基于油管螺纹损坏原因与防范措施研讨
2020-07-04李大鹏
李大鹏
摘 要:在石油开采与生产中,油管是一个重要部件,螺纹接头部位较为薄弱,一旦发生螺纹损坏、失效会造成重大采油事故,不仅会增加采油厂设备的维修费用,还会阻碍油田正常生产操作,使原油开采成本增加、利润降低。文中对石油油管螺纹损坏的原因进行分析,研讨包括力学原理、密封脂、生产加工、螺纹粘扣以及操作在内的诸多因素,并提出针对性的防范措施。
关键词:油管;螺纹损坏;原因;防范措施
油管是油田用于井下作业的重要运输管线,油管螺纹性能好坏对石油开采顺利进行具有关键性作用。但是在当前井下管柱的工作条件相对较差,在实际的工作状态下在螺纹连接处会出现渗漏和滑脱掉井等问题[1]。在最近几年石油开采和生产发展过程中由于油管螺纹破损、失效所致的油井事故逐年增加,为石油开采企业带来很大的经济损失。分析油管螺纹损害原因并加以防范,以减少类似井下作业事故发生。
1 油管螺纹力学原理
螺纹纸质上是发生在金属材料相互接触表面的一种冷焊,按照焊接程度可以分为轻度粘螺纹、中度粘螺纹以及严重粘螺纹和及其严重粘螺纹等。不过对于轻度和中度粘螺纹来说,通过利用有效的处理手段进行修复,则对其几何形状和使用性能不会造成差异性影响。而对于严重和极其严重粘螺纹来说,则会出现啮合位置被剪切的现象,导致螺纹被撕裂,无法采取修复措施,不能应用于生产活动中。
1.1 接触应力
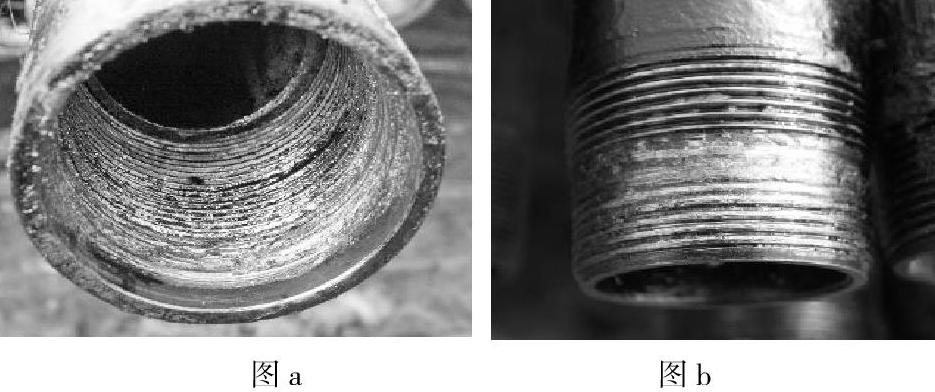
接触应力是螺纹出现粘螺纹的主要因素之一,而且在其应力最大发生在内外螺纹的第一有效螺纹中,其最大应力点是中间齿面应力的四倍左右,在上卸螺纹操作中,最易导致该位置发生粘螺纹情况;下图a为内螺纹,图b为外螺纹。
1.2 扭矩作业
油管螺纹的扣扭矩公式为“ =2πμR2LPc”,在Lame公式中, 是表示上扣矩阵,N?m;R表示螺纹啮合的公称节圆半径,m;L是表示螺纹旋合长度,m;μ是表示摩擦系数;Pc是表示接触性应力,N/m2。从公式可见,在螺纹使用的过程中,其齿面在一定程度上会受到上螺纹扭矩的影响,从而在相同的几何尺寸条件下齿面接触压力会随上螺纹扭矩增多而增大,故上螺纹扭矩也是粘螺纹的重要原因。
2 油管螺纹损坏原因分析
2.1 生产加工环节出问题
粘螺纹现象一定程度上是在生产加工环节中产生的,其与生产时油管的内外螺纹径配合就有较大的联系。比如油管的内外螺纹在生产加工过程中是负-负配合的径,则外螺纹的长度需要取下限值,在上螺纹时则要保障最小扭矩条件下采用易上至平方法,尽可能的避免出现粘螺纹现象。而此时如果油管的内外螺纹在生产加工环节中是正-正配合的径,则外螺纹的长度需要取上限值,在上螺纹作业中则要基于规定扭矩标准采用下常有余的方式,从而可以保障上螺纹符合相关规范化要求,确保上螺纹工艺操作合格。但是在实际的现场操作中,存在少数情况不允许出现余螺纹,因此则要在过扭矩情况下上至平螺纹,就会导致油管粘螺纹。除此之外,油管修复次数越多,可能会造成螺纹加工过程只能够公差不科学,也会引发粘螺纹现象。
2.2 密封脂與密封脂涂抹不当
为了确保螺纹密封性与抗粘扣性能,操作人员要在公母螺纹之间涂抹适当的密封脂,有利于充分改善螺纹的接触状态和上螺纹时接触应力。但在作业期间,偶尔会出现偷工减料、少涂或不涂密封脂情况,这便会增大螺纹旋合时摩擦系数,需要大力拧紧扭矩才能达到无外露螺纹情况,在这一操作中,上螺纹扭矩会对齿面接触压力产生直接影响,螺纹粘扣的频率会随上螺纹扭矩以及齿面接触压力等增加而提高[2]。
2.3 上卸螺纹操作缺陷所致
