基于小矫直辊辊距的高强度钨板辊式矫直方案研究
2020-07-15李乐毅
李乐毅
(四川建筑职业技术学院机电与信息工程系,四川618000)
钨板具有很高的强度和硬度以及良好的力学综合性能,对放射性元素也具有较高的吸收能力。在高强度钨板的轧制成形过程中,辊式矫直是保证其平直度的关键工艺流程[1],矫直机矫直辊之间的辊距是矫直过程中的重要工艺参数,辊距的取值直接影响高强度钨板矫后平直度的大小[2-4]。传统矫直机辊距参数的设计是针对普通钢板的,在矫直高强度钨板时,若其它工艺参数不变,存在矫直力和反弯曲曲率不足等缺陷,难以保证其平直度。针对此问题,提出了基于小矫直辊辊距的高强度钨板辊式矫直方案,并分析了矫直辊辊距与矫直力之间的关系,以及对高强度钨板矫后平直度的影响,进而验证该方案的可行性。
1 辊距的确定
辊式矫直的实质就是板材在连续交错辊缝间发生弹塑性反弯的过程[5-6],如图1所示,相邻矫直辊圆心之间的距离即为矫直辊辊距。一般情况下,根据矫直的咬入条件计算辊距的最大值tmax,而辊距的最小值tmin则由高强度钨板与矫直辊之间的接触应力和矫直辊的传动轴强度共同确定,再依据其它相关矫直环境和参数最终确定辊距的准确值。
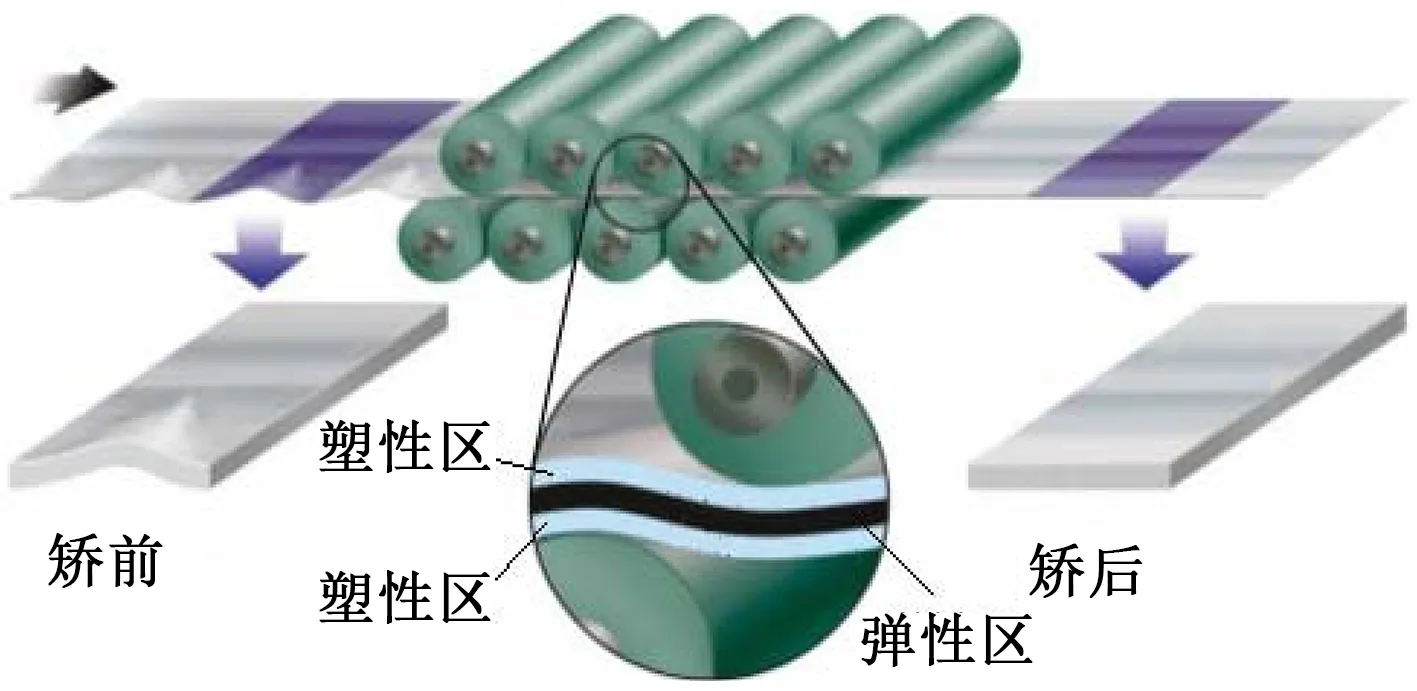
图1 辊式矫直方案示意图Figure 1 Roller straightening scheme
1.1 矫直辊距上限值tmax的计算
由于高强度钨板的硬脆性,为了确保其矫后平直度,应采取小变形辊式矫直方案,再根据矫直过程中的咬入条件,可以得到矫直辊辊距上限值tmax的计算公式为:
(1)
式中,h是高强度钨板的厚度值;E是高强度钨板的弹性模量值;σs是高强度钨板的屈服强度值;K是矫直辊直径与矫直辊辊距之间的比值,K=0.7~0.94,其具体取值要根据高强度钨板的厚度确定,板厚越小,取值越小,反之亦然。
