双机架四辊不可逆铜轧机张力控制分析研究
2020-07-13李冬
李冬
(中铝华中铜业有限公司生产部,湖北 黄石 435005)
为了适应国内铜加工行业的不断发展,满足国内和国际市场上对高精度铜板带的需求,中铝华中铜业有限公司从意大利MINO公司引进了亚洲第一台四辊双机架不可逆铜轧机,这台轧机主要由上料机构,开卷机组,偏导辊,入口激光测速仪,入口测厚仪,1号机架,中间激光测速仪,中间张力计,中间测厚仪,2号机架,出口激光测速仪,出口测厚仪,出口张力计,板型辊,卷取机组,卸料机构,料卷循环系统等构成。本文主要介绍该轧机的张力控制系统。轧机的结构示意图如图1。
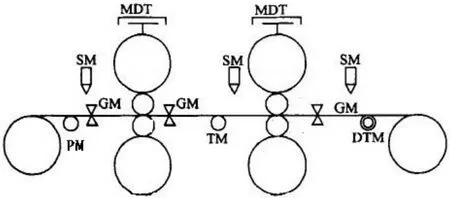
图1 4辊双机架不可逆粗轧机结构示意图
1 张力
1.1 张力介绍
张力的重要性早就为人们所获知,张力也是现在铜带轧制生产中一个主要参数。张力是通过卷取机和开卷机与主机的速度差产生;在连轧机上,除上述方法外,还可通过改变前后机架间的速度差产生。在轧制中,由于不同部位间速度存在差异导致铜带受到一定的拉力,这个力就叫作张力。带有张力的轧制被称为张力轧制。采用张力轧制可以起到以下作用:(1)便于实现高速轧制进而提高轧机生产效率;(2)轧制铜带时,有利于获得更好的厚度控制精度;(3)可以获得更好的板型控制效果;(4)有利于减少轧制力,降低能耗;(5便于铜带更轻松地咬入轧辊,有利于卷取均匀,保证铜带的平直度;(6)可微量调整铜带厚度;(7)有利于稳定轧制,提高轧机可靠性。
张力之所以可以起到以上作用,是由于改变了轧制时铜带在轧辊变形区内的受力状态。在没有张力的情况下,变形区内的铜带单位体积呈三向压应力状态,施加张力之后,铜带受力情况变成为两向压应力,一向拉应力(图2所示),从而降低变形抗力,利于铜带变形。

图2 不同轧制条件应力状态示意图
通常意义上的张力,包括前张力和后张力。前张力是指力作用方向与轧制方向相同,反之,则叫后张力
1.2 前张力的主要作用
(1)减少带材与轧辊接触位置所受的压力;(2)可使铜带受到拉力影响进而变薄;(3)便于铜带咬入轧辊;(4)可使前滑变大,有利于减小铜带的宽展;(5)后张力确定的情况下,增加前张力可降低轧制力矩,减轻电机负载。
1. 3 后张力的主要作用
(1)后张力比前张力更能降低带材与轧辊间的接触力;(2)后张力可使铜带变得更薄。因为轧制时后滑区大于前滑区,且后滑区内的带材加工硬化程度较小;(3)后张力会对带材产生反向的拉力,使咬入轧辊变得困难;(4)后张力比前张力大时,会导致轧制力矩增加,电机负载上升,能耗增加。
2 张力控制方法
2.1 张力的产生及调整
通常冷轧机的开卷机采用交流电机传动,轧制时,开卷机速度略高于工作辊速度以建立张力,开卷机电机以发电状态工作,通常与工作辊的旋转方向相反,以产生一定张力。现代高速冷轧机一般采用大张力轧制,部分轧机装有张力计来检测张力,并由控制系统进行调节;如未装张力计则利用电机转矩及包角进行计算。一般轧机的开卷机和卷取机均采用交流鼠笼式电机,并通过交直交变频装置调节电机旋转速度来控制张力。正常轧制时,需要把前、后张力调到给定值,并能使张力在加速、减速及速度变化时张力波动尽可能的小(一般可保持在±1~3%的范围)。卷取机的速度根据铜带卷直径的变化自动调节。铜带冷轧,特别是薄铜带的轧制,需要同时施加前后张力,可以有效地降低轧辊压力。研究证明,前张力最多可使轧制力降低20%左右,后张力最多可使轧制力降低35%左右。可见,后张力较前张力更能显著地降低铜带给轧辊的压力(图3所示)。
