣磨冲击作用是造成孔口损伤的另一个原因。进给速度和主轴转速的增加都能导致入口崩边尺寸的增大;但主轴转速的提高却能减小出口剥落尺寸的大小。
由于超声振动能够减小侧向裂纹的扩展长度,并集聚中位裂纹的扩展方向,RUD可以使被加工孔的最大入口崩边尺寸Lin_max和最大出口剥落尺寸ds_max下降到CD的15%~50%和45%~65%,且较小的振幅具有更好的效果。RUPD除具有RUD的工艺特征之外,啄钻工艺能够加速磨屑和脱落磨粒排出孔外,从而获得更小的出口损伤,其最大出口剥落尺寸ds_max约为CD的1/6,RUD的1/3。
抑制和减小孔口损伤是光学玻璃钻削的基本技术要求,它对于减少后续研抛工作量,提高光学制件的生产率具有重要的实践意义。本文仅对RUD和RUPD工艺的孔口损伤抑制效果进行了初步探索,后续的研究将集中在RUD,RUPD及其他先进工艺抑制孔口损伤的机理、工艺参数优化等方面。