如果被矫直高强度钨板太薄,而此时矫直辊辊距上限值tmax又取得太小,则会出现缠辊的情况,从而造成矫直机一些零件的损坏,所以此时允许不以保证咬入条件为前提,适当增加tmax的取值,甚至有时可以取tmax=(190~200)h,因为当钨板太薄时,通常可以使用夹送辊来辅助高强度钨板的咬入,使矫直过程能够连续顺利地进行。
1.2 矫直辊距下限值tmin的计算
在高强度钨板的矫直过程中,如果矫直辊辊距减小,会增大接触压力,接触压力过大会加剧矫直辊的磨损,从而影响高强度钨板的表面质量,所以矫直辊距必须有下限值tmin约束。理论上,由于辊距过小,接触压力太大会造成矫直辊弯曲,但矫直设备在矫直辊上方通常都有支撑辊,所以一般不根据矫直辊的弯曲强度来确定辊距的下限值tmin,而是依据矫直辊的传动轴强度来确定。对于高强度钨板这种硬而光的板材,经过实践证明,应该依据与矫直辊相连的传动轴的抗扭强度来确定,根据经验公式,辊距的下限值tmin公式为:
tmin=(15~40)h
(2)
式中,h是高强度钨板的厚度值;而辊距下限tmin的准确值则必须依照具体参数进行分析计算。
2 小矫直辊辊距矫直方案的可行性
高强度钨板可以视为由N个连续纤维层组成的一个整体,在高强度钨板矫直反弯的过程中,这些连续纤维有的受压,有的受拉,但在同一截面上,所有纤维层总是保持一个动态的平衡。
假设在辊式矫直过程中钨板沿矫直方向缓慢前进,当中心仅有中浪缺陷的钨板进入某个矫直反弯单元且恰好被矫直到如图2所示的位置时,由于高强度钨板此时受到矫直辊的反弯作用影响,使钨板中心浪形缺陷区域同时承受压力和反弯力,而其它没有浪形缺陷的区域则只承受反弯力,所以,中心浪形缺陷区域的纤维条理论上会同时向x和y两个方向上拉伸,其拉伸的最大长度值主要由两个因素决定:1)高强度钨板在矫直过程中与矫直辊之间的摩擦力;2)钨板是一个完整的整体,外侧的金属会对中部金属的变形产生刚端效应。所以在分析计算前,必须对被矫直钨板中心的中浪缺陷做出四个假设:

图2 矫直过程示意图Figure 2 Straightening process
(1)高强度钨板在矫直反弯过程中应力和应变中性层位置始终不变,且互相重合;