现阶段,在油田作业中,对卸油管的操作一般是利用液压钳等设备,且需要按照行业标准约束进行使用,液态钳本身在结构与操作上存有一定缺陷,会在一定程度上增加螺纹损坏概率。
(1)扭矩影响:在使用液压钳进行过扭矩操作时,会受到现场操作人员的操作能力的影响,可能在初次启动时就能够达到甚至超过油管的初始上螺纹扭矩,较易导致过扭矩。
(2)上螺纹速度影响:油管液压钳的使用,可减轻工人劳作强度,并使作业效率得到显著提升。通常情况下,操作人员可以采用高速挡方法,将油管预拧到手紧位置,然后采用低速挡,将油管上紧到规定扭矩;而实际上很多操作人员为了提高下油管速度而持续利用高速挡,从而就会破坏螺纹的啮合,在内外螺纹旋合时会产生较多热量,且不能迅速散发,从而导致螺纹粘扣[3]。
(3)夹紧力影响:在使用液压钳期间,由于钳口夹紧力过大可引起接箍变形,再加之上螺纹时外夹紧力的约束,会导致接箍弹性变形,当上螺纹至规定扭矩时,外露螺纹过多时便需要加大扭矩,这样齿面接触应力已经超过规定扭矩的应力状态,极易形成螺纹粘扣。
2.4 现场操作过程不规范
不按作业操作规程施工,一味追求施工速度而忽视作业质量,也是油管螺纹粘扣的重要因素,主要包括以下情况:(1)下油管时没有开展仔细的检查活动,不能及时发现油管螺纹损坏现象,在相关部位已经出现明显腐蚀或磨损情况下仍然入井使用,如在公扣根部出现一裂缝。(2)油管螺纹未涂、少涂螺纹脂,导致润滑性较差(3)在下螺纹时,操作人员使用液压钳能够对油管的摆动造成一定的粘扣现象,此时液压钳的悬吊点和井口距离大约在15m左右。而在自由悬吊的状态下,液压钳头的中心与井口之间的距离在0.5m,即是油管垂钓距离井口的最大偏移度为0.5m,在操作中一旦有斜拉操作,就会出现错扣而导致螺纹损坏的情况。(4)螺纹脂质量不合格、螺纹处脏以及螺纹错位均可能导致螺纹粘扣。(5)所使用的井架天车、游动滑车与井口未对中,也会导致螺纹粘扣。
3 油管螺纹损坏的防范措施
3.1 进内外螺纹起始螺纹形状
由于引起粘螺纹的主要原因是起始螺纹的接触应力,需进一步改进其内外螺纹形状,即是在旋合螺纹时合理分布齿面的接触应力,进而消除过减小粘螺纹因素。
3.2 专管专用
如果油管螺纹的上螺纹出现扭矩过大时,就会在一定程度上减弱油管上卸螺纹的能力和性能,会导致粘螺纹现象的出现。因此在操作过程中,操作人员必须要对实现专管专用,尽量减少油管更换,避免螺纹损坏。
3.3 液压钳操作改进
操作人员要严格控制上螺纹速度和上卸扭矩,要尽量麻醉标准规定,对卡紧方式进行改进与优化。
3.4 合理使用密封脂
避免油管螺纹的损坏即要严格管理和控制密封脂的使用和操作,杜绝使用劣质或经过稀释的密封脂,拌有防修油和含有杂质的密封脂也不能使用,严禁少涂或不涂密封脂直接上螺纹。
3.5 建立作业监督体系
为作业人员提供培训与学习机会,对于油管下井操作规程要严格监督,对于油管的领取、更换与使用要做好记录,由责任人签字。力求研发并使用性能优良的油管上卸扣工具。对于运输及装卸过程中,也需要有人专门管理,避免在此过程中对螺纹造成损伤。
4 结语
通过调查、寻找螺纹损坏因素,对油管螺纹的材质、扣型及密封脂性能进行分析,发现材质和螺纹标准是油管螺纹粘扣的内因,操作标准的问题是外因;针对油管螺纹损坏因素,提出了改善措施、完善监督机制,对产品质量和作业质量进行严格要求与监督,要求油管及油管螺纹使用要按照规范操作,严禁违章作业、油管混杂使用,落实责任制,从内外减少螺纹粘扣因素,以确保石油开采生产作业正常开展。
参考文献:
[1]王晓宇.报废油管修复工艺研究[J].石化技术,2017,24(7):98.
[2]赵世龙.纳米铜减摩涂料在油套管上的应用及相关力学性能分析[D].陕西:西安科技大学,2016.
