热输入对高强钢GMAW增材组织及力学性能影响
2020-07-16吴成成王克鸿许华银
吴成成,王克鸿,许华银
(南京理工大学 材料科学与工程学院,江苏 南京 210094)
0 引言
增材制造[1](additive manufacturing,AM)是一种“自下而上”材料累加的制造方法,与传统切削加工相比,不依赖机加工所需要的刀具、夹具及多道加工工序,缩短加工周期,提高生产效率。电弧增材制造技术[2](wire arc additive manufacture,WAAM)作为3D打印的一种方法,具有熔敷效率高、材料利用率高、设备简单等优势。电弧增材技术以电弧为热源将焊丝熔化,按预设的成形路径在基板上逐层累积成形金属零件。成形金属零件由全焊缝金属组成,冶金结合性能优异、致密度高、力学性能好[3]。
低合金高强钢在工业生产和国防建设的各个领域取得了十分明显的经济和社会效益,采用焊接性好的低合金高强钢可促进工程结构向大型化、轻量化和高效能方向发展[4]。目前,主要在低合金高强钢焊接热影响区及焊接接头的断裂特性和抗裂性能等方面进行研究,朱宇霆等[5]研究了焊接热输入对B780CF低合金高强钢板熔敷金属力学性能及组织的影响,随着热输入增加,熔敷金属抗拉强度降低,出现的M-A组元为裂纹的形核和扩展提供通道。邓磊等[6]研究了焊接热输入对800MPa级低合金高强钢焊接接头组织性能的影响,结果表明随着热输入增加,接头抗拉强度降低,低温冲击韧性则先升高后降低。
对于高强钢电弧增材相关研究较少。本文采用GMAW焊接技术对ER130S-G低合金高强钢进行增材制造,研究热输入对增材结构组织及力学性能的影响,为高强钢电弧增材的进一步研究提供参考。
1 试验方法
试验采用ER130S-G低合金高强钢焊丝,直径1.2mm,焊丝质量分数见表1。基板选用304不锈钢,规格为300mm×500mm×12mm。试验前对其打磨并用酒精清洗。保护气采用混合气体(80%Ar+20%CO2),流量控制在25L/min。试验采用库卡KR16机器人配合福尼斯TPS5000焊机,采用JOB控制脉冲焊接模式。

表1 ER130S-G高强钢质量分数 单位:%
试验获得3组热输入下的多道沉积增材样件,几何尺寸约为80mm×60mm×10mm。沿着焊道方向切取金相试样,试样经打磨抛光后,常温下用3%HNO3酒精溶液擦拭10~15s后,利用OLYMPUS GX41倒置光学显微镜对其显微组织观察。沿着焊道方向切取拉伸试样,拉伸试验采用非比例试样的小尺寸拉伸试样进行试验,室温下采用DNS100万能试验机进行拉伸试验,加载速率2mm/min,通过FEI Quanta 250F场发射环境扫描电镜观察拉伸试样的断口微观形貌。
2 结果及分析
2.1 热输入对增材组织的影响
根据散热环境不同,可将增材制造显微组织分为:未受热组织,通常为顶层或者末道焊缝组织;受热组织,包括受热粗晶区组织以及受热细晶区组织。如图1所示,其中图1(a)为未受热组织,由于没有后续焊道的后热作用,组织主要为粗大的柱状晶,同时在柱状晶的晶界上分布有片状先共析铁素体。图1(b)为受热区粗晶与细晶交界处,粗晶区在增材过程中热输入较大,经历热循环温度高,使得区域内晶粒尺寸较为粗大。
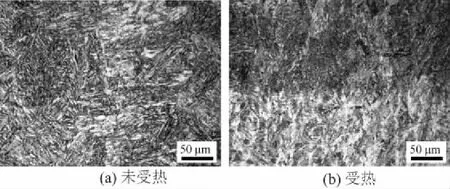
图1 增材结构显微组织
图2为3种热输入下增材结构受热区的显微组织。由图2可以看出,不同热输入下高强钢组织类型基本相同,主要由大量晶内分布的针状铁素体(acicular ferrite, AF)和少量的粒状贝氏体(granular bainite, GB)组成。不同热输入条件下各组织占比及大小均不相同,随着热输入的升高,焊缝中的针状铁素体逐渐增加,粒状贝氏体逐渐减少。这是因为随着冷却速度降低,增材冷却过程中的焊缝过冷度减小,奥氏体转变在更高的温度区间开始,而针状铁素体转变开始温度比粒状贝氏体高,有利于针状铁素体的形成[7]。
随着热输入增大,粗晶区原奥氏体晶粒逐步增大。由于热输入增大,增材加热过程粗晶区所经历的峰值温度及高温停留时间增加,同时冷却速度降低,使得粗晶区原奥氏体晶粒严重长大。在焊接热循环作用下,靠近熔合区部位的粗晶区所经受的热循环峰值温度较高,导致部分难溶C、N化物溶入奥氏体中,进而稳定奥氏体并抑制其分解过程,使得原奥氏体晶粒严重长大,在随后冷却过程中,形成粗大的板条状马氏体。板条状马氏体组织脆性大、韧塑性低,综合力学性能较差,裂纹往往在此处萌生。当热输入增加到15.70kJ/cm时,显微组织出现部分板条马氏体。