(2)高强度钨板中心浪形区纤维条长度是x方向总长的1/2;
(3)分析计算区域高强度钨板的总长为l,而中心浪形区纤维条长度因受拉的拉伸增量为Δl;
(4)高强度钨板因矫直反弯使钨板的y方向与x方向都产生了拉伸,且导致的拉伸量比值为λ,即y方向的总拉伸长度值占总拉伸长度值的λ/(1+λ)。
高强度钨板在被矫直过程中的变形会受到板内各部分之间的互相影响,因此在钨板内存在着相互制约的平衡力,例如中心区域变长的纤维条会受到边部纤维的约束被压缩,同样边部的纤维条也会受到中心拉伸的影响而被拉长,如此一来,靠近中心的纤维条主要受压,而边部的纤维条主要受拉,两者之间形成一种动态的平衡,根据上述推导,在某矫直反弯单元位置的高强度钨板的中性层受压处的应变值为:
(3)
同理,在某矫直反弯单元位置的高强度钨板的中性层受拉处的应变值为:
(4)
高强度钨板经过矫直会在中性层内形成的残余应变为:
(5)
由于高强度钨板在矫直过程中各位置中性层处的应变值εe与应力值σe都在不停变化,因此各位置中性层处的残余应变值也都有所不同,由于钨板各位置受到不同的拉伸与压缩,消除了钨板的不同浪形。
总的来说,假如矫直过程中其余矫直参数完全相同,仅仅减小矫直辊辊距,就会显著提高矫直力,而矫直力越高,高强度钨板内纤维条所承受的压缩和拉伸程度也越剧烈,可以得到更好的浪形改善效果,如图3所示。假如矫直辊辊距值过大,高强度钨板承受反弯压缩变形时,反而会产生很多较小的分浪,如果减小辊距,钨板反弯矫直时所形成的分浪同样会跟着减少,因此,基于小矫直辊辊距的高强度钨板辊式矫直方案,可以增强不同浪形在压缩和拉伸过程中的变形效果,使钨板内部的应变值εe和残余应变值εe′增大,进而大幅度改善板形,提高矫直后的平直度。

图3 不同辊距矫直示意图Figure 3 Different roller spacing straightening
3 小矫直辊辊距矫直方案的有限元分析
3.1 辊式矫直有限元模拟概述
