轻质复合材料夹芯结构设计及力学性能最新进展
2020-07-28杜昀桐吴倩倩徐学军韦兴宇陈宗兵
熊 健,杜昀桐,杨 雯,吴倩倩,徐学军,姚 东,韦兴宇,陈宗兵
(1.哈尔滨工业大学航天学院复合材料与结构研究所,哈尔滨150080; 2. 中国航天科技集团有限公司西安航天动力研究所液体火箭发动机技术重点实验室,西安710100;3.中国航天科技集团有限公司第四研究院第四十一研究所燃烧、流动与热结构重点实验室,西安 710025)
0 引 言
先进复合材料具有轻质高强等优势,在对轻量化需求较高的众多领域中发挥着重要作用;从占据的市场份额来看,复合材料的应用主要集中在航空航天、交通运输、建筑和运动器材等领域[1]。在航空航天领域,复合材料已经大量应用在直升飞机、战机、民航客机、火箭、卫星、导弹等关键结构部件[2-6],以空客A380和波音787飞机为例,复合材料用量已经分别超过了25%和50%[7]。
夹芯结构由上下厚度小、刚度大的面板和中间厚度大、重量轻的多孔芯子构成。面板能够承受弯曲载荷,芯子可支撑面板以及传递载荷。结合面板-芯子的刚度分配以及芯子结构的优化,相对实体板结构,夹芯结构是一种材料分布较为合理的轻量化结构。近年来,碳纤维复合材料与夹芯结构相结合为轻量化设计及应用打开了新的思路,全复合材料夹芯结构成为研究热点,新的结构形式以及新的制备工艺层出不穷[8-11]。但仍然存在限制复合材料夹芯结构大规模应用的问题:1) 夹芯结构固有的面芯粘接强度低;2) 低相对密度下芯子的力学性能有待进一步提高;3) 批量化制备需要进一步发展,制备成本亟需降低[11]。
本文立足于团队近几年有关夹芯结构的最新研究进展,分别概述了点阵夹芯结构、褶皱夹芯结构和蜂窝夹芯结构在提高面芯粘接强度、增强芯子在低相对密度时的力学性能以及制备工艺批量化及低成本化方面的工作。
1 点阵夹芯结构
1.1 复合材料面芯增强点阵夹芯结构
近年来,聚合物泡沫、泡沫铝、芳纶纸蜂窝、铝蜂窝等夹芯结构已在航空航天、车辆、建筑等领域中得到了广泛应用[12-14]。然而,随着科技的进步,人们在航空航天器、车辆、舰船、建筑等领域对轻量化结构的需求也越来越迫切。发展以先进复合材料为母体的轻质点阵夹芯结构是实现结构超轻量化、结构功能一体化以增加有效载荷的基础和关键,对复合材料点阵夹芯结构力学性能开展相关研究具有重要意义[15]。
点阵夹芯结构的母体材料主要包含金属材料和复合材料两大类。相比于钢、铝等金属材料,碳纤维复合材料点阵夹芯结构具有高比强度、高比模量、可设计性强,同时还兼具抗疲劳、抗冲击、抗腐蚀、减震、低热膨胀等显著优势,能较好地满足航天器结构轻量化、承载及多功能等需求,在航空航天领域具有广阔的应用前景。为了系统评价复合材料点阵夹芯结构,科研工作者设计制备了多种构型的复合材料点阵夹芯结构,并对其力学性能进行了大量研究,不仅包括压缩[16-17]、剪切[18-19]、弯曲[20-22]、冲击[23-24]和振动[25-26]等力学性能,还包括点阵结构的热学性能[27-29]、声学性能[30-32]以及混杂点阵结构的多功能性能[33]。对于国内外现有的碳纤维复合材料点阵夹芯结构而言,面芯界面的结合强度普遍较低,极易出现面芯间界面剥离现象,面芯界面脱粘失效同材料/结构的匹配与否以及制造成型等因素密切相关,面芯性能偏弱是制约复合材料点阵夹芯结构广泛应用的主要原因,亟需采用有效方法来解决这个瓶颈问题。
