车床专用夹具的设计及应用
2020-07-10河北宣化工程机械股份有限公司河北张家口075100
■ 河北宣化工程机械股份有限公司 (河北张家口 075100) 齐 娜
1. 零件加工工艺性分析
以零件尾套(见图1)为例,它是我公司推土机行走系统的重要零部件之一,每台两件,年产200余台,承担着将中央传动装置动力传动到终传动装置的重要作用,尾套的加工质量对推土机整机质量有着极大的影响。
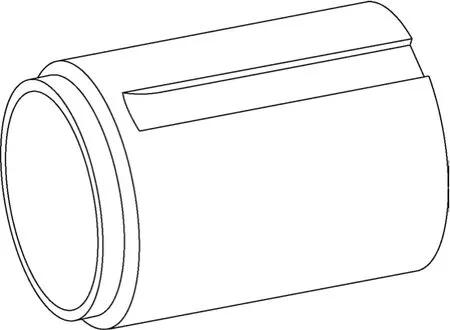
图1 尾套
尾套属于回转类零件,主要加工工序都在车床完成,外圆对称分布有两个止动键槽,内孔有多级阶形结构和内螺纹,键槽的位置精度和尺寸精度都要求较高,需要使用工装利用两侧内孔定位进行加工,所以要先铣出,打破工件外形的完整度,因此加工内螺纹时无法使用中心架作为辅助支撑。因车内螺纹时工件受力较大,单动卡盘无法保证装夹牢固,通常此类零件需要设计复杂的组合夹具来辅助装夹,其装夹过程比较复杂,装夹效率低,而且对操作者的技术水平要求较高,导致工件的加工成本过高,并且组合夹具的设计和操作受人为因素影响较大,也给零件的加工精度造成了一定的影响。为此技术人员特别设计了该类零件专用夹具,此夹具和车床及单动卡盘配合使用,外夹内拉,使用方便快捷,装夹牢固,可加快生产节拍,解决生产瓶颈问题。
2. 工装设计思路
因工件外形分布有两处对称键槽,无法使用中心架,且为保护键槽表面不被破坏,不能使用从工件外部进行辅助装夹的工装;又因要对其内孔进行加工,无法在尾部使用顶尖,为了保证装夹牢固可靠,避免发生加工意外,特设计一套固定在车床主轴上,加工时从工件内部进行拉紧的工装(见图2)。此工装通过拉钉固定拉紧,利用活动的折合压板夹在工件内孔止口处,加工时与单动卡盘配合随工件一起旋转,一夹一拉,将工件牢牢固定;加工结束后,松开拉钉,旋转夹具外侧的螺纹套使工装处于放松状态,则工件可迅速卸下,如图3所示。
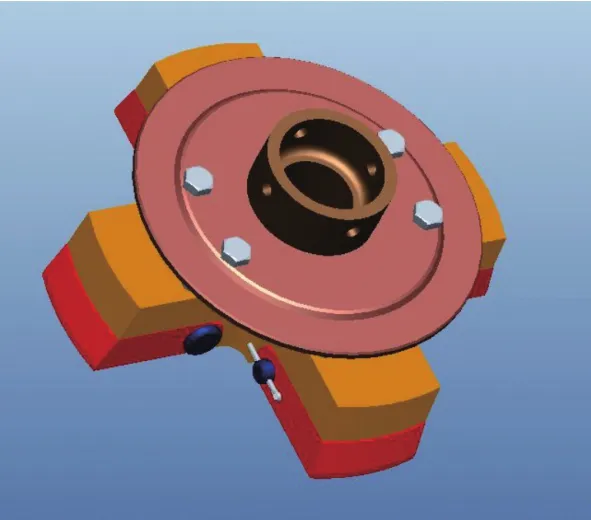
图2 工装
3. 工装结构及作用
参看图3、图4,该工装主要包括螺纹套、固定压盘、移动压盘和折合压板等。折合压板有多个,压紧在工件上,每个折合压板都有相对应的顶销,固定压盘由拉钉固定在车床主轴上并与之同轴,螺纹套用于放松和夹紧工件,环状的移动压盘随螺纹套一起动作,通过顶销带动折合压板以达到放松和夹紧的目的。