高强度钨板的连续弯曲辊式矫直过程是一个完全非线性的过程,其原因有两个:(1)因为实际被矫直的高强度钨板并非理想材料,其力学性能实质上是非线性的;(2)高强度钨板在辊式矫直反弯的过程中,其运动状态的实质也是非线性的。用传统数学方法计算非常复杂,所以目前通常采用有限元的方法来求解。基于小矫直辊辊距的高强度钨板的辊式矫直方案,选用的有限元动力学软件为ANSYS/LS-DYNA,该软件被广泛地应用于许多三维和多维的非线性接触类问题。
3.2 有限元模拟参数设定
ANSYS/LS-DYNA软件中的材料属性有两百多种,由于模拟的是高强度钨板的矫直,故选用非线性弹塑性模型来代替高强度钨板,并输入相关关键参数值。另一方面,由于矫直辊上方还有支撑辊,在辊式矫直过程中其变形量极小,为了减少模拟的计算时间,故选用刚体模型代替矫直辊。在矫直模拟过程中由于刚体没有任何变形,为了减少有限元的网格划分数,降低计算内存,还可以把矫直辊设置为空心,矫直辊和高强度钨板的网格划分后的实体模型如图4所示。
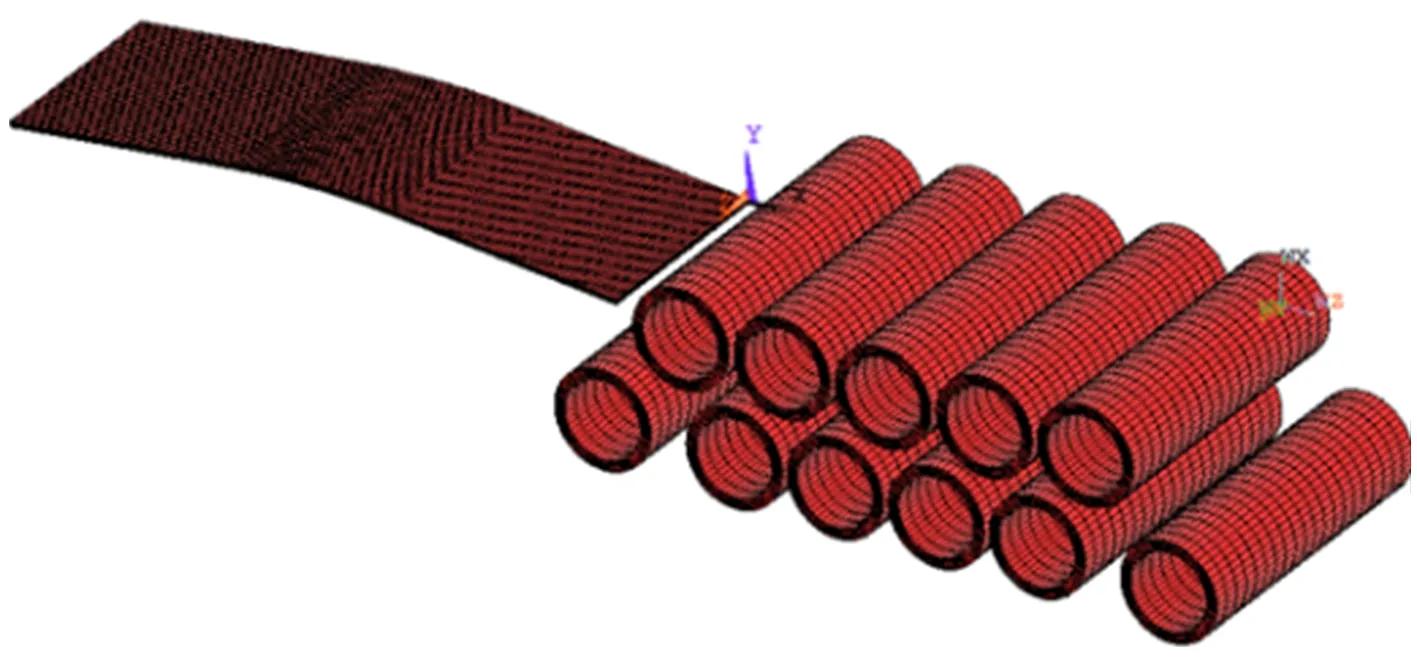
图4 板材辊式矫直有限元网格模型Figure 4 Finite element mesh model of plate roll straightening
由于高强度钨板的最大特征是屈服强度高,为了验证小辊距矫直方案对于屈服强度高的板材矫直效果更加明显,故进行了不同屈服强度情况下的矫直效果模拟,具体参数见表1。矫直过程中,矫直辊直径为95 mm,而矫直辊辊距只有100 mm,属于典型的小辊距矫直。

表1 有限元模拟条件Table 1 Finite element simulation analysis conditions
3.3 有限元模拟结果分析