Li等[34]提出了一种可以提高面芯粘接强度的点阵夹芯结构设计方法,将其称之为节点增强型复合材料金字塔点阵夹芯结构,对应的设计流程如图1所示。通过面芯间的铝合金加强框,增大芯子与面板间的粘接面积,进而提升面芯粘接强度。复合材料点阵夹芯结构的剪切性能和单胞之间协同变形的能力,均可通过铝合金加强框得到有效提升。此外,复合材料面板和加强框的组合类似于加强筋,可以提高面板和整体结构的承载能力。
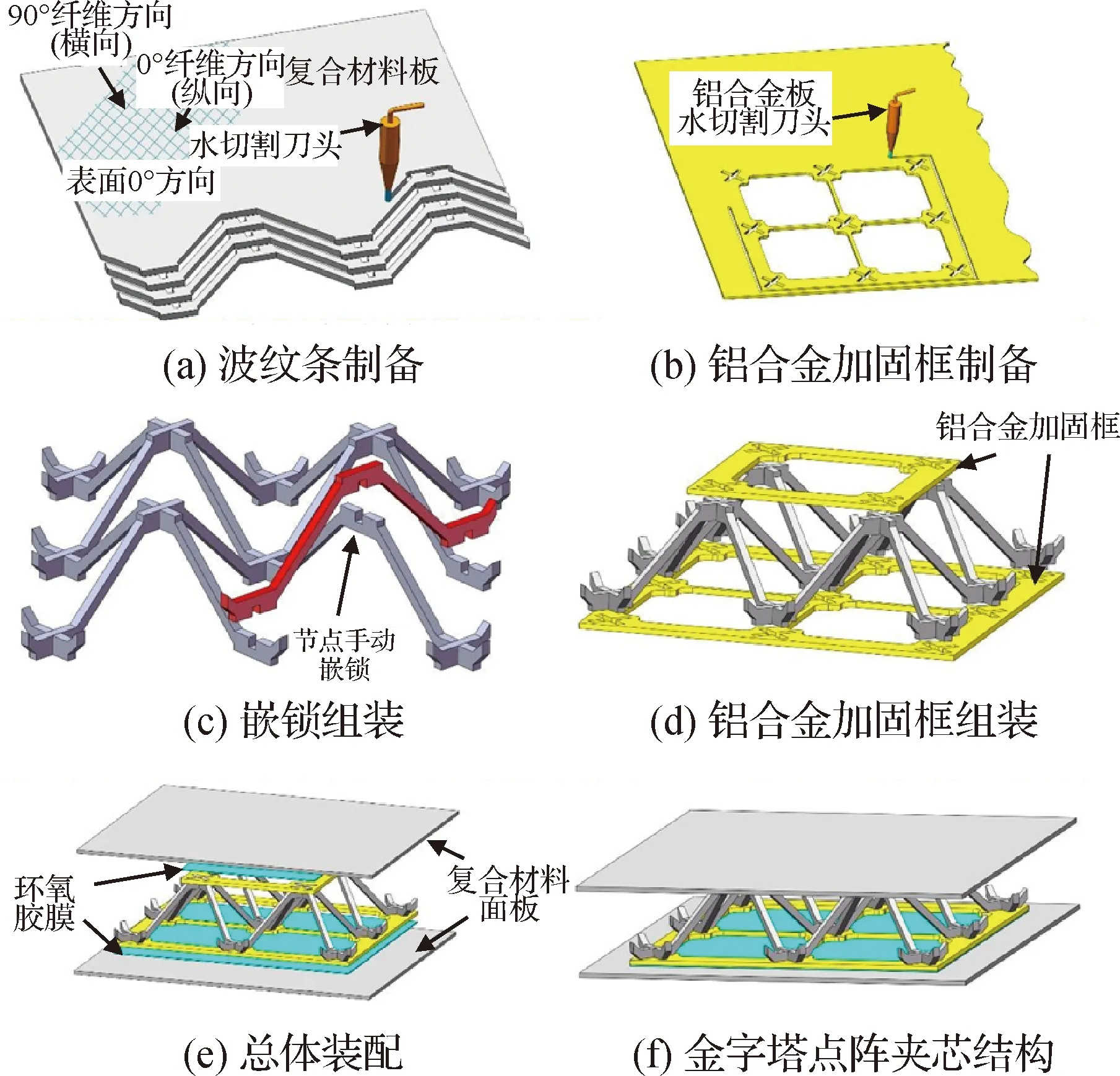
图1 节点增强型点阵结构的设计流程图[34]Fig.1 Design of enhanced lattice structure[34]
Li等[34]通过材料力学理论设计了对应四种不同失效模式的剪切试件,剪切实验得到的失效模式与理论模型预测较为一致。相较于未加铝合金加强框的剪切试件,使用铝合金加强框进行节点增强后,点阵夹芯结构的面芯粘接能力大幅提高,剪切失效模式也从面芯脱粘转变为芯子杆件压溃。
然而,采用切割复合材料层合板制备点阵芯子杆件的方法仍然存在一定的局限性,当金字塔点阵结构受外界载荷作用时,芯子杆件中只有一半纤维沿杆件方向铺设,未能充分挖掘杆件中的纤维增强潜力。针对这一问题,文献[35-36]提出了整体加固的单向纤维增强复合材料点阵夹芯结构制备方法,该工艺的芯子杆件中的纤维方向均是沿杆件受力方向,且杆件中纤维是连续的,可充分发挥纤维的承载作用,进而提高结构的承载能力。铝合金加强框对芯子杆件节点处进行增强,可以有效提高面芯间粘接强度。剪切实验结果表明,面芯增强措施有效阻止了面芯脱粘失效,使得剪切失效模式由面芯脱粘逐步向芯子杆件劈裂失效转变。
整体加固单向纤维增强复合材料金字塔点阵结构与采用一次成型工艺、二次成型工艺、激光切割工艺制备的复合材料金字塔点阵结构相比(见表1),其比剪切刚度和比剪切强度明显偏高。结果表明,上下金属连接片的引入增加了面芯间粘接面积,从而提高了结构面芯间的粘接强度与结构的剪切强度。
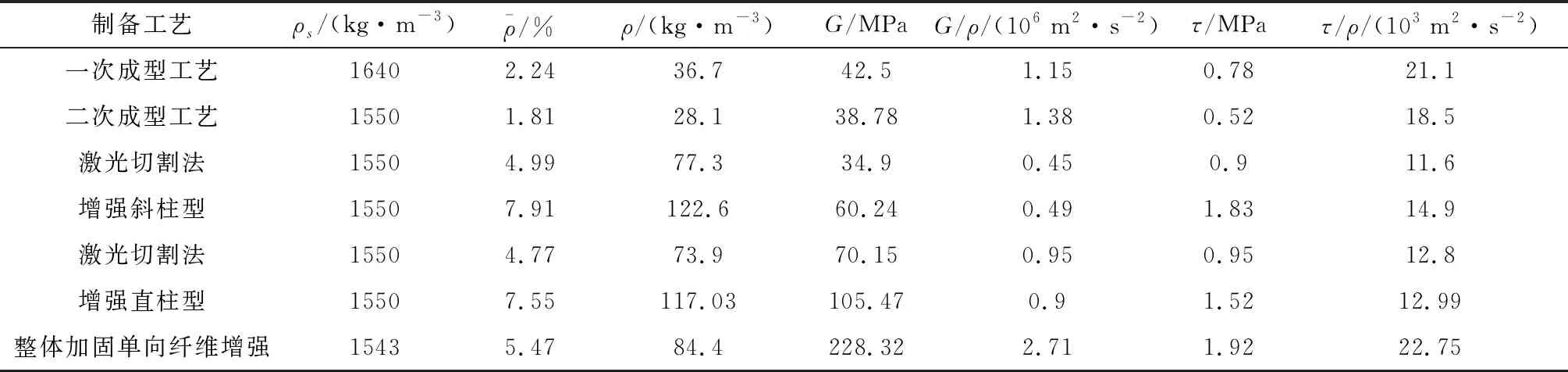
表1 不同制备工艺下复合材料点阵结构的剪切力学性能对比[35, 37-39]Table 1 Comparison of shear mechanical properties of composite lattice structures with different fabrication methods[35, 37-39]
1.2 多级点阵夹芯结构
点阵夹芯结构承受面外压缩载荷作用时,其芯子是主要受力部件,杆件屈曲和杆件压溃失效是对应的两种主要失效模式。点阵芯子杆件发生压溃失效时可以充分发挥材料的力学性能,但是相对密度较低时,芯子杆件通常发生屈曲失效,未能充分发挥杆件的承载潜力。图2给出了夹芯结构面外压缩强度随着芯子相对密度的变化关系[40-41]。其中,杆件屈曲对应结构面外压缩强度与其相对密度的指数幂成正比,该幂指数与结构拓扑构型有关[42-43]。图2表明,杆件屈曲失效的出现要先于杆件压溃失效,导致在低相对密度下的结构抗压强度很低,这使得超轻点阵结构即使在芯子发生压溃失效之前也极易出现破坏。可见,杆件屈曲致使结构强度大幅下降的弱点必须克服,从而设计出性能优异的超轻结构。理想的超轻夹芯结构在面外压缩载荷作用下仅发生杆件压溃失效,且对应夹芯结构的抗压强度与单胞的相对密度呈线性关系。Wu等[40]提出将无量纲参数作为超轻结构的评价指标,其定义为结构芯子从杆件屈曲失效向杆件压溃失效转变的临界相对密度。通过超轻因子指导夹芯结构设计,进而实现对结构面外压缩力学性能的调控。超轻因子的减小意味着夹芯结构质量降低的同时,杆件屈曲失效发生的可能性也随之减小。