其中,螺纹套位于固定压盘背离车床主轴的一侧并通过螺纹与固定压盘配合;螺纹套上还装有移动压盘,移动压盘的一侧靠在螺纹套外柱面上的梯台上,另一侧由安装在螺纹套上的轴用弹性挡圈限位;固定压盘上通过销轴安装有4个折合压板,每个折合压板和固定压盘之间都装有一个卡簧;4个折合压板靠在固定压盘的靠近车床主轴的一侧并绕主轴轴线均匀分布,每个折合压板的外端夹在待车削工件的内孔台阶上,内端通过销轴与固定压盘转动联接;固定压盘上还装有8个顶销,每两个顶销对应一个折合压板,顶销一端被移动压盘压紧,另一端顶住对应的折合压板外端;固定压盘上还装有4个导向螺钉,穿过移动压盘上的导向孔用于给其导向;销轴尾部装有止脱用的开口销;顺时针旋转螺纹套可以通过移动压盘带动顶销使折合压板翘起,此时折合压板外侧组成的圆弧直径小于工件内孔直径,工件不受拉紧力,可轻松卸下;卸下工件后,逆时针旋转螺纹套,折合压板在卡簧作用下复位,此时可装夹工件。
工作原理:在对工件进行车内孔或内螺纹加工时,先将该工装固定在车床主轴的拉钉上,工件通过其内孔套在工装上,因孔径小于折合压板组成的外圆,工件装夹过程会使折合压板翘起,直至内孔直径变大时会由卡簧带动复位,然后用单动卡盘夹紧工件,通过拉钉把固定压盘拉紧,则折合压板就夹住了工件内孔的台阶面,完成了工件的装夹,然后即可进行加工;工件加工完后,松开拉钉,顺时针旋转螺纹套,使得折合压板翘起从而放松工件,然后即可卸下工件(再次装夹工件前需要逆时针旋转螺纹套使折合压板在卡簧的作用下复位)。
优化方面:车床装夹时拉钉自动将工装拉紧,快速可靠,节约大量人工装夹时间,且工装固定在主轴上,无论是装夹工件还是卸下工件都不需要重新定位装夹,操作简单,加工精度高,而且适用范围广,能用作多种结构类似零件的车夹具。
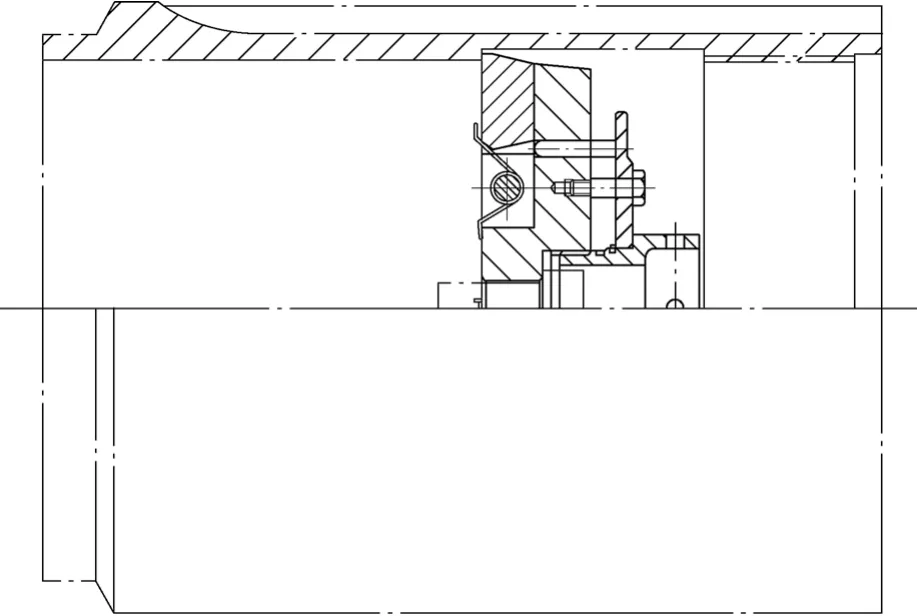
图3 工件装夹示意

图4 工装结构
4. 结语
采用此工装加工尾套类精度要求高又难装夹的回转类零件,可实现安全快速装夹的目的,减少装夹时间和难度,提高加工质量,节约人工成本,加快生产节拍。目前已生产500余件,完全符合图样尺寸及装配要求,本设计为我们打开了思路,大量使用设计精巧的工装能够省时省力,还可以大幅度地降低生产成本。