如图5所示为不同屈服强度且初始不平度都为12.6 mm/m的板材在经过小辊距矫直后,不平度的有限元模拟分布情况。由图可知,要想达到理想的矫直效果,矫直反弯量必须达到一定的值,模拟中,由于采用矫直辊倾斜压下,入口压下量达到2 mm即可得到很好的矫后不平度。另外,在实际高强度钨板矫直生产过程中,矫直力不足往往是限制其矫直效果的核心原因,但小辊距矫直方案却可以显著提升矫直力。由图6可知,在小矫直辊距的情况下,随着被矫板材屈服强度的增大,矫直力会提升,而且矫直压下量越大,提升效果就越显著。所以,在矫直压下量足够的情况下,基于小矫直辊辊距的高强度钨板辊式矫直方案是可行的。
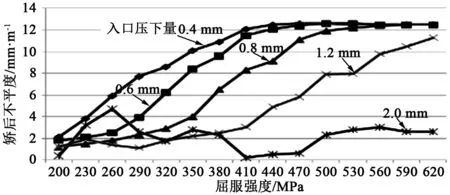
图5 不同屈服强度的矫后不平度Figure 5 Correction irregularity of different yield strength
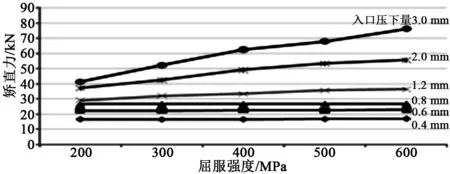
图6 矫直过程中屈服强度和矫直力的关系Figure 6 Relationship between straightening force and yield strength in straightening
4 小矫直辊辊距矫直方案的实验研究
4.1 实验设备和方案
小矫直辊辊距矫直方案的实验采用全液压实验矫直设备。该设备是根据某厂11辊矫直机按3∶1比例缩小制造而成的,因为整体设备较小,所以方便调整矫直辊之间的间距。该设备主要参数为:共有11根矫直辊,上排5根,下排6根,矫直辊直径为95 mm,最大矫直力为2500 kN,可矫板材厚度和宽度的上限值分别为10 mm和950 mm。
本次矫直试验方案选用高强度钨板W1,其力学性能见表2。为了研究不同辊距对矫直效果的影响,实验中多次调整了辊距,具体方案见表3。为了方便收集矫直过程中的相关数据,所以选取的矫直速度很小,其值为0.12 m/min。
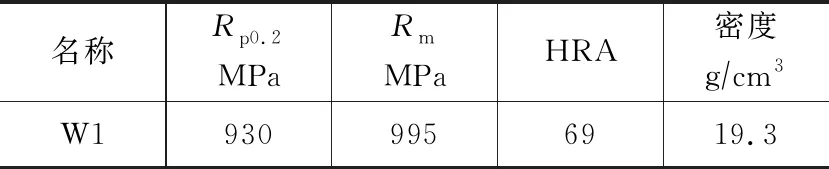
表2 高强度钨板参数Table 2 Parameters of high strength tungsten plate

表3 矫直试验方案Table 3 Straightening test program