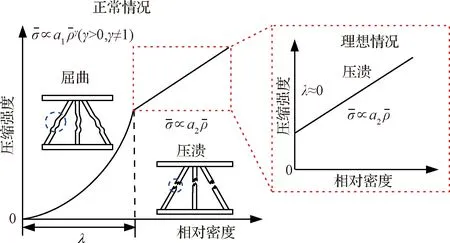
图2 理想超轻夹芯结构平压强度与相对密度之间的关系[40]Fig.2 The relationship between the compressive strength and relative density of the ideal ultralight sandwich structure[40]
多级夹芯结构的面外压缩性能显著优于一级夹芯结构,文献[40,44-46]针对波纹板-金字塔和金字塔-金字塔多级点阵结构的面外压缩性能进行了系统研究。两种多级点阵夹芯结构的单胞几何尺寸设计如图3所示。在小变形的前提下,根据位移协调条件和力的平衡方程对结构单胞受力分析,得到了预报波纹板-金字塔和金字塔-金字塔多级点阵结构多种失效模式的解析表达式,如表2所示。

表2 不同失效模式下波纹板-金字塔与金字塔-金字塔多级结构的等效面外压缩强度[40-44]Table 2 Equivalent compression strength of corrugated-pyramid and pyramid-pyramid hierarchical truss under different failure modes[40-44]
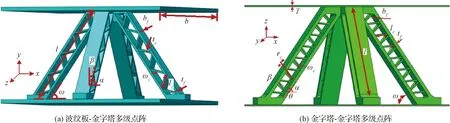
图3 多级点阵的单胞及几何尺寸示意图[40,44]Fig.3 The unit cell and geometric dimension of corrugated-pyramidal[40,44]
为揭示失效模式和结构几何尺寸间的内在联系,依照波纹板-金字塔多级点阵结构抗压强度理论预报公式,绘制出失效机制图。当二级波纹板单胞数目n1小于18时,主要的失效模式有二级面板起皱、二级面板压溃和二级波纹芯子屈曲,这些失效模式与二级波纹芯子单胞数目无关。但当n1大于18时,一级点阵芯子的长度变长导致屈曲强度降低,失效机制出现一级结构芯子屈曲失效。
文献[40,46]将归一化几何参数rc/lc,lc/lf和tc/lc作为三维失效机制图的三个坐标轴绘制出了金字塔-金字塔点阵结构的三维失效机制图,其优势在于,能够同时给出各视角的二维失效机制图。当参数tf/lc由0.01增至0.03时,二级和一级金字塔芯子分别对应的欧拉屈曲失效面积增加,相应的二级面板起皱失效的面积减小。当参数tf/lc增加至0.04时,二级面板起皱失效模式消失,随之二级面板压溃失效模式出现。当参数tf/lc增至0.1时,失效机制图中几种失效模式的面积基本保持不变。在二级尺度上,面板的起皱和压溃失效被看作是两种主要失效模式。仅在归一化参数rc/lc很小时,才出现二级芯杆的屈曲失效。一级芯杆的屈曲失效同样也只有在lc/l很小时才会出现。
图4给出了波纹板-金字塔、金字塔-金字塔多级结构的等效压缩强度随着单胞相对密度的变化曲线,同时也给出了具有等截面(矩形、圆形和三角形)泡沫夹芯金字塔多级结构的压缩性能。可以发现,金字塔-金字塔多级单胞的抗屈曲能力明显优于等截面多级结构。此外,在同一相对密度下,金字塔多级结构具有更优异的等效抗压强度,这是因为其内部复杂的层级结构可以更有效地在材料节点处分配外载。在超低密度下,金字塔-金字塔和波纹板-金字塔多级结构对应杆件屈曲与杆件压溃失效的临界点分别是0.00183和0.00443。相比波纹板-金字塔多级结构,金字塔-金字塔多级结构显示出更显著的抗屈曲能力,因为金字塔多级芯子的质量比具有相似承载能力的波纹板-金字塔多级芯子更轻。
