70t电弧炉冶炼Q195生产实践
2020-07-13李维华林致明王伟王光文
李维华,林致明,王伟,王光文
(福建三宝钢铁有限公司技术中心,福建 漳州 363000)
Q195是一种碳素结构钢,屈服强度195MPa,比Q235强度低,价格较便宜,具有较高的塑性、韧性和焊接性能以及良好的压力加工性能,缺点是强度较。用于制造地脚螺栓、犁铧、烟筒、屋面板、铆钉、低碳钢丝、薄板、焊管、拉杆、吊钩、支架、焊接结构等。一般以热轧(包括控轧)状态交货。根据需方要求,经双方协议,也可以正火处理状态交货。
鉴于Q195碳素结构钢拥有广阔的应用市场,同时,其生产工艺比较适合公司当前生产工艺和设备,只需要在连铸工序后面增设一条轧钢线。公司通过调查研究后,于2018年年底引进了一条热连轧热轧卷板生产线,主要市场热轧普通碳素结构钢,产品供应到下游生产链作为冷轧坯料、冷弯型钢坯、焊接钢管坯和自行车、小五金制品的制造。本次冶炼试验主要摸索Q195带钢冶炼生产的生产工艺和生产可行性,为后续连铸工序和轧钢工序提供前提条件。
1 冶炼过程控制
本次碳素结构钢Q195生产试验采用碱性电炉炼钢法与LF精炼炉法,脱氧方法采用镇静钢脱氧法,整个工艺流程为70t碱性电炉全废钢冶炼→出钢及脱氧合金化→LF精炼炉→上连铸,具体控制过程如下。
1.1 化学成分设计
结合碳素结构钢Q195相关元素在钢筋中所发挥的作用及国标GB/T 700-2006规定的化学范围要求,设计了相关元素含量控制标准,如表1所示。
1.2 步料操作控制
电炉装料操作采用炉顶料罐装料,装入量控制在70±5t。为了提高炉衬的寿命,减少冶炼时间与合金元素烧损,降低电耗与电极消耗、操作过程中主要控制炉料在料罐中的布料合理性,遵循上疏松、下致密、四周低、中间高、炉门口无大料、穿井快、不搭桥、融化快和效率高的原则。
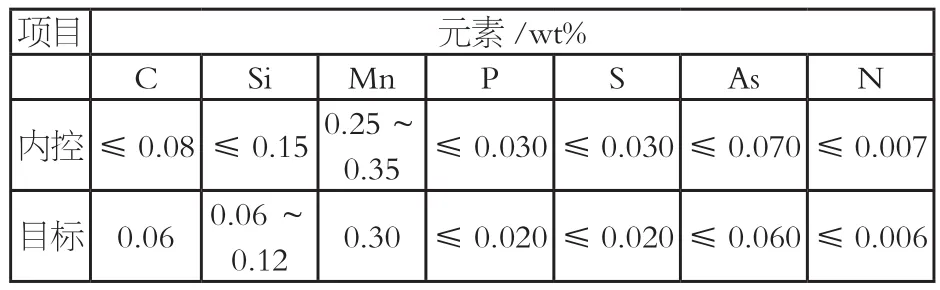
表1 化学成分控制标准
1.3 熔化期操作控制
