锅炉受热面管椭圆成像法参数的选择
2020-07-13武学涛王勇上官振国
武学涛,王勇,上官振国
(庆阳市特种设备检验所,甘肃 庆阳 745000)
现如今,随着我国工业的发展和环保意识的增强,城市集中供热已成最终趋势,各种大功率锅炉的使用已进入普遍化。为减少锅炉受热面管的爆管,做好锅炉受热面管的焊缝质量检验是非常重要的。现阶段,检验受热面管的主要手段是射线检验、超声波检验。但在大功率锅炉的安装检验中,一般建设方都要求锅炉受热面管进行100%的射线检验。这就要求我们严格执行《承压设备无损检测》的规定,认真、合理地选择好各项检验参数,进而保证、提高检验质量。
1 射线检验工艺的选择
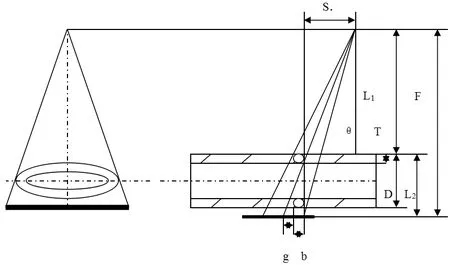
图1
为确保锅炉受热面管焊接接头的焊接质量,施工现场采用双壁双投影的射线检验方法,来检验焊接接头的内在质量。根据标准规定,对外径≤φ76mm的管子,采用双壁双投影法透照时,管子内壁应清晰地显示在底片上;并且上下两焊缝在底片上的影像呈椭圆显示,其椭圆短轴内侧间距一般以3~10为宜。为保证上述结果施工现场主要采取的措施就是确定射线检验的偏心距、透照角度,只要这两个条件满足了,焊接接头的上下焊缝也就在底片上呈椭圆影像了。
2 偏心距、透照角度的关系与选择
偏心距:胶片暗袋平放,放射源焦点偏离焊缝中心平面一定距离称为偏心距(S0)。其相应的角度即透照角度 (θ)。
从图1中可以看出:当偏心距(S0)过大(即透照角度过大)时,焊缝根部窄小的缺陷(如裂纹、未焊透等)有可能漏检或者因为焊缝影像畸变过大而难于评判;偏心距过小(即透照角度过小)时,又会使射线源侧焊缝与胶片侧焊缝缺陷难于分开。
图1中,S0为偏心距;θ为透照角度;F为透照焦距;T为管壁厚度;D为管子外径;b为焊缝宽度;g为椭圆开口间距;L1:射线源到管子表面的距离;L2:上焊缝到胶片的距离。
因此,有公式:


表1
从上述公式及上表中可以看出:
(1)小径管随着壁厚的增大,其焊缝宽度增大,由此偏心距、透照角度增大;
(2)小径管随着管径的增大,其偏心距、透照角度减小;
(3)小径管随着椭圆间距的增大,其偏心距、透照角度增大。
极限的例子是:偏心距为零时,透照角度为零,小径管上、下焊缝影像重叠,即透照厚度。对于纵向裂纹、未焊透等线形检出率较高,其他缺陷也可检验出来。但很难判断缺陷的位置是在上或下焊缝中。
如果偏心距增大时,透照角度随之增大。同时,将使缺陷在底片上的影像严重变形甚至模糊,既降低了缺陷的检出率,又导致了缺陷的漏检。
由上述可知,偏心距、透照角度的选择:在保证焊缝影像的内间距g的情况下,既避免上、下焊缝影像的重叠,同时,又可以提高纵向裂纹、未焊透等缺陷的检出率,降低缺陷失真角,是最好的选择。
所以,在施工现场检验时,尽量选择小的偏心距、透照角度,即小径管底片焊缝影像的内间距在确保为3~5mm的情况下计算偏心距或者透照角度。图2为偏心距S0与椭圆开口间距g的关系曲线。
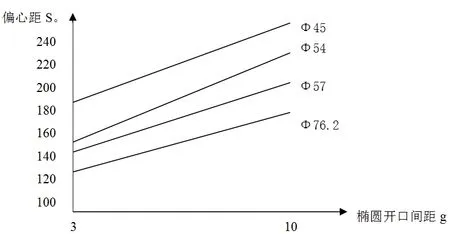
图2
图3 为透照角度θ与椭圆开口间距g的关系曲线。

图3
3 结语
通过对锅炉受热面管椭圆透照法技术表中数据、关系图的分析、探讨,我们发现,椭圆开口间距g、偏心距S0、透照角度θ这三者是锅炉受热面管焊接接头射线检验的三个重要因素。而其中椭圆开口间距g,则是其中的基础。
通过对上述的探讨,为我们在今后的锅炉受热面管焊接接头焊缝双壁双影射线检验工艺的制定,提供了可靠的理论依据。