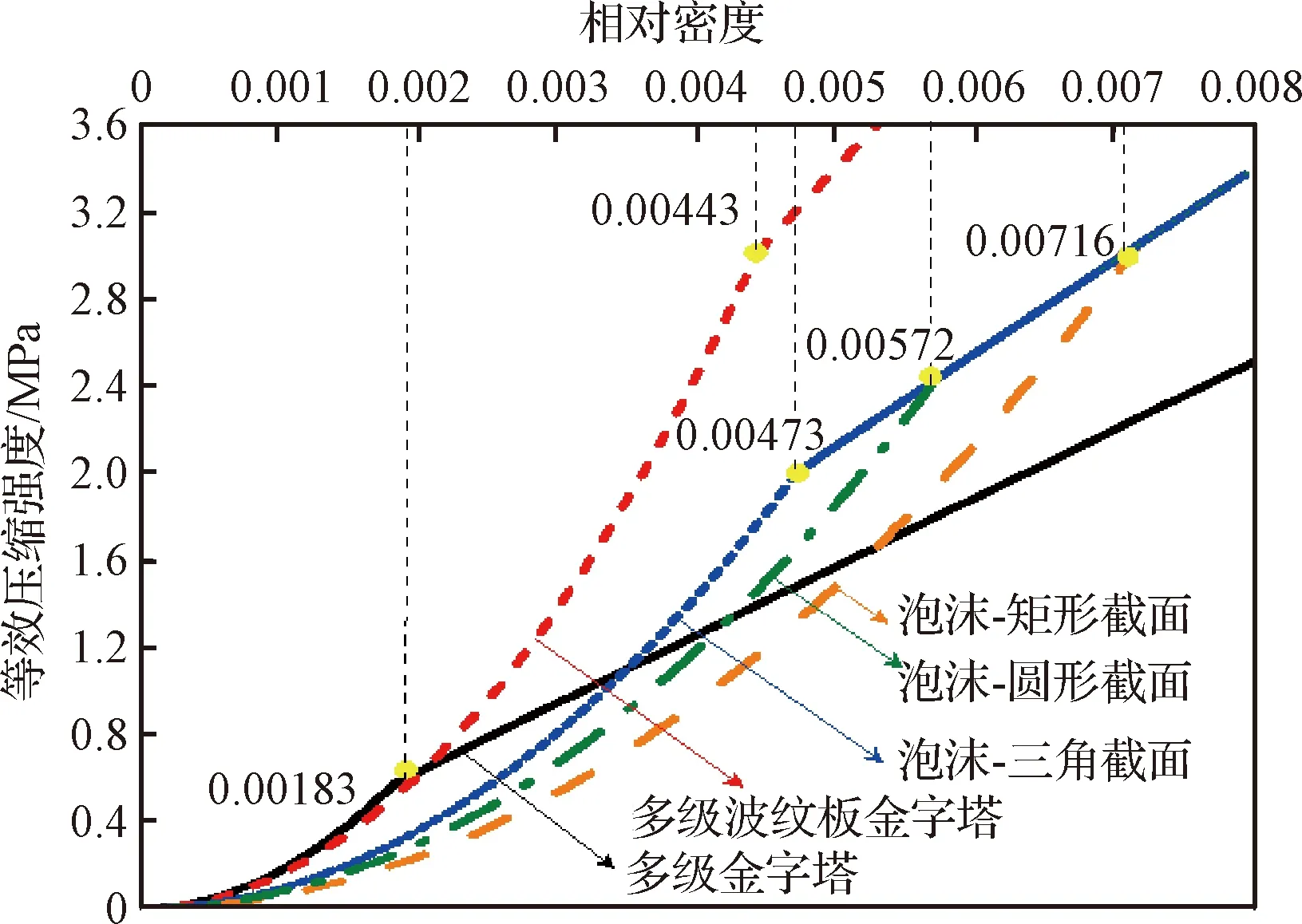
图4 不同构型多级点阵结构等效面外压缩强度比较[40]Fig.4 Comparison of equivalent compressive strength of hierarchical truss lattice sandwich structures with various configuration[40]
1.3 新型金属点阵结构的设计、低成本制备及力学性能研究
传统金属材料虽然在重量和力学性能方面不如碳纤维增强复合材料,但由于其制备工艺成本低和力学性能较稳定等优点,使其在工程中仍然占据较大比重。针对以金字塔拓扑构型为代表的点阵结构,克服其在低相对密度下容易发生芯子屈曲的问题至关重要。点阵结构强度既与拓扑构型、母材性能有关,又与制备工艺直接相关,优异的制备工艺不仅能降低成本、提高制备效率,还能减少制备缺陷、提高结构强度[47-48]。点阵芯子拓扑构型增强设计方法可以分为两类:一是通过改变点阵芯子拓扑构型,进而提升点阵结构的力学性能;二是基于现有芯子拓扑构型,用空管代替实心杆件,通过提高杆件截面惯性矩提高杆件抗屈曲能力,增强点阵结构芯子的力学性能[46]。下面针对这两种点阵结构增强方法进行综述。
1.3.1新型沙漏金属点阵结构设计的强化机理及力学性能
针对目前金字塔点阵结构杆件易屈曲和面板易局部皱曲问题,文献[47-48]提出了杆件拆分-缩并的点阵芯子拓扑构型设计方法,设计了单层沙漏和多层沙漏点阵结构,通过增加杆件细长比使得杆件抗屈曲能力提升、节点间距缩小进而达到提升面板抗局部皱曲能力的目的。
针对单层沙漏点阵结构和多层沙漏点阵结构的制备,Feng等[48]已经探索出电火花线切割-嵌锁组装-真空钎焊的全套制备工艺,成功制备了单层沙漏点阵夹芯结构和多层沙漏点阵夹芯结构,研究表明,此套制备工艺流程简单、制备缺陷少、有工业批量化生产的潜力。
在面外压缩、面内剪切、三点弯曲和面内压缩载荷下,文献[47-48]对单层不锈钢沙漏点阵结构开展系统的理论预报、制备工艺、力学性能表征与评价等方面的研究工作,揭示其失效机理与强化机制。研究结果表明:与金字塔点阵结构相比,相同相对密度条件下,沙漏点阵结构减小了杆件细长比和缩短了芯子节点间距,从而提高了杆件抗屈曲能力和面板的抗局部皱曲能力,使沙漏点阵结构在面外压缩、面内剪切、面内压缩和三点弯曲载荷下的强度均明显优于金字塔点阵结构。Yang等[49]解决了铝合金薄面板点阵夹芯结构制备的瓶颈问题,提出了一种拓扑强化和材料强化相结合的方法制备铝合金点阵夹芯结构。焊后沙漏型点阵结构达到峰值强度后还可以维持很长一段应变,因此适合于对结构力学性能稳定性要求较高的领域;强化沙漏型点阵结构达到峰值载荷后随载荷增加结构强度呈“断崖式”下降,故其适用于对结构强度要求较高的领域。
1.3.2节点组装空心管点阵结构制备及力学性能
