自动投补及联缸染色装置设计
2020-07-16于义琳罗瑞琪阎婧宇赵诺琦
于义琳 罗瑞琪 阎婧宇 赵诺琦
(东北林业大学机电工程学院,黑龙江 哈尔滨 150040)
0 引言
1970 年起木材单板染色主要采用现代化工业合成染料,该方法由日本和意大利优先采用,染料采用自动投补技术,用于生产重组装饰材料。对于浓度检测来说,格灵达麦克贝斯油墨配方软件具有自动生成配方、多通道计算速度快的特点,能够高效配比,降低成本。武林、于志明课题组研究木材联缸染色,提出采用木材染色来大程度解决染色废水的污染问题,实现木材联缸染色。利用瑞士公司的光谱光度仪测量残液光谱数据,计算得到需投补量,进而进行自动投补[1]。李春生等提出引进瑞士公司的配色系统和颜色控制系统进行木材染色,对木材染色行业起到了一定的助推作用[2]。该文提出的计算机木材染色配色方法和技术,能够在保证配色精度的同时,计算出最经济的木材染色方案。结合自动控制技术和检测与转换技术,设计联缸自动投补染色装置,实现多缸同染无色差。采用光谱检测与pH 值等多种参量检测,以续投染料为控制对象进行控制系统设计,实现根据剩余染液相关性质自动投补新一批次所需染料的功能。
1 自动投补原理与方法
自动控制是指利用附加的设备或装置,使机器、设备或生产过程在不需要人直接参与的情况下,按预定的规则自动地工作或运行参数。在木材单色和多色配色实验中,采用计算机配色系统对残留染料溶液进行补充。补充后染料溶液与原液的光密度曲线基本吻合,色差值很小,可用于实现多缸染色。该文在计算机配色系统中使用校正功能,利用技术人员在长期工作中积累的经验对染料配方进行修改,从而最大限度地发挥人机互补性,减少多缸染色的色差。
分光光度计一般由照明光源、单色器、光度计量装置和输出装置等组成。照明光源发出的光是在可见光波长范围内连续分布的光,单色器利用棱镜、弯曲光栅和彩色干扰滤色片将光源的光分散,分解为一定波长间隔的(如5 nm、10 nm)若干个单色光。单色光在测量部分被分为对称的2 束光,即样品光束和参照光束。参照光束照射在标准白板上,样品光束照射在被测物体表面,检测比较被反射回来的2 束光,可以得到样品对该波长光的反射率。根据物体色三刺激值和光源三刺激值计算公式,可以计算出在照明A 照射下的物体色三刺激值和光源三刺激值。
利用计算机配色技术中的三刺激值法,对仿珍贵木材染料配方的调配方法进行研究,并得出几种仿珍贵材贵木材的染料配方。
计算机配色研究须基于颜色模型,但模型较多且各自的用途不同,该文采用L*a*b*颜色空间研究木材颜色问题。L*a*b*空间由亮度或光亮度分量L*和2 个色度分量a*和b*组成,a*的色彩是从深绿到灰,再到亮粉红色。b*则是从亮蓝色到灰,再到焦黄色。从3 个刺激量X、Y、Z 到L*a*b*颜色空间的转换公式为
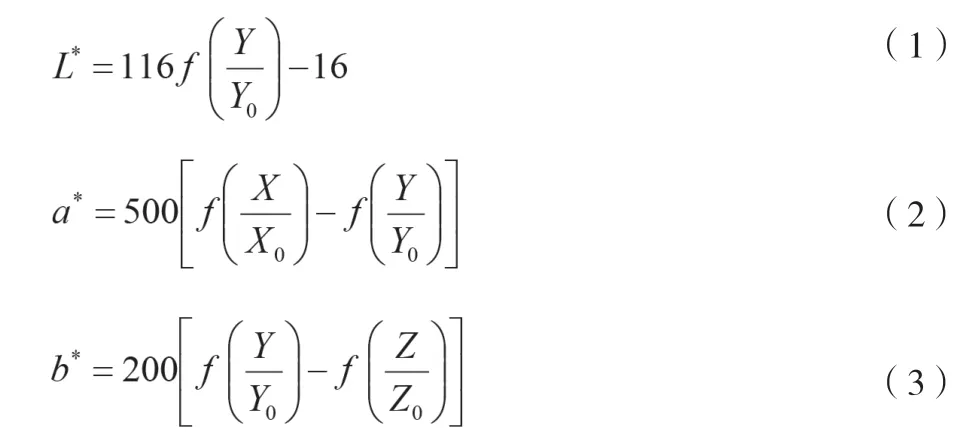
式中:L*为亮度或光亮度分量,a*、b*为色度分量,X、Y、Z 为3 个刺激量,X0、Y0、Z0分别为CIE 标准照明体的三刺激值
L*a*b*颜色空间满足全部的可见光谱,并可以准确地显示、打印输入设备中的色彩,满足该文对珍贵木材的颜色采色需求。
2 联缸染色装置及原理