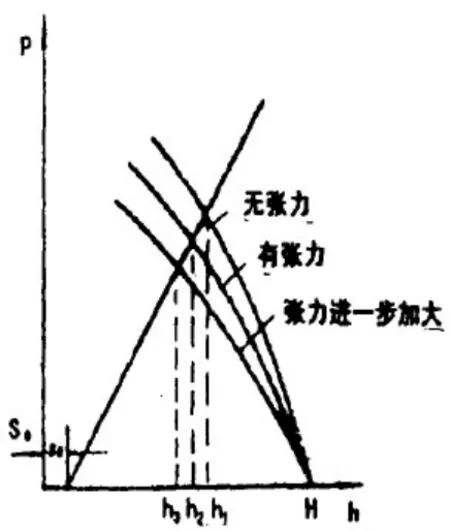
图3 张力对轧制力的影响
虽然后张力相较前张力更能降低轧制力,但后张力过大,易出现轧辊咬入困难和打滑现象,且前张力会对铜带板形产生较大影响,因此,在铜带冷轧过程中,往往需要使前张力等于或略大于后张力。
2.2 张力控制系统硬件组成
该轧机的张力控制系统硬件由以下几部分组成:张力控制系统采用西门子SIMATIC TDC来控制,张力检测系统采用4个ABB张力计及一个控制盒。该轧机的TDC使用了3块CPU,其中,第一块CPU负责张力、速度、板型及涉及两个机架间的协调控制;第二块CPU负责1号机架的AGC压下控制;第三块CPU负责2号机架的AGC压下控制。
2.2.1 SIMATIC TDC介绍
SIMATIC TDC 控制系统由模块式的硬件和软件部件构成,可以通过图形软件工具来进行组态,是AC和DC传动的理想解决方案,特别是需要高速和综合性智能的场合。
需要高水平的计算能力及处理特别复杂的程序时通常采用该系统。该系统有如下特点:
(1)软件模块概念;(2)基架上最多可插上21个模块;(3)闭环控制的高精确性、线性性和稳定性;(4)过程模块可以对数据传输进行同步及和谐协调;(5)图形软件组态;(6)通过标准总线非常容易与其他级自动化系统连接。
SIMATIC TDC可以用集成在Simatic 自动化产品中的S7工程工具包来进行组态,此外,还需要在基础工具 Basis Tool之外使用Step7:(1)图形组态的CFC工程工具(连续功能流图);(2)系统使用D7-SYS 软件包及SIMATIC TDC的函数块库。
2.2.2 SIMATIC TDC硬件组态
SIMATIC TDC 硬件由以下构成:
UR5213机架:
UR5213机架即作为 SIMATICTDC的机械底座,机架备有集成的供电电源和系统风扇。
高性能64-位的背板总线允许基架上各模块间快速数据传输。
CPU模块CPU551: 64-位RISC(精简指令集计算机)浮点CPU,具有266 MHz 内部时钟周期。
32Mbyte SDRAM存储器
SM 500 I/O module: 附加的模拟和数字 I/O 以及增量型和绝对量编码器的扩展模块。这些卡用于与下述设备接口:位置传感器、编码器(导辊、轧制线及其他)、速度传感器、压力传感器、Moog 伺服阀。
CP50MO模块:通讯模块,提供2路 Profibus DP/MPI接口同时提供缓存模块存储器用于建立各CPU之间的通讯。在主或从功能中最大的波特率可达12Mbit/s.
SB10/SB60/SB61/SB70/SB71/SU12/SU13 : 接线端子模块用于外部电缆信号的接入。
CP5100 通讯模块:应用CP5100 通讯模块提供与工业以太网的接口。使用该模块可以完成过程数据可与其他CP5100以及 SIMATIC 工业以太网模块进行交换。
2.2.3 张力计原理
本轧机配有4台ABB张力计:2台在两个机架中间的张力辊下方,2台在出口侧板型辊下方。4个张力计检测到的数据均输入同一个张力控制盒进行计算后传输给TDC进行张力控制。张力计的工作原理见图4。