与实心杆相比,空心管具有更高的截面惯性矩,在杆件发生屈曲条件下,由空心管组成的点阵夹芯结构比实心杆组成的点阵夹芯结构具有更优异的弹性强度。在保证芯子尺寸、芯子杆件长细比一定的情况下,通过调节空心管的内外径尺寸可以获得不同相对密度的点阵夹芯结构。Hu等[50]提出了结点嵌锁法,成功制备出了具有单层面板和中空桁架芯子的全金属夹芯结构。通过实验和理论手段研究了当前中空金字塔点阵的平压和剪切行为,并对其比强度及比吸能特性进行了评估。研究发现:无论是压缩还是剪切加载,这种结点嵌锁的金字塔型空管点阵夹芯结构的比强度和比吸能都显著优于其他典型周期拓扑结构。尤其在低相对密度区,这种优势更为明显。
2 复合材料褶皱夹芯结构
褶皱结构由折纸结构演化而来,人们最初将著名的Miura-ori结构作为褶皱夹芯结构的芯子即V型褶皱[51-54];由于其贯穿的胞元更有利于凝结水汽的排出,从而被认为有潜力成为蜂窝结构的替代品[55]。Du等[56]在V型褶皱的基础上,提出了一种转化规则,将其转化成了曲面折纸褶皱结构,使之更适合于长纤维增强复合材料制备,并大大提高了褶皱芯子面外压缩抗屈曲性能。
2.1 曲面折纸褶皱夹芯结构设计
图5给出了从V型褶皱到曲面折纸皱褶的变换过程:采用圆弧棱线代替V型褶皱的直棱线,图5(e)和图5(f)分别为V型褶皱和曲面折纸褶皱棱线的俯视图;点D和点E分别为棱线AB和BC的中点,通过点D、点B和点E可以唯一确定一段圆弧DE,圆弧DA和圆弧EC可以分别通过圆弧DB和圆弧EB以点D和点E为中心旋转180°得到。所有棱线都遵循该变化规则,就可以得到曲面折纸褶皱的一个单胞,沿平面两个方向拓展该单胞,最终得到了曲面折纸褶皱。通过该变换规则得到的曲面折纸褶皱没有增加任何几何参数,曲面折纸褶皱独立的几何参数与V型褶皱独立的几何参数完全相同。但是通过该转换规则得到曲面折纸褶皱需要满足几何限定条件π/4≤θ≤π/2。
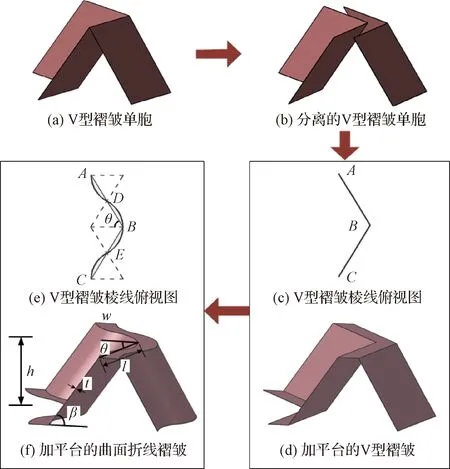
图5 V型褶皱到曲面折纸褶皱的变换过程[56]Fig.5 The transformation process of sandwich structures from chevron foldcore to curved-crease origami foldcore[56]
曲面化的设计消除了V型褶皱壁面棱角处几何突变的问题,减弱了V型褶皱棱角处应力集中而导致的损伤萌生,有助于提高褶皱结构在低相对密度下的抗屈曲能力,可以使得在制备过程中复合材料预浸料的铺设能够平缓过渡,尽量避免V型褶皱在制备过程中棱角处出现富脂贫脂以及纤维切断的现象。
2.2 复合材料曲面折纸褶皱夹芯结构制备
如图6所示为碳纤维复合材料曲面折纸褶皱夹芯结构的模压法制备流程和试件。杜昀桐等[56]设计了一套阳模和阴模的模具,其中阴模做成一个整体,为了方便预浸料与模具较好的贴合,则将阳模做成分离的。采用碳纤维编织复合材料进行制备,将碳纤维预浸料按照设计好的方式进行铺层,然后将刷过脱模剂的模具和预浸料进行预热,待预浸料软化之后手动将其铺设到阴模上,并使得预浸料与阴模表面贴合良好,然后逐条将阳模扣到阴模上。将铺设好的预浸料和模具置于热压罐内,依据碳纤维预浸料的固化条件设置温度压力和时间。将脱模之后的芯子和面板粘接可以得到碳纤维复合材料曲面折纸褶皱夹芯结构。
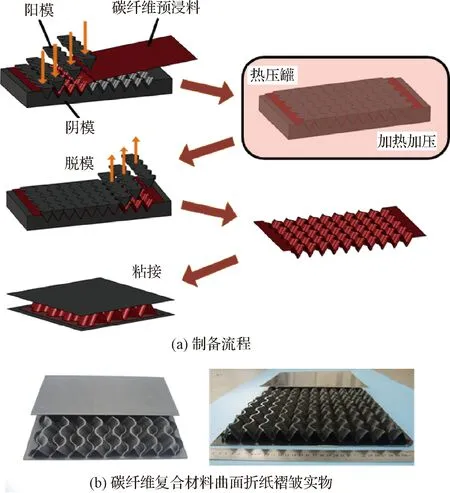
图6 复合材料曲面折纸皱褶夹芯结构制备工艺[56]Fig.6 Fabrication of composite foldcore based on curved-crease origami[56]
2.3 曲面折纸褶皱夹芯结构有限元模拟和实验表征