熔化期的主要任务是将块状的固体废钢快速熔化,并加热到氧化温度,同时,提前造渣,早期去磷,减少钢液吸气与挥发,操作关键点在于合理供电、及时吹氧和提前造渣。为了缩短熔化期操作时间,可以采用强化用氧、减少热停工时间、废钢预热和提高变压器输入功率的措施,具体操作按表2进行。
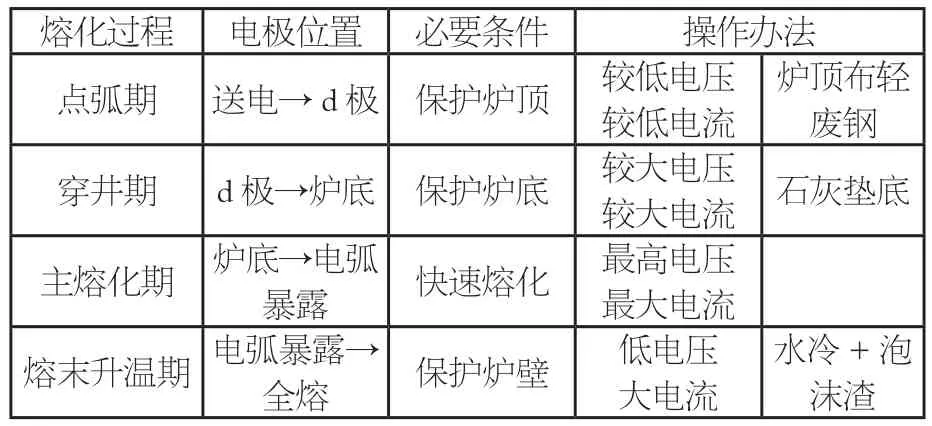
表2 炉料熔化过程与操作
1.4 氧化期操作控制
当固体废钢料完成熔化,并达到氧化温度,脱磷率达到70%~80%以上时,进入氧化期,氧化期的主要任务是去除钢液中的磷、气体和夹杂物、脱碳和升温到指定温度,一般为了冶金反应的进行,氧化开始温度控制在1550~1580℃,后续合理控制金属料的升温曲线。
1.5 出钢及预脱氧合金化操作控制
出钢过程采用偏心炉底无渣出钢方式,采用脱氧剂(硅钙钡和铝锭)、硅锰和硅铁合金进行脱氧预合金化。合金加入顺序为:脱氧剂→硅锰合金,合金在出钢至1/4~1/3时开始加入,出钢至2/3~3/4时加完。合金加入量计算过程中,出钢量按68.00t/炉计,钢液成分按照各元素含量下限控制。
1.6 钢包精炼操作控制
钢包精炼操作的主要任务是微调成分、调整温度、去气去夹杂和调节电炉与连铸生产节奏。精炼操作的核心在于白渣精炼,因精炼操作处理周期有限,白渣形成时间越早,则有效精炼时间越长,效果也越好,精炼渣采用CaO-Al2O3-SiO2系,以保障熔渣良好的流动性,实现高碱度、低熔点、低氧化铁的精炼过程,控制好LF炉内的还原性气氛,同时,做好良好的底吹氩搅拌,保证炉内具有较高的传质速度,过程中取样查看钢液成分情况,适当补加合金元素达到目标值。
2 冶炼结果
通过采取以上工艺控制措施,对Q195前5炉钢液生产情况进行统计,如表3所示。
3 结语
通过采用合理化学成分设计,控制好电炉炼钢和LF钢包精炼炉关键操作要点,成功冶炼获得了符合国标Q195的化学成分,并且钢液的氧含量较低。
试验工艺生产Q195钢液相关冶炼周期均在正常生产控制范围内,在以后日常生产中是合理可行和值得推广的。
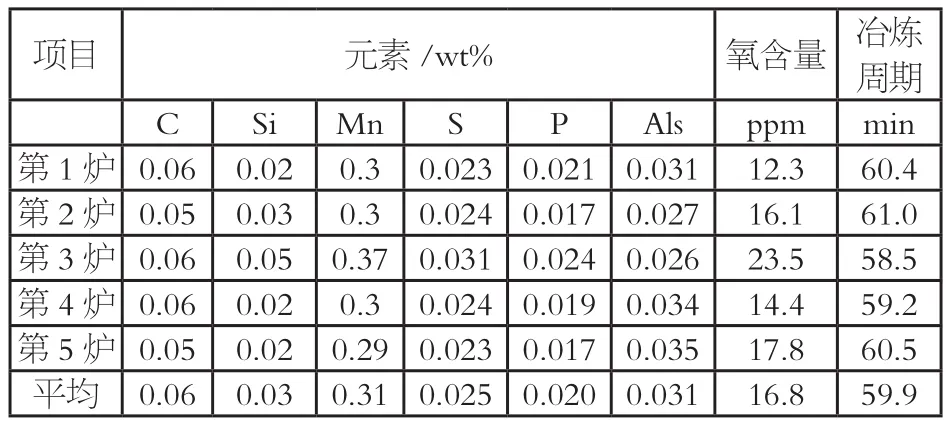
表3 冶炼结果