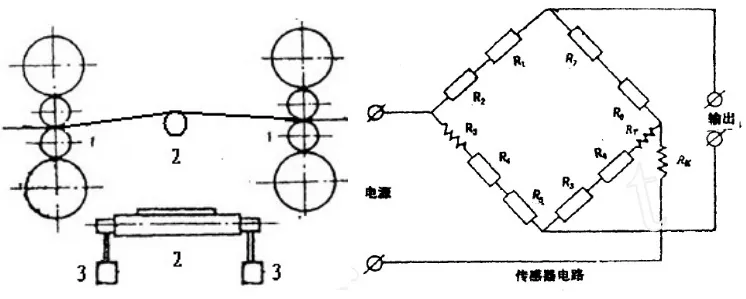
图4 张力计的工作原理图
2.3 张力控制的原理及其实现方法
张力控制的响应较为迅速,可以提高板型控制精度及响应速度。但实际生产中,轧机板型的控制并不会单独采用张力控制,而是采用选择合适的轧辊辊型、工作辊弯辊、偏调、分段冷却等手段与张力联合作用来控制。因为对于较厚的铜带,要提供足够大的张力,需要加大卷取机的功率而导致设备采购成本增加;另一方面,在生产薄料时,为避免在轧制过程中铜带发生裂边或断带,也不允许轧制张力变动过大。当生产过程出现扰动因素时,张力应能可靠地和准确地进行调整,并尽量使波动最小,避免因张力波动导致轧制中断等问题的出现。
张力辊要求进行转矩控制以保持铜带张力恒定,为了达到此项控制目的,卷取机的速度参考值要比速度主令控制稍高,而开卷机的速度参考值则稍低。
铜带张力取值可以通过下述公式获得:

式中,T为张力;M为转矩且;D为直径。
采用此方法,通过直径取值及从轧制表获得的铜带张力目标值,使计算转矩设定点以保持铜带上张力为恒定值成为可能。在此情形下,CPU向传动装置送出速度参考以及转矩参考值,后者视卷径变化而连续不断地得到更新。该系统叫作间接张力控制,通常既用于卷取机的张力辊控制,也用于开卷机的张力辊控制。有张力计时,这时候可以采用另外一种控制方式,该方法叫作直接张力控制。它包括一个闭环PI控制器,向间接张力控制提供一个额外的张力矫正。
为了保证轧制时的张力稳定,当张力计测量的实际张力与设定张力出现偏差时,需要通过调整压下量或轧制速度进行控制。若在轧制时速度基本稳定,而张力出现了变化,这可能是由于铜带厚度发生了变化导致,因此,会通过自动调整压下量进行修正,但是,压下量的改变会同时导致厚度、张力及速度出现变化。对多机架连轧来说,张力不仅用于各机架间的速度控制,还同时用于控制铜带厚度的微调。当张力出现变化时,轧制力也会相应发生变化,因而也改变了铜带厚度。可见, 要确保多机架连轧机的正常生产,各机架之间的张力选择是否恰当至关重要,如张力选择不合适,可能导致带材咬入困难、断带、堆料等后果。若能对张力进行合适的选择与控制,就能协调各机架的轧制速度,同时,可达到轧制工艺所要求的轧制张力。对于该轧机来说,采用控制1架速度及2架的轧制力来保持张力的恒定。在2架辊缝大于2mm时,由于此时速度太慢,因此,采用出口侧测厚仪反馈控制2架的辊缝,中间张力计控制1架的速度。在辊缝小于2mm,且速度小于等于80m/min时,同样采用中间张力计控制1架速度,出口测厚仪反馈控制2架轧制力;在速度大于80m/min小于等于400m/min(该轧机最大轧制速度为400m/min)时,用中间张力计控制2机架的轧制力,用出口测厚仪反馈控制1机架的速度。因为在低速时用中间张力计控制2架的轧制力的话容易在带材上压出印子,因此,在低速时均采用出口测厚仪反馈控制2架的轧制力。中间张力控制示意图见图5。
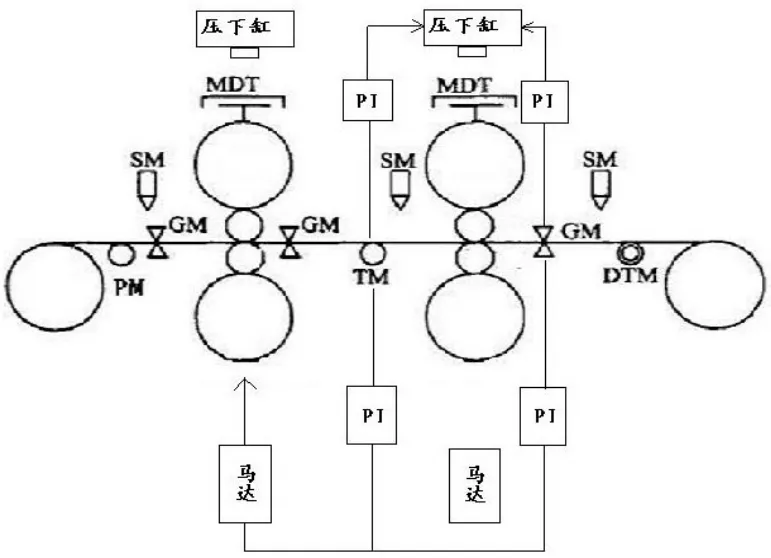
图5 中间张力控制示意图
3 结语
本文通过对中铝华中铜业有限公司引进的MINO双机架四辊不可逆铜轧机进行分析,有针对性地介绍了双机架四辊不可逆铜轧机的张力控制系统。