Du等[56]对复合材料曲面折纸褶皱和V型褶皱夹芯结构进行了有限元模拟,对比了多组不同几何尺寸下两者的力学性能,在曲面折纸皱褶和V型褶皱均发生屈曲失效的情况下,曲面折纸褶皱普遍要比V型褶皱屈曲载荷高,证明了曲面折纸褶皱的抗屈曲性能优于V型褶皱。
对不同密度下的复合材料曲面折纸皱褶结构进行了面外压缩实验,揭示了其在压缩载荷作用下的变形行为以及失效机理[56]。当相对密度为2.79%时,复合材料曲面折纸皱褶结构发生屈曲,与传统V型褶皱结构性能对比情况如图7所示。从应力应变曲线变化趋势和压缩变形过程来讲,曲面折纸褶皱结构与V型褶皱结构较为相似,但是曲面折纸褶皱结构的屈曲强度要远远高于V型褶皱,进一步从实验的角度证明了对褶皱结构进行曲面化处理能够有效提高结构的抗屈曲性能。
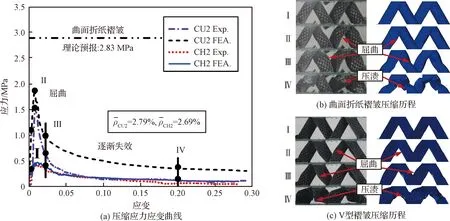
图7 曲面折纸皱褶和V型褶皱面外压缩行为对比[56](CH:V型褶皱;CU:曲面折纸皱褶)Fig.7 Comparison of out-of-plane compressive behavior between curved-crease origami foldcore and chevron foldcore[56] (CH: chevron foldcore; CU: curved-crease origami foldcore)
2.4 与其他夹芯结构的力学性能对比
Du等[56]汇总了碳纤维复合材料曲面折纸褶皱夹芯结构和其他夹芯结构的面外压缩性能数据,以Ashby材料选择图的形式作了对比,直观地给出了材料密度与力学性能的关系,碳纤维复合材料曲面折纸褶皱夹芯结构可以与点阵结构、蜂窝结构等很多其他多孔结构性能相当。由于碳纤维复合材料的优势,该曲面折纸褶皱结构的面外压缩性能也远远好于母材为铝合金、聚合物或芳纶纸的褶皱结构[56]。
3 复合材料蜂窝夹芯结构
蜂窝芯子的灵感来源于密封的蜂巢结构,由其形成的夹芯结构具有高比强度、高比刚度、优异的抗弯性能和抗冲击性能,是最早被人们发现并应用的夹芯结构,目前已被大量地应用于汽车、船舶、建筑以及航空航天等领域[57]。目前,铝合金蜂窝、芳纶纸蜂窝由于其便捷有效的制备工艺而得到大量的应用,除此之外,采用高温合金、不锈钢、聚合物等材料制备蜂窝结构也具有较为成熟的制备工艺[58]。随着各个领域对轻质高强的要求越来越高,全复合材料蜂窝夹芯结构的制备和性能研究也逐渐引起了人们的重视,目前针对复合材料蜂窝结构的制备工艺综述如下。
3.1 复合材料3D打印技术
Compton等[59]首次通过混杂了短纤维的树脂打印出了复合材料蜂窝多孔结构。该方法的优点在于树脂中混入几十微米长度的C/SiC纤维,可以成型多种构型的复合材料蜂窝结构。但是,该结构的面内压缩实验表明,超短纤维增强的蜂窝结构较无纤维增强的蜂窝结构并没有明显优势:为防止纤维堆积堵3D打印机喷嘴,纤维都是采用长度为20 μm以内的C/SiC纤维,然而过短的纤维在结构基体发生开裂时并不能对基体有充分的约束作用,因此没能发挥纤维的增强能力。
为了实现连续纤维复合材料蜂窝结构的制备,Sugiyama等[60]在铺设连续碳纤维的同时注入热塑性高分子基体,实现了对复合材料蜂窝夹芯结构的制备。通过该方法能够实现对多种构型的复合材料蜂窝结构的制备,但是由于工艺限制,其蜂窝芯子胞壁内部的纤维方向均相同。Sugiyama等[60]通过铺设连续碳纤维打印了多种构型的复合材料蜂窝夹芯结构,并对其在三点弯曲载荷作用下的力学性能展开了研究。由于技术的限制,蜂窝壁中的纤维方向均相同,胞壁结构在承载过程中,长纤维缺乏彼此之间良好的约束作用,纤维间的基体发生开裂,使得纤维增强的优势没有发挥出来。