4.2 实验结果
根据上述实验方案,高强度钨板W1在不同矫直辊辊距和压弯量的情况下经过辊式矫直,得到矫直力分布图,如图7所示,矫直后不平度分布如图8所示。由图7可知,矫直辊辊距减小,随着压下量的增大,矫直力的提升效果就会显著增强,而且矫直力越大,矫直板材的屈服强度也越大。由图8可知,如果矫直辊的辊距值太大,要达到该辊距对应的最小矫直后不平度所需的压下量也越大,而且,矫直辊辊距越小,所能达到的最小矫直后不平度也最小,即矫直效果越好。所以对于高强度钨板,辊距太大,矫直效果受限,矫直辊辊距选取允许的最小值,可大幅提高矫直效果,因此基于小矫直辊辊距的高强度钨板辊式矫直方案是可行性的。
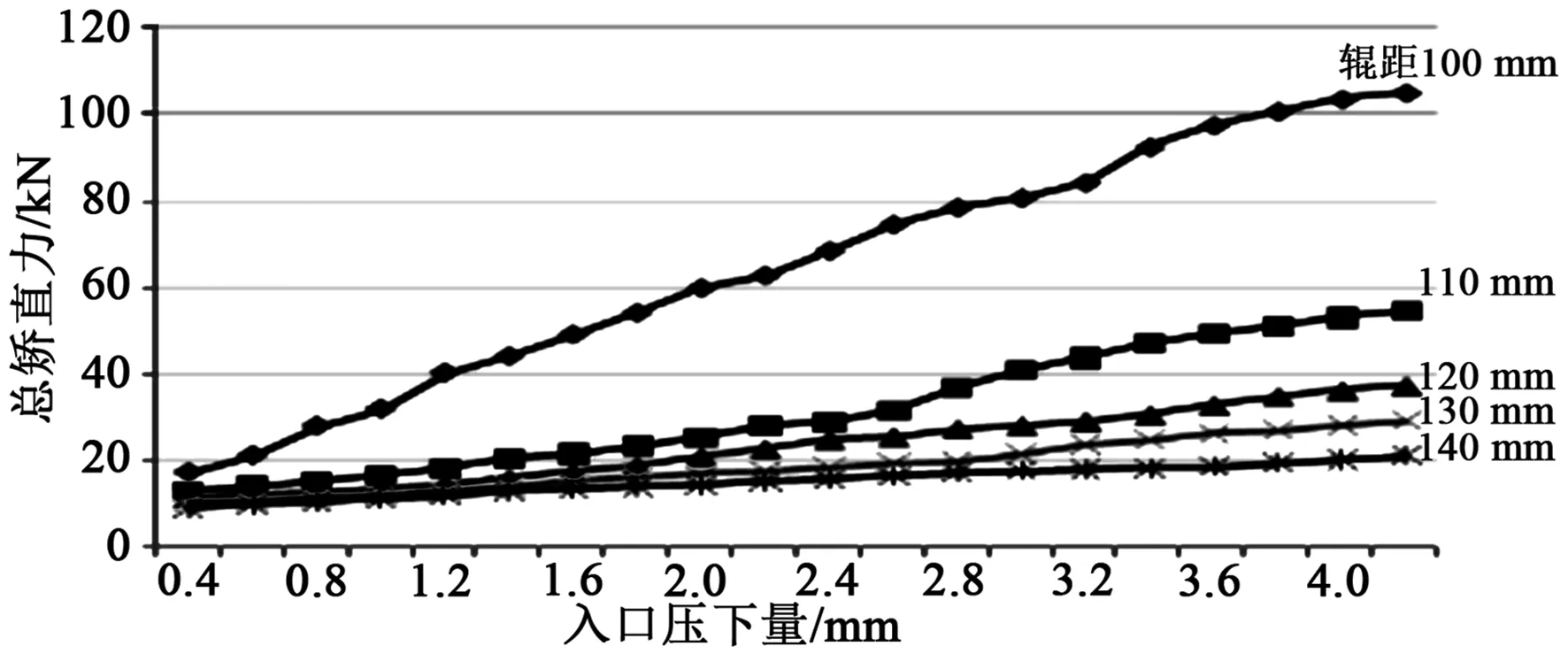
图7 不同辊距对矫直力的影响图Figure 7 Straightening force influenced by different roll spacing
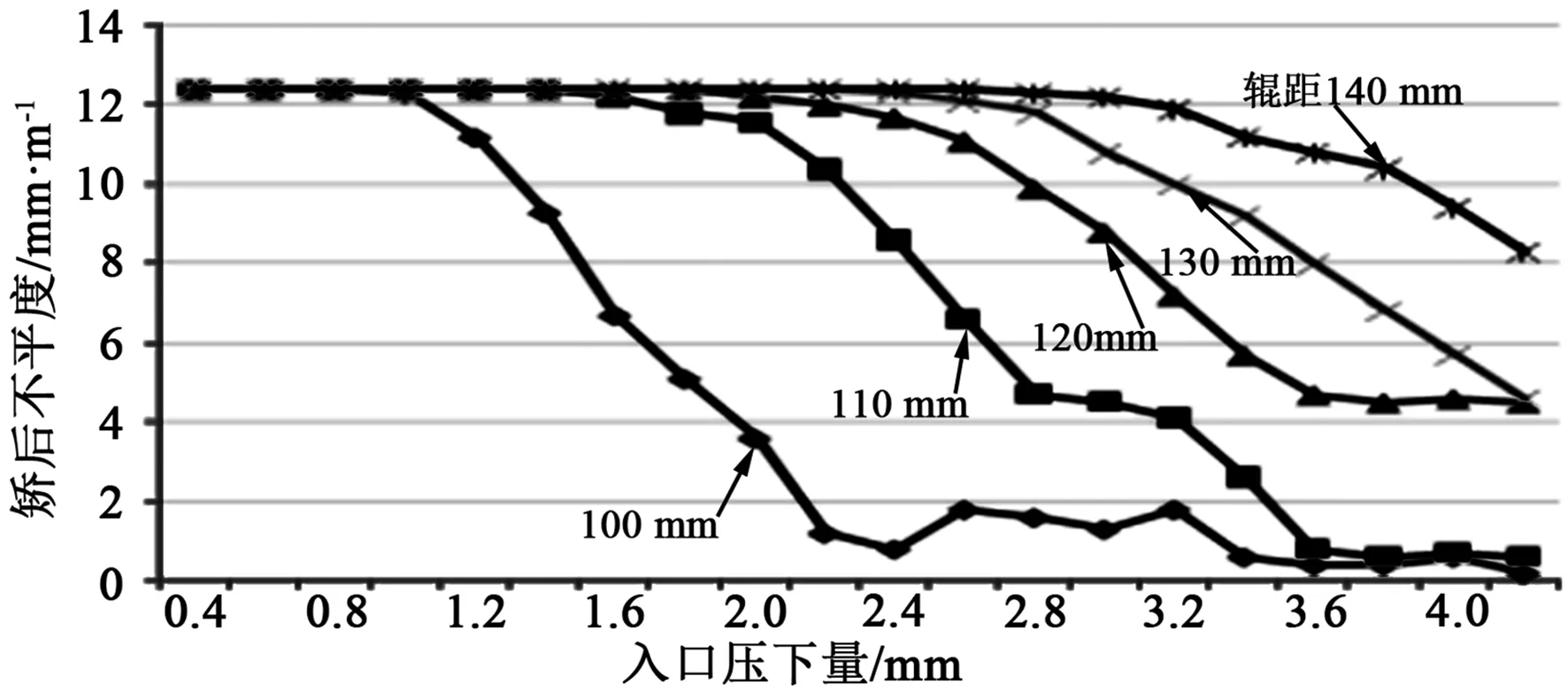
图8 不同辊距值与矫后不平度的关系Figure 8 Relationship between different roll spacing value and straightening irregularity
5 总结
通过矫直辊辊距的选取范围,对基于小矫直辊辊距的高强度钨板辊式矫直方案进行有限元模拟和实验验证,得到如下结论:
(1)矫直类似于钨板等屈服强度较高的板材时,矫直压下量越大,矫后不平度越小,矫直效果越明显。
(2)在小矫直辊距的情况下,随着被矫板材屈服强度的增大,矫直力提升,而且矫直压下量越大,提升效果就越显著。
(3)小矫直辊辊距可大幅提升矫直力,增大可矫板材的屈服强度上限,并且矫直辊辊距越小,随着压下量的增大,矫直力的提升效果会越明显。
(4)矫直辊的辊距值越大,该辊距对应的最小矫后不平度所需的压下量也越大,矫直辊辊距越小,所能达到的最小矫后不平度也最小。
