浅谈带压焊接精准堵漏方法
2020-07-23韩伟
韩伟


摘要:“带压焊接堵漏技术”是指金属设备、管道、容器、阀门等一旦出现裂纹或孔洞等,发生介质向外泄漏,为避免非计划停车造成损失,需要在适当降低或完全不降低工艺介质温度、压力的条件下,通過尖平铲锤击挤压焊接法等带压焊接方法使之重新达到密封不泄露的一种特殊技术手段。经过多次现场操作,证明该方法是行之有效的应急处置办法。用最短的时间实施焊接堵漏,避免了非计划停车造成的经济损失。
Abstract: "Leak plugging technology with pressure welding" refers to a special technical means that once cracks or holes occur in metal equipment, pipelines, containers, valves, etc., media leaks out, in order to avoid losses caused by unplanned parking, it is necessary to reduce the temperature and pressure of the process medium appropriately, or use pressure welding methods such as squeezing welding with a sharp shovel to make it re-seal without leakage. After many on-site operations, this method has proved to be an effective emergency treatment method. Welding leaks are implemented in the shortest time to avoid economic losses caused by unplanned parking.
关键词:带压焊接;堵漏技术;安全措施
Key words: pressure welding;plugging technology;safety measures
中图分类号:TG444 文献标识码:A 文章编号:1006-4311(2020)19-0148-02
1 概述
1.1 研究带压焊接精准堵漏的背景及意义
石油炼化工厂在生产中,某些连续运转的设备或装置上的法兰、管道、阀门、三通处、弯头、塔、釜、罐等,因介质长时间的腐蚀、冲刷、振动等在设备上形成漏洞导致运输介质向外喷射流动。喷射流动且带温带压的介质,除了影响正常生产流程的稳定性和产品工艺质量,还会对周围环境造成污染或者装置非计划停车等。有些介质如有毒有害气体、油脂等泄漏后还会发生安全事故,给企业、社会带来巨大的损失。此时,带压焊接堵漏技术的应用就显得尤为重要。
1.2 带压焊接堵漏存在的问题
带压焊接堵漏技术一般是不提倡的。原因有三:其一,熔池的金属在没有凝固之前容易被喷出的介质吹散;其二,易燃易爆的介质可能威胁施焊人员的安全,更何况是动态作业补漏;其三,焊接质量无法保证,会存在很多缺陷。
1.3 带压焊接堵漏的可行性
带压焊接堵漏在充分考虑周边环境、泄漏位置和泄漏介质,然后在制定可靠的技术方案和落实安全措施的条件下是可行的。根据泄漏部位的形状、大小和现场泄漏情况制作焊接堵漏器具,实施精准焊接恢复密封状态,保证生产正常运行。
2 带压焊接堵漏的特点及作业要求
2.1 带压焊接堵漏的特点
①带压焊接属于动态焊接堵漏作业,作业时不影响装置正常运行。
②带压焊接适用范围广。适用于大多数泄漏介质处的裂纹、孔洞、沙眼、漏点等。
③不需要配备特殊的工具器材,只需要电焊机和焊接堵漏材料即可作业。
④带压焊接堵漏属于紧急抢修,时间上不允许耽搁,早开始一分钟意味着成功的几率大一分,因此参加抢修的各部门要紧密配合,以最快的速度制定出安全可靠的方案并实施。当然也需要由经验丰富、应变能力强、技术熟练的焊工来实施作业。