一直以来木材染色都面临着一个困境,应用分缸染色时,由于批量过大,即便是品种相同的木材单染色也总会有缸差。染厂以往的解决方案是尽量采用大小不同的染缸,然后使用体积较大的缸,对数量多的、品种一致的木材进行单染色。应用以上传统方法,虽然可以降低染色工艺中染缸的数量,以及同一批木材染色的色差,但是随之也产生了另外一些难题。染色机的可变载能力是有局限的,且工业上染色机过载使用是不具有经济性的,严重时会增加染色的色差,导致产品不合格,因此该文采用了联缸的技术。
2.1 联缸染色原理
将2 台~4 台的染缸通过循环管和阀门互相连接,利用泵提供染料循环的动力,使染液在染缸之间流动,从而进行循环染色,这样做是为了即使是在多次染色的情况下,也能使染色精度和色差控制在理想的范围内。为了保证染色成品的质量合格,该文采用控制染料流通速度和木材温差的染色工艺。
2.2 装置结构及功能
该装置设计目的在于提供一种木材单板联缸染色装置,以解决现有技术中单板浸染技术不能连续更换不同的染缸进行染色处理,不便于进行复染或多种颜色混染的问题,减少了浸染工作效率低问题的发生概率,装置结构示意图如图1 所示。
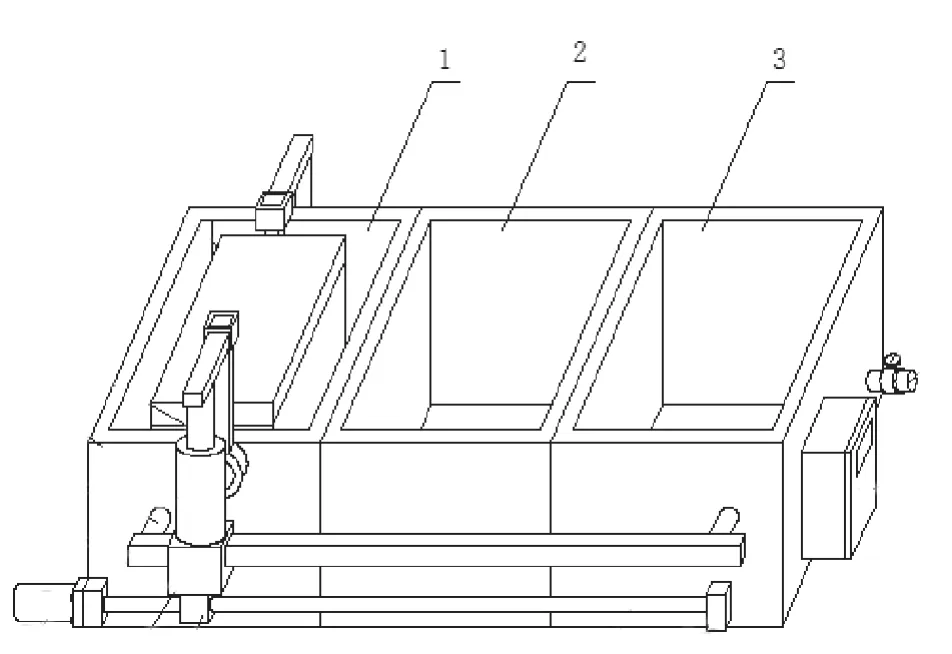
图1 装置整体构架
装置的工作原理及使用流程是用液压缸驱动浸染笼上移至染色缸上部,将待浸染的木材单板插设在不同的木材单板插接槽内,通过活动卡扣合上上盖,将3 种染色液分别放置在3 个染色缸内,通过减速电机驱动丝杠滑座,在丝杆上直线运动,液压缸驱动浸染笼下移至染色缸内部进行浸染,从而能够电动驱动木材单板,连续更换不同的染缸进行染色处理,便于进行复染或多种颜色混染[3]。
液压缸上侧传动连接伸缩杆一端通过染笼支架,来驱动浸染笼升降,进行浸染处理。浸染笼内部两侧壁安装有多个隔板,且2 个隔板之间有木材单板插接槽,能够将相邻的2块木材单板隔开浸染,提高浸染的效率[4]。
3 染色工艺与过程
参照图1 所示的联缸染色装置,实验中的木材染色工艺流程如下:通过管路和可控流量计向第一染缸和第二染缸投入等量、等浓度的红、黄、蓝色染料和助染剂,再向染缸中投入待染木材,通过热电偶加热染缸,使用恒温浸渍法对木材进行染色。
然后自动补投装置通过比色皿、分光光度计以及pH 计,获得染色残液吸收光谱和pH 值数据,并输入基于该装置的软件中,从而实现实时监测,再通过前述设计的算法对染液浓度及配比进行分析,最终得到染缸内部剩余颜色的配比,从而自动向染缸中投补所需的红、黄、蓝染料和助染剂,使染料配比恢复初始状态,减小联缸染色的色差,再利用染缸对待染木材进行染色,如此循环[5]。
上述联缸染色及自动投补装置不仅能保证木材的染色质量,提高染色效率,还能在理论上实现无限循环续染,避免浪费、污染,染色流程图如图2 所示。

图2 染色流程图
4 结论
通过将自动控制和检测技术相结合,形成了一种生产效率高,各缸之间的被染物颜色稳定一致的联缸染色方法,同时可以根据下一缸所需的颜料进行自动补色。木材自动投补联缸染色装置很好地实现了色料的自动补偿,也达到了对木材颜色精度的要求。传统染色过程中染料的浪费和加工的一次性问题也得到了很好的改进。该文设计的装置可以实现多批次的染色,并且高效利用染料,促进染料循环利用,避免浪费。