3.2 RTM技术
Stocchi等[61]将黄麻纤维织物铺设在设计好的镂空蜂窝状模具内,通过注入乙烯基脂基体后固化成型为复合材料蜂窝夹芯结构。该方法实现了蜂窝内部纤维的连续,并且通过正交编织约束的纤维束对蜂窝壁内进行增强。但是通过面外压缩实验发现结构的力学性能较弱,这是由于结构内部不易对蜂窝壁进行加压,内部存在大量气孔,使得结构存在较多的缺陷。Vitale等[62]采用真空辅助RTM成型的方法进行了优化。通过在模具上铺设纤维织物,将模具封入真空袋内并真空注塑聚酯树脂,使得纤维与树脂充分结合,从而减少了气泡的生成。开展了三点弯曲实验,研究了芯子剪切破坏、芯子压溃、面板皱曲、面板屈服以及面芯脱粘这五种失效模式。
3.3 复合材料裁折成型技术
为了解决3D打印技术中连续长纤维难以交叉增强以及树脂传递模塑成型技术中无法排除流动树脂中全部气孔等难题,Wei等[63]提出了一种适用于制备复合材料蜂窝结构的裁折法。采用半固化复合材料预浸料作为基材,通过沿预定路径对片材进行剪裁、折叠并固化,得到复合材料蜂窝结构,如图8(a)所示。首先,将预浸料按照纤维方向进行铺叠,排除层间气孔后将预浸料置于低温环境下,预浸料中的环氧树脂基体预冷凝固变硬,使得材料易于折叠变形。随后采用数控切割机沿设计路径对预浸料片材进行裁切,通过辊压等机械手段对其进行一次折叠,形成波纹状结构。沿切痕方向前后折叠波纹状预浸料使其闭合成蜂窝状。
为了保证预浸料在高温高压的固化条件下结构形状不发生改变,复合材料裁折成型技术采用聚四氟乙烯制备成相应形状的模具,填充进蜂窝结构中。材料在真空热压罐中固化成型后取出脱模,待表面处理后与面板粘合在一起,做成全复合材料的蜂窝夹芯结构。图8(b)展示了一块300 mm×300 mm的全复合材料蜂窝夹芯结构。该方法具有可设计性好、材料局限性小以及简单快捷等优点,具有很高的批量化、自动化潜力。
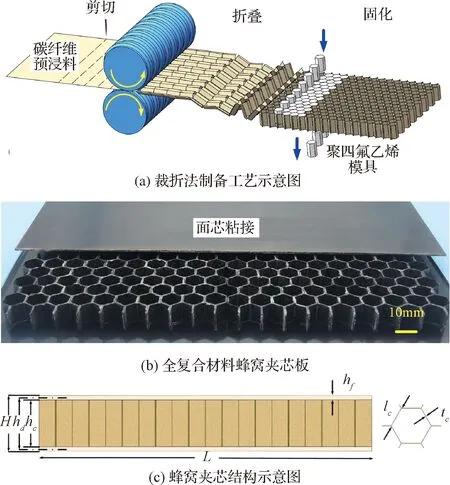
图8 复合材料蜂窝设计及裁折法制备工艺[63]Fig.8 Design of composite honeycomb and tailor-folding fabrication method[63]
为了揭示该结构的力学性能,Wei等[63]通过理论模型和实验验证两方面对复合材料蜂窝夹芯结构进行了研究。通过结构力学、复合材料力学以及板壳理论相结合,扩展了复合材料蜂窝在面外平压及剪切载荷下的等效刚度和等效强度,并建立了在两种载荷作用下的失效机制图,以此来研究结构几何尺寸对结构失效模式的影响。通过相应的实验验证了理论及失效机制图的可靠性。
针对复合材料蜂窝夹芯结构在三点弯曲载荷作用下的失效机理,Wei等[64]考虑了芯子压溃(Core indentation)、剪切屈曲(Shear buckling)、剪切断裂(Shear fracture)、面芯脱粘(Debonding)、格间屈曲(Intracellular dimpling)以及面板断裂(Face fracture)六种失效模式,建立相应的力学失效模型,如表3所示,并建立了三维失效机制图,如图9所示,多层次多角度较全面地揭示了几何尺寸对结构失效模式的影响。通过三点弯曲实验,验证了理论模型以及三维失效机制图的准确性和可靠性。