2.2 带压焊接精准堵漏的作业要求
①带压焊接在设定的条件下虽然可行但是带压焊接在操作时还是存在相当大的危险。所以在操作带压焊接时,作业者一定要穿戴防护用品防止被泄漏喷出的介质伤害。还需要清理出一条应急逃生通道,当发生意外时,作业者可以快速撤离现场。
②带压焊接要求由技术过硬、经验丰富的作业者进行,否则会适得其反把漏点越焊越大,引发安全事故。
③在实施带压焊接之前,一定要先掌握要焊接的管道设备压力在可作业范围内。焊接中焊工必须严格按照作业方案实施焊接,在对装有有毒介质的容器设备类进行带压施焊时,作业者要佩戴空气呼吸器,还要及时的疏散有毒气体保证作业场所新鲜空气的及时供给,和做好有毒有害物质的污染隔离等问题。
④下面将要提到的几种带压焊接精准堵漏的方法,均属于临时性应急处置。由于被施焊的管道、容器等设备在生产运行状态,那么就存在着影响焊接质量的水、汽、油等介质,最终焊缝就会存在焊接缺陷。等到装置设备在不带压或者不装介质或者停车检修的时候,需要彻底去除所有临时性的焊接堵漏状态然后重新修复漏洞,以消除安全隐患确保使用要求。
3 带压焊接堵漏常用的几种处理方法
3.1 尖平铲挤压、锤击焊接法
该方法适合运用在压力较低的管道或者容器设备上的裂纹、砂眼或者气孔等漏洞的焊接。实施焊接时焊接电流比正常焊接作业规范增加10%-30%左右,操作采用快速点焊或者连弧焊法。利用电弧产生的热量加热漏点的周围,然后慢慢向漏点处收拢熄弧后,用尖铲或手捶向漏点处快速挤压敲打,边挤压敲击边焊接,直到消除泄漏状态。
3.2 钉子补丁螺母焊法
有些砂眼、气孔直径较大时,可先用合适的钉子、焊条头或者木材、螺母等,根据实际情况切割打磨合适大小的材料将泄漏孔洞钉住、堵住或者盖起来,以减少外漏的压力和流量,然后再快速补焊,补焊动作要迅速准确。(图1)
3.3 画圈焊接法
有些泄漏是因为管道或者容器设备被长时间的腐蚀、磨损、消耗等因素造成母材减薄,这种情况下的焊接不应该直接对泄漏处进行补焊,这样会适得其反造成泄漏点越焊越大的现象。应该在泄漏处的周边先行点焊,先建立起一个保护点,然后一点一点向泄漏处圈焊。逐渐缩小泄漏处的面积,直至消除泄漏状态。
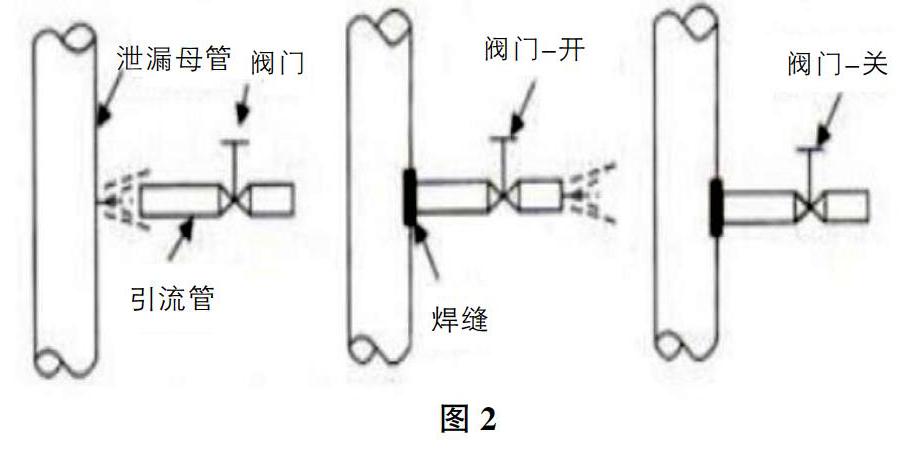
3.4 导引流、加阀门焊接法
如果泄漏处面积较大、流量较大或者压力较大时的带压焊接堵漏,应视泄漏处形状、管径大小准备合适补板,在补板上根据泄漏处位置开口,开口处焊接上一段导引流的管子,然后在导引流管的上面安装或者焊接一个阀门;如果泄漏处面积、流量或者压力较小时,不用在补板上开口焊接导引流管,直接在补板上焊接一个螺母即可。需要注意的是:准备的补板面积要大于泄漏处的面积;焊接的导引流管子要对准泄漏处;用密封胶均匀的涂在补板与泄漏处的接触面上,让泄漏的介质从导引流管流出去,不要从周围渗出来;焊接好补板以后切记要关闭导引流管上的阀门或拧紧螺母。
3.5 套管焊接法
管道因腐蚀或磨损等造成大面积泄漏的时候,需要找一段比泄漏处的面积长还要能包住泄漏管径的管子作为套管。把套管对称切成两半,在其中一半套管的最下面焊上一个导引流管,要求导引流管的管口較大应便于泄漏处介质的快速流出,具体焊接方法参考上面3.4导引流焊接法。在焊接套管时应先焊接管子与套管的最低点,最后焊接套管的其他焊缝。需要注意的是涉油类设备不能采用连续焊接法,那样会使焊缝处和管材的温度过高产生危险。应该使用冷却点焊法,焊接点必须要有蒸汽或者氮气保护。必要时需要灵活运用上面提到的各种带压焊接方法,才能保证泄漏处的成功堵漏。
4 结论
上面提到的这几种带压焊接补漏的方法经过多次现场操作,证明是行之有效的应急处置办法。在最短的时间里用最优质的施工方法实施焊接堵漏,保证了生产装置的正常运行,避免了因设备泄漏非计划停车造成的经济损失。
参考文献:
[1]杨泗霖.焊接安全[M].北京:中国劳动社会保障出版社, 2006.
[2]王长忠.焊接安全知识[M].北京:中国劳动社会保障出版社,2008.
[3]赵勇,刘怀旭,李杏.电弧焊带压堵漏技术研究与应用[J].价值工程,2014,33(13):24-25.