图2 不同热输入下增材结构受热区的显微组织
2.2 热输入对拉伸性能的影响
表2给出了不同热输入下增材结构体的抗拉强度和断后伸长率。可以看出,当热输入从10.66kJ/cm逐渐增加到15.70kJ/cm时,抗拉强度和断后伸长率均呈现先增大后减小的趋势。在热输入为13.34kJ/cm时,其抗拉强度和断后伸长率均达到最大值。分析拉伸性能的差异原因主要为微观组织中各相组成及比例发生变化。当热输入为13.34kJ/cm时,相较于其他2种热输入,针状铁素体含量较多,由于针状组织既有晶界形核,又有晶内形核,因此可实现其均匀分布[8]。图3为3种热输入条件下增材结构的应力-应变曲线,可以看出3种热输入条件下拉伸试样弹性变形阶段基本重合,没有出现明显的屈服平台,在曲线后半段表现出明显的塑性变形。

表2 增材试样拉伸性能

图3 不同热输入下的应力-应变曲线
2.3 拉伸断口形貌
增材结构拉伸断口形貌如图4所示。可以看出,有大量韧窝存在,具有明显的微孔聚集型(MVC)韧性断裂特征。当热输入为10.66kJ/cm时,拉伸断口中可以看到大量含有夹杂物的等轴状韧窝;当热输入为13.34kJ/cm时,韧窝分布较细小均匀,韧窝内夹杂物分布较少;当热输入为15.70kJ/cm时,含有大小不均匀韧窝,部分夹杂物颗粒尺寸较大。通过EDS能谱分析,夹杂物主要元素为Fe、O、Cr、Ni、Mn、Si等元素。夹杂物通常为脆性相,容易产生应力集中而产生裂纹,随后扩展到基体中,最终发生断裂。
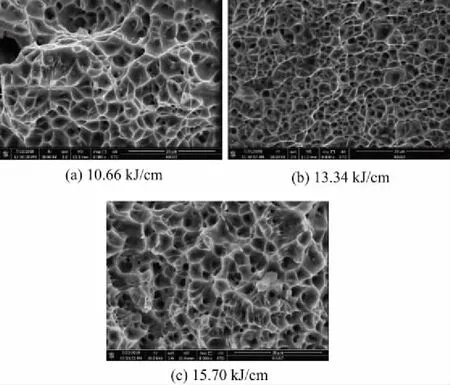
图4 不同热输入下增材结构的拉伸断口形貌
3 结语
通过GMAW焊接技术增材制造ER130S-G低合金高强钢,研究了热输入对增材结构组织和力学性能的影响,得到如下结论:
1) 对于ER130S-G低合金高强钢,增材结构组织可分为受热区和未受热区,受热区组织主要由针状铁素体和粒状贝氏体组成,未受热区主要为粗大的柱状晶。
2) 室温下抗拉强度和断后伸长率均呈先增大后减小的趋势,在热输入为13.34kJ/cm时,针状铁素体含量相对较多,力学性能最佳,拉伸断口均为韧性断口。