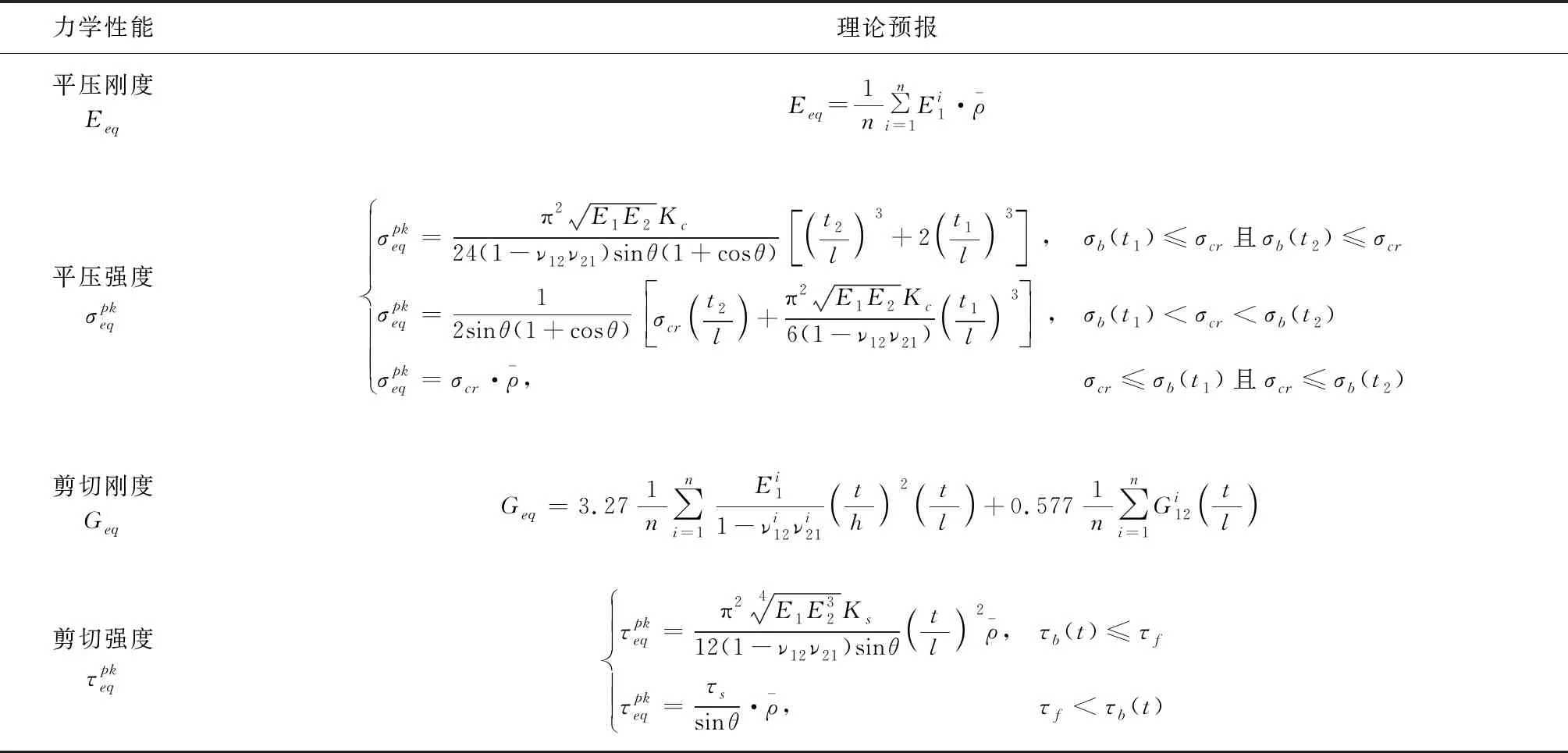
表3 复合材料蜂窝夹芯结构在三点弯曲载荷下的力学性能理论模型[64]Table 3 Theoretical models of mechanical properties of composite honeycomb sandwich beams under three point bending loads[64]
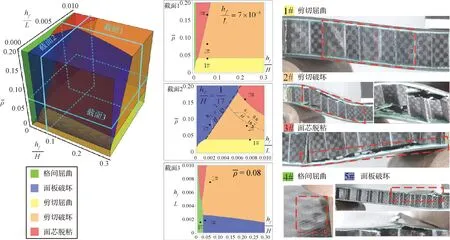
图9 复合材料蜂窝夹芯结构在三点弯曲载荷下的三维失效机制图以及失效实物[64]Fig.9 Three-dimensional failure mechanism maps and failure modes of composite honeycomb sandwich structure under three point bending load[64]
4 结论与展望
本文综述了以碳纤维复合材料为主的点阵夹芯结构、褶皱夹芯结构以及复合材料蜂窝夹芯结构在拓扑构型设计、制备工艺和力学性能研究方面的最新进展。对于点阵夹芯结构,主要总结了在提高面芯粘接能力、增强芯子在低相对密度下的抗屈曲性能、低成本制备方面的研究工作;对于褶皱夹芯结构,着重介绍了提高褶皱芯子抗屈曲特性的曲面化设计思想,以及长纤维复合材料褶皱夹芯结构的制备和面外压缩性能表征工作;对于蜂窝夹芯结构,主要介绍了剪裁法制备全复合材料蜂窝的新技术,并通过实验证明了该制备工艺的可靠性。本文介绍的研究工作主要是针对现有夹芯结构的瓶颈问题,进一步推进了新型轻质夹芯结构在实际工程中的应用。在实际服役过程中,轻质夹芯结构往往还会涉及失效基础理论、批量化制备工艺、多场耦合损伤演化以及承载性能考核等核心技术。
作者在调研国内外研究成果之后,结合自己的认识与研究基础展望了轻质复合材料夹芯结构的主要发展方向:
1) 复合材料点阵夹芯结构具有高比强、高比刚、可设计性强、耐腐蚀性好等优点,且应用基础较好,但基体树脂的服役温度不超过200 ℃,一定程度上限制了其在工程中的应用,亟需探索更高温度的热固性或热塑性树脂基复合材料,开展点阵结构以及多层级结构的基础研究、多功能应用研究,在突破耐高温树脂配方研制以及树脂/纤维浸润性等基础技术的基础上,解决好大尺寸构件、多批次工艺散差控制、高效低成本连续成型等相关问题,由此涉及到的疲劳、振动、阻尼、热-力等问题的研究也需要进一步加强。
2) 目前关于褶皱夹芯结构的研究主要是平板型、小尺寸样件,优异的力学性能使其在航空航天等结构部件具有较大应用前景,亟需开展符合工程应用的米级大尺寸试样件制备工作,针对褶皱夹芯结构的振动、疲劳、冲击及模态等动态力学性能进行表征工作。此外,褶皱夹芯结构可以考虑向多级、微尺度、多功能方向发展,与此同时伴随着制备工艺、理论研究、实验表征等的不断完善。
3) 复合材料裁折成型技术解决了传统复合材料蜂窝结构面芯之间粘接面积小、粘接强度弱的瓶颈问题,有效提升了其力学性能,增加了蜂窝结构在先进航天器结构部件上的应用潜力。接下来,通过调研、结合实际应用,设计相应的试样件,使得长纤维复合材料蜂窝结构的优势通过具体的工程指标得以体现,推进该蜂窝结构在先进航天器轻量化、多功能一体化方面的应用进程。而此过程中涉及到的静态力学性能、动态力学性能、热-力耦合性能等方面的科学问题有待进一步挖掘。